STAMAX 30YM240 giver unikke udfordringer, som kan få selv erfarne støbeprojekter til at gå i stå. Ingeniører kæmper ofte med fiberbrud, uventet skævhed og overfladefejl, når de skifter fra standard polypropylen til denne lange glasfiberkomposit.
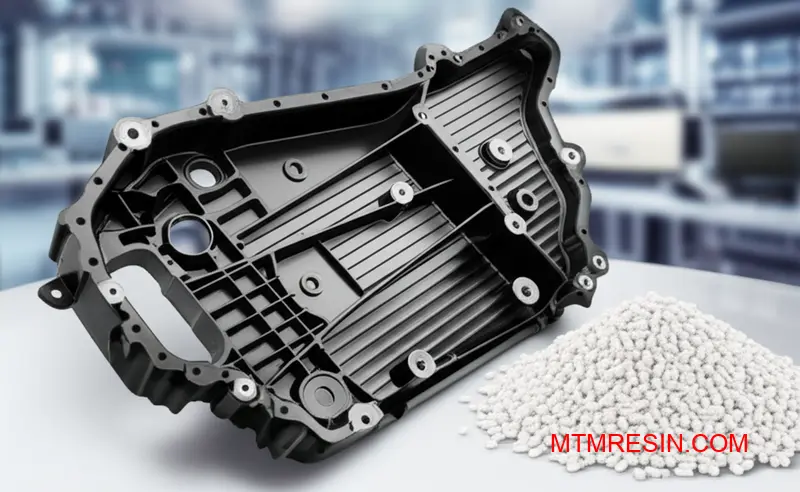
STAMAX 30YM240 er en 30% lang glasfiberforstærket polypropylen designet til strukturelle anvendelser, der kræver metallignende styrke med betydelig vægtreduktion. Succesen afhænger af specialiserede forarbejdningsteknikker, der bevarer fiberlængden og kontrollerer orienteringen.
Jeg har arbejdet med ingeniørteams, der har stået over for præcis disse udfordringer. Forskellen mellem en problemfri prøvekørsel og dyre forsinkelser handler ofte om at forstå de specifikke krav til forarbejdning af lange glasfibre. Lad mig gennemgå de tekniske overvejelser, der vil hjælpe dig med at undgå almindelige faldgruber og opnå ensartede resultater med dette krævende materiale.
Hvorfor ingeniører vælger STAMAX 30YM240 til konstruktionsdele
Ingeniører vælger STAMAX 30YM240 på grund af den unikke balance mellem styrke, stivhed og lav massefylde. Denne polypropylen (PP) med lange glasfibre er et førstevalg som erstatning for metal i bil- og industridele. Det muliggør en betydelig vægtreduktion uden at gå på kompromis med den strukturelle integritet.
Fordelen ved lange glasfibre
I modsætning til korte glasfibermaterialer danner de lange fibre i STAMAX 30YM240 en intern skeletstruktur. Dette netværk giver overlegne mekaniske egenskaber, især i krævende anvendelser som frontmoduler, dørmoduler og batteribakker. Resultatet er en robust letvægtskomponent.
Et overblik over præstationerne
Vores analyse viser, at dets præstationsmålinger gør det til et strategisk materiale for moderne tekniske udfordringer. Målene for bilers letvægt er mere opnåelige med materialer som dette.
| Ejendom | STAMAX 30YM240 (typisk) | Mildt stål (typisk) |
|---|---|---|
| Massefylde (g/cm³) | ~1.12 | ~7.85 |
| Trækmodul (MPa) | ~7500 | ~200,000 |
| Slagstyrke | Høj | Meget høj |
Denne kombination gør STAMAX 30YM240 til et godt bud på en konstruktionstermoplast.
Beslutningen om at bruge STAMAX 30YM240 rækker ud over simple materialespecifikationer. Den involverer overvejelser om hele produktionscyklussen, fra design og støbning til slutmontering. Dets fremragende flydeegenskaber gør det muligt at skabe komplekse geometrier, som ville være vanskelige eller dyre at producere med metalstempling eller -støbning.
Fleksibilitet i design og forarbejdning
Dette materiale giver designerne større frihed. Funktioner som ribber og bosser kan integreres direkte i formen, hvilket reducerer behovet for sekundære samleprocesser. Det forenkler fremstillingsprocessen og sænker de samlede omkostninger. Vi ser denne fordel i mange projekter, der kræver indviklede strukturelle komponenter.
Konsistens i skimmelforsøg
En kritisk faktor er materialekonsistens under formforsøg. Brug af den nøjagtige specificerede kvalitet, som STAMAX 30YM240, er afgørende for validering af et værktøj. Hos MTM har vi dette materiale på lager i Kina, så holdene kan undgå internationale forsendelsesforsinkelser og sikre, at deres forsøg afspejler produktionsforholdene nøjagtigt. Materialets opførsel påvirkes af dets fiberorientering, en egenskab, der er kendt som anisotropi1.
| Parameter | Retningslinje | Fordel |
|---|---|---|
| Smeltetemperatur | 230-260 °C | Optimal spredning af fibre |
| Formens temperatur | 40-70 °C | God overfladefinish og stabilitet |
| Indsprøjtningshastighed | Moderat til høj | Minimerer fiberbrud |
Forudsigelig bearbejdningsadfærd hjælper ingeniører med at opnå ensartethed i emnerne fra første skud.
STAMAX 30YM240 er et førende valg til konstruktionsdele på grund af dets overlegne styrke/vægt-forhold, designfleksibilitet og pålidelige bearbejdelighed. Det giver ingeniører mulighed for at opfylde bilindustriens letvægtsmål uden at gå på kompromis med ydeevnen, hvilket gør det til et værdifuldt aktiv i moderne produktudvikling.
Analyse af den mekaniske egenskabsprofil for STAMAX 30YM240
STAMAX 30YM240 er et populært valg til strukturelle komponenter, men navnet afslører meget om dets ydeevne. "30" betyder en lang glasfiberforstærkning af typen 30%, som er nøglen til de forbedrede mekaniske egenskaber. Betegnelsen "YM240" giver yderligere ledetråde om dens specifikke egenskaber.
Afkodning af karakteren
At forstå disse koder er det første skridt i materialevalget. Det hjælper projektingeniører med hurtigt at vurdere, om materialet kan bruges, før de dykker ned i det fulde datablad. Dette indledende tjek sparer værdifuld tid i designfasen.
Nøgle-identifikatorer
| Kode | Betydning | Konsekvenser |
|---|---|---|
| STAMAX | Varemærke | SABIC's LGFPP |
| 30 | Glasfiber % | 30% Lang glasfiber |
| YM240 | Serie af karakterer | Specifik ydelse/flow |
Denne opdeling giver mulighed for en hurtig vurdering af materialets kernesammensætning. Det fortæller os straks, at vi har at gøre med en forstærket polypropylen, der er beregnet til krævende anvendelser.
Når vi analyserer databladet for STAMAX 30YM240, er der tre egenskaber, der skiller sig ud til strukturelle anvendelser. Det er de søjler, der definerer dets ydeevne under stress og varme, som er kritiske overvejelser for dele til bilindustrien og industrien.
Mekaniske egenskaber for kernen
Den lange glasfiber 30% øger stivheden og styrken betydeligt. Dens Trækmodul2 er meget højere end ufyldt polypropylen, hvilket betyder, at det modstår bøjning under belastning. Det er en kritisk faktor for dele, der skal bevare deres form.
Slag- og varmebestandighed
Materialet har også en fremragende slagstyrke, som ofte måles med Izod- eller Charpy-tests. De lange fibre hjælper med at fordele slagenergien og forhindrer katastrofalt svigt. Desuden er dets Heat Deflection Temperature (HDT) forhøjet, så det kan fungere pålideligt i miljøer med høje temperaturer.
Snapshot af datablad: STAMAX 30YM240
| Ejendom | Typisk værdi | Betydning |
|---|---|---|
| Trækmodul | ~7500 MPa | Høj stivhed, modstår bøjning |
| Indskåret Izod Impact | ~15 kJ/m² | God sejhed og holdbarhed |
| HDT (0,45 MPa) | ~155 °C | Stabilitet ved høje temperaturer |
Hos MTM har vi STAMAX 30YM240 på lager i Kina, netop fordi disse egenskaber ofte er påkrævet til formforsøg. Når vi har det klar, undgår vi forsinkelser og sikrer, at vores kunder kan validere deres design med det nøjagtigt specificerede materiale uden at vente på oversøiske forsendelser.
Det er vigtigt at forstå databladet for STAMAX 30YM240 for at kunne forudsige dens ydeevne i den virkelige verden. 30%-glasfiberen giver enestående stivhed, slagfasthed og termisk stabilitet, hvilket gør den til et pålideligt valg til strukturelle dele, der kræver robuste mekaniske egenskaber.
Lang glasfiber (LGF) mod kort glasfiber: Huller i ydeevnen
Når man vælger en glasfyldt polypropylen, er valget mellem lange fibre (LGF) og korte fibre (SGF) afgørende. Den primære forskel er længden af de glasfibre, der er indlejret i polymermatrixen. Dette har direkte indflydelse på den endelige dels strukturelle integritet og overordnede egenskaber.
Kerneforskellen: Fiberlængde
Korte fibre er typisk under 1 mm, mens lange fibre i LGF kan være over 10 mm. Denne længere længde skaber et mere robust indre "skelet" i plasten. Denne struktur forbedrer de mekaniske egenskaber betydeligt sammenlignet med materialer, der er forstærket med kortere fibre.
Sammenligning af indledende ydeevne
Et hurtigt kig viser klare afvejninger. Mens SGF giver nem forarbejdning og lavere omkostninger, giver LGF et betydeligt løft på vigtige mekaniske områder. Vores kunder tester ofte begge dele for at kvantificere fordelene for deres specifikke applikationer.
| Ejendom | Kort glasfiber (SGF) | Lang glasfiber (LGF) |
|---|---|---|
| Slagstyrke | Moderat | Høj til meget høj |
| Trækstyrke | God | Fremragende |
| Modstand mod krybning | Fair | Fremragende |
| Forvridning | Lavere | Højere (hvis ikke kontrolleret) |

Lad os fokusere på et specifikt materiale: STAMAX 30YM240, en 30% lang glasfiberpolypropylen. Når ingeniører sammenligner det med en standard 30% kort glasfiber-PP, bliver forskellen i ydeevne tydelig. Det handler ikke kun om simpel styrke; det handler om holdbarhed over tid.
Hvorfor STAMAX 30YM240 udmærker sig
Det indbyrdes forbundne netværk af lange fibre i STAMAX 30YM240 giver overlegen energiabsorption. Det gør det ideelt til dele, der skal kunne modstå stød, som f.eks. kofangere til biler eller industrihuse. Korte fibre kan simpelthen ikke fordele slagkræfterne lige så effektivt på tværs af emnet.
Desuden er dets kryberesistens betydeligt bedre. Under konstant belastning, især ved høje temperaturer, vil dele fremstillet af SGF-PP deformeres. Det lange fiberskelet i LGF-PP modstår denne langsomme deformation, hvilket sikrer langsigtet dimensionsstabilitet for kritiske strukturelle komponenter. Dette er et direkte resultat af materialets Viskoelasticitet3 opførsel.
Retfærdiggørelse af omkostningstillægget
Ja, LGF-materialer som STAMAX 30YM240 har en højere startpris. Men disse omkostninger retfærdiggøres ofte af, at man undgår delfejl, reducerer vægten ved at designe tyndere vægge og forlænger produktets levetid. For vores kunder gør vi det nemt at købe prøvemængder af sådanne specialmaterialer i Kina.
| Metrisk præstation | SGF-PP (30%) | STAMAX 30YM240 (30% LGF-PP) |
|---|---|---|
| Indhakket slagstyrke | Lavere | ~3-5x højere |
| Krybning på lang sigt | Højere deformation | Betydeligt lavere |
| Dimensionel stabilitet | God | Fremragende |
At vælge LGF-PP som STAMAX 30YM240 er en investering i langsigtet ydeevne. Den forbedrede slagstyrke, kryberesistens og stabilitet opvejer ofte de oprindelige materialeomkostninger, især til krævende strukturelle anvendelser, hvor svigt ikke er en mulighed.
Strategier for udskiftning af metal ved hjælp af STAMAX 30YM240
STAMAX 30YM240 er et vigtigt materiale til at erstatte metal i bildele. Denne 30% lange glasfiberpolypropylen giver en smart balance mellem styrke, stivhed og lav massefylde. Det giver ingeniører mulighed for at designe lettere komponenter uden at gå på kompromis med ydeevnen, hvilket er et afgørende mål i moderne bilproduktion.
Fra metal til plastik
Udskiftning af stål eller aluminium med dette materiale giver direkte fordele. Tænk på disse almindelige anvendelser i bilindustrien. Vores kunder ser ofte betydelige forbedringer, når de skifter.
| Komponent | Traditionelt materiale | STAMAX 30YM240 Fordel |
|---|---|---|
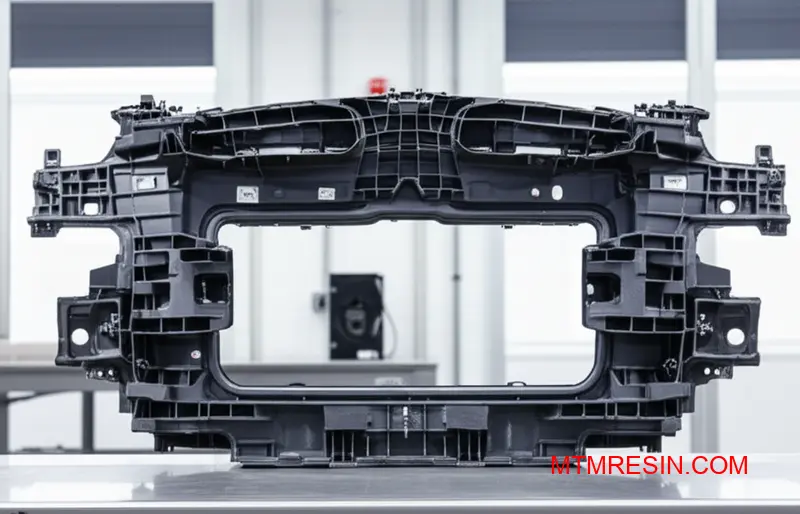
| Front-End Carrier | Stemplet stål | 30-40% Vægtreduktion |
| Dørmodul | Aluminium/stål | Konsolidering af dele |
| Instrumentpanel | Stålramme | Forbedret designfrihed |
Dette strategiske skift hjælper med at reducere køretøjets samlede vægt. Det forenkler også fremstillingsprocessen, hvilket fører til potentielle omkostningsbesparelser og større effektivitet på samlebåndet.

Vigtige anvendelser i biler
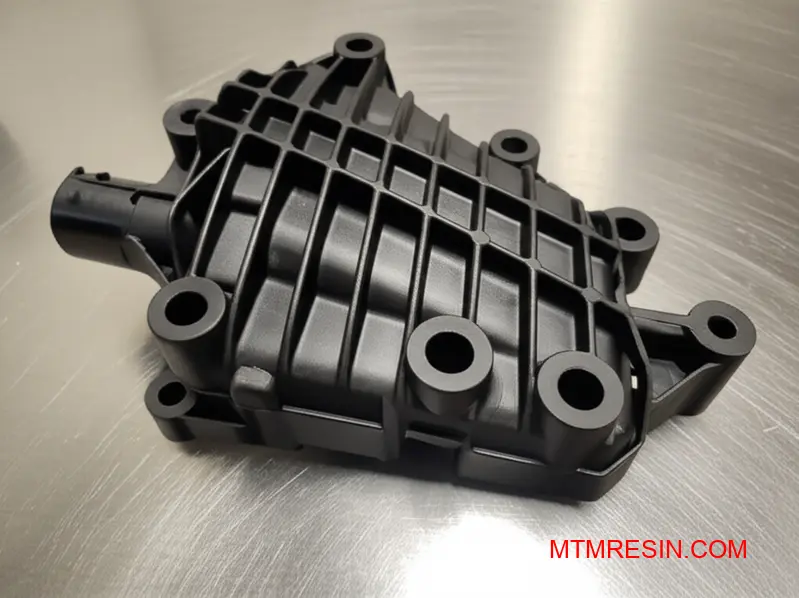
I front-end carriers giver STAMAX 30YM240 mulighed for at integrere flere metalbeslag og støtter i en enkelt støbt del. Denne konsoliderede tilgang til samling af dele reducerer kompleksiteten, antallet af fastgørelseselementer og arbejdstiden. Resultatet er en lettere, men alligevel robust, strukturel komponent.
For dørmoduler er vægtreduktion en primær drivkraft. En lettere dør forbedrer brændstoføkonomien og køreegenskaberne. Vi har set kunder opnå en vægtbesparelse på op til 50% alene på den strukturelle bærer. Det er en betydelig gevinst, når den anvendes på alle døre. Materialets Modstandsdygtighed over for krybning4 er også afgørende her.
Design af instrumentpanel
Instrumentpaneler nyder godt af designfleksibiliteten i STAMAX 30YM240. Ingeniører kan skabe komplekse geometrier, der integrerer HVAC-kanaler og monteringspunkter direkte i hovedstrukturen. Dette er næsten umuligt med stemplet metal, hvilket fører til færre dele og en hurtigere monteringsproces.
| Anvendelse | Vigtige fordele | Typisk resultat |
|---|---|---|
| Front-End Carrier | Integration af dele | Lavere monteringsomkostninger |
| Dørmodul | Vægtreduktion | Bedre brændstofeffektivitet |
| Instrumentpanel | Frihed til at designe | Forenklet produktion |
Hos MTM har vi STAMAX 30YM240 på lager i Kina. Det hjælper vores partnere med hurtigt at få materialer til formforsøg og validere disse komplekse designs uden internationale forsendelsesforsinkelser.
STAMAX 30YM240 er et stærkt værktøj til at erstatte metal i bilmoduler. Det muliggør en betydelig vægtreduktion gennem lavere densitet og omkostningsbesparelser gennem konsolidering af dele. Det gør det til et strategisk valg til effektivt og moderne design af bilmoduler.
Optimering af skruedesign til fastholdelse af lange glasfibre
Når man arbejder med polypropylen med lange glasfibre (LGF) som STAMAX 30YM240, er skruedesignet afgørende. Standardskruer forårsager ofte betydelige fiberbrud under plastificering. Denne skade går direkte ud over de mekaniske egenskaber ved den endelige støbte del og underminerer selve grunden til at vælge et LGF-materiale.
Problemet med standardskruer
Standardskruer har typisk høje kompressionsforhold. Dette design genererer intens forskydning og tryk, hvilket er effektivt til almindelig plast, men ødelæggende for LGF-kompositter. Fibrene slibes ned, når de bevæger sig langs skruen, og mister deres længde og forstærkningsevne, før de overhovedet når frem til formen.
Indvirkning af fiberbrud
Kortere fibre fører til et kraftigt fald i slagstyrke og stivhed. Delen vil ikke fungere som designet. Jeg har set projekter mislykkes, fordi forarbejdningsudstyret ikke var optimeret til materialet. Materialet i sig selv var ikke problemet; det var maskinens opsætning, der var synderen.
| Skruetype | Bevarelse af fiberlængde | Resultat af delens ydeevne |
|---|---|---|
| Standard GP-skrue | Lav | Skør, under specifikation |
| Optimeret LGF-skrue | Høj | Stærk, opfylder kravene |
For at bevare fiberlængden er det vigtigt med en specialiseret blødgøringsenhed. Løsningen ligger i at bruge en skrue med lav kompression. Dette design minimerer forskydningskræfterne, så fibrene kan passere gennem tønden med langt mindre skade. Det sikrer, at materialets integritet opretholdes fra pille til emne.
Fordelen ved skruer med lav kompression
En snegl med et lavt kompressionsforhold (typisk omkring 2:1) giver en mere skånsom transport. Det reducerer trykopbygningen i overgangszonen, hvor de fleste fiberskader opstår. Når kunder afprøver materialer som STAMAX 30YM240 fra vores lager hos MTM, lægger jeg altid vægt på at tjekke skruespecifikationerne.
Valg af kontraventil er afgørende
Tilbageslagsventilen (eller kontraventilen) er en anden potentiel kilde til fiberbrud. En glidende kontraventil er den mest almindelige, men den kan skabe høj forskydning og klemme fibrene. En kontraventil med frit gennemløb eller kuglekontrol er et meget bedre valg. Disse design giver en mindre restriktiv vej for materialet. Forståelse af materialets Reologi5 hjælper med at forudsige dens opførsel under forskellige behandlingsforhold.
| Ventiltype | Risiko for fiberskader | Anbefalet brug |
|---|---|---|
| Glidende kontrolring | Høj | Plast til generelle formål |
| Ventil med frit gennemløb | Lav | LGF og følsomme materialer |
| Kuglekontraventil | Lav | LGF og følsomme materialer |
Optimering af skruedesign er ikke til forhandling for LGF-materialer. Standardskruer nedbryder fiberlængden og reducerer emnets ydeevne. Brug af lavkompressionsskruer og fritflydende kontraventiler bevarer integriteten af materialer som STAMAX 30YM240 og sikrer, at slutproduktet lever op til de mekaniske specifikationer.
Behandlingstemperaturer og indsprøjtningshastigheder for 30YM240
For at opnå optimale resultater med STAMAX 30YM240 kræves der præcis kontrol over behandlingsparametrene. De rigtige indstillinger sikrer et godt materialeflow, samtidig med at de lange glasfibre beskyttes mod skader. Forkerte temperaturer eller hastigheder kan kompromittere den endelige dels mekaniske egenskaber.
Anbefalet temperaturprofil
Vi anbefaler en bestemt temperaturprofil for tønden for at sikre en ensartet smeltning. Start med en lavere temperatur bagtil, og øg den gradvist mod dysen. Det forhindrer for tidlig smeltning og nedbrydning af materialet.
Tønde- og formtemperaturer
En stabil formtemperatur er lige så afgørende. Den har direkte indflydelse på overfladefinish, krympning og cyklustider. Her er de typiske indstillinger, som vi råder vores kunder til at starte med.
| Parameter | Anbefalet rækkevidde |
|---|---|
| Temperatur i bageste zone | 220-240°C (428-464°F) |
| Temperatur i mellemzonen | 230-250°C (446-482°F) |
| Temperatur i forreste zone | 240-260°C (464-500°F) |
| Dysetemperatur | 250-270°C (482-518°F) |
| Formens temperatur | 70-90°C (158-194°F) |
Overvejelser om indsprøjtningshastighed
Indsprøjtningshastigheden for STAMAX 30YM240 skal styres omhyggeligt. En moderat til høj hastighed er ofte nødvendig for at fylde emnet hurtigt. Men for høj hastighed kan beskadige glasfibrene, som er nøglen til dette materiales styrke.

Når man dykker dybere ned, er udfordringen med STAMAX 30YM240-støbeforholdene at afbalancere to modsatrettede faktorer. Du har brug for nok varme og hastighed til, at materialet let kan flyde ind i komplekse formhulrum. Men for meget af begge dele vil nedbryde polymeren eller ødelægge de lange glasfibre.
Risikoen for fiberskader
Høje indsprøjtningshastigheder øger forskydningshastighed6, hvilket kan medføre brud på glasfibrene. Når fibrene forkortes, mister materialet sin tilsigtede strukturelle styrke. Efter at have arbejdet med vores kunder har vi fundet ud af, at en indsprøjtningsprofil i flere trin ofte fungerer bedst. Den starter langsommere og accelererer derefter.
At finde det gode sted
Der findes ikke én "perfekt" indstilling. Det afhænger altid af emnets geometri, vægtykkelse og portdesign. Vi starter altid med producentens datablad, men finjusterer ud fra de faktiske resultater af formforsøgene. Nedenfor er en enkel guide til, hvad man skal holde øje med.
| Indstilling af problem | Potentiel konsekvens | Anbefalet handling |
|---|---|---|
| Temperaturen er for lav | Korte skud, dårligt underlag | Øg tøndetemperaturen en smule |
| Temperaturen er for høj | Nedbrydning af materialer, misfarvning | Lavere temperatur på tønde og dyse |
| Hastigheden er for høj | Fiberbrud, flash | Reducer indsprøjtningshastigheden, brug faser |
| Hastigheden er for lav | Flydemærker, ufuldstændig udfyldning | Øg indsprøjtningshastigheden moderat |
Det er i denne iterative proces, at erfaring er vigtig. Hos MTM leverer vi materialet og yder support til at få de rigtige behandlingsparametre og sikre, at dine prøvekørsler bliver en succes uden unødvendige forsinkelser.
Det er en balancegang at finde de rigtige behandlingsparametre til STAMAX 30YM240. Du skal sikre et godt flow uden at forårsage termisk nedbrydning eller fiberskader. Nøjagtig kontrol over cylindertemperaturer, formtemperatur og indsprøjtningshastighed er afgørende for optimal emnekvalitet.
Materialehåndtering: Tørring og tilførsel af LGF-granulat
Håndtering af lange glasfibergranulater (LGF) som STAMAX 30YM240 giver unikke udfordringer sammenlignet med almindelige pellets. Det første spørgsmål, jeg ofte får, handler om tørring. Polypropylen (PP) i sig selv absorberer ikke meget vand, men det er ikke hele historien.
Den virkelige årsag til tørring
Det største problem er overfladekondensation. Hvis du bringer kolde pellets ind i et varmt, fugtigt støbemiljø, vil der dannes fugt på overfladen. Det kan give aftegninger på den færdige del. Korrekt materialehåndtering af PP med lange fibre kræver dette ekstra trin.
Anbefalinger for tørring
| Materiale | Tørring påkrævet? | Årsag |
|---|---|---|
| Standard PP-pellets | Generelt nej | Lav fugtabsorption |
| LGF PP-pellets (f.eks. STAMAX) | Ja, ofte | For at fjerne overfladekondens |
En kort fortørringscyklus er en god praksis for at sikre en ensartet støbeproces af høj kvalitet, især under fugtige forhold.

Ud over tørring skaber LGF-pellets' fysiske form en anden stor forhindring: at føre dem ind i maskinen. Den lange, stavlignende form på disse granulater kan let få dem til at gribe ind i hinanden og danne en bue inde i tragten, et problem, der er kendt som brodannelse.
Forebyggelse af tragtoverbygning
Beholderbroer stopper materialestrømmen, udsulter skruen og forårsager uensartede skud. Dette er et almindeligt problem med STAMAX pillefodring. Mens polypropylenbasen er hydrofobisk7, er pillernes fysiske form det primære problem i forbindelse med materialehåndtering.
Løsninger til problemfri fodring
Nøglen er at holde materialet i bevægelse. Standardtragte med lave keglevinkler gør ofte problemet værre. I stedet kan specialudstyr løse det. Baseret på vores test med kunder er visse justeringer meget effektive.
| Metode | Beskrivelse | Effektivitet |
|---|---|---|
| Stejl tragtvinkel | Brug beholdere med en keglevinkel på mere end 60°. | Høj |
| Mekaniske omrørere | En langsomt bevægende pagaj eller arm omrører forsigtigt pillerne | Meget høj |
| Vibrerende foderautomater | Blid vibration hjælper pellets med at sætte sig og flyde | Moderat til høj |
Hos MTM råder vi ofte kunder, der bruger materialer som STAMAX 30YM240, til at gennemgå deres fodringsopsætning. Det rigtige udstyr forhindrer kostbar nedetid og sikrer en stabil proces.
Korrekt håndtering af LGF-pellets kræver tørring for at forhindre overfladekondensation og brug af stejlt vinklede beholdere eller mekaniske hjælpemidler for at undgå brodannelse. Disse trin er afgørende for en stabil støbeproces og dele af høj kvalitet med materialer som STAMAX 30YM240.
Styring af anisotropi og fiberorientering i støbte dele
At forstå fiberretningen er afgørende for emnets ydeevne. Når man bruger fiberforstærkede materialer, er det fibrenes retning, der bestemmer emnets styrke. Mekaniske egenskaber er ikke ensartede i alle retninger, hvilket skaber det, vi kalder anisotropiske egenskaber. Det er en vigtig faktor at have styr på.
Styrke langs vs. på tværs af fibre
Et emnes styrke er højest i fiberretningen (langsgående) og svagest vinkelret på den (tværgående). Denne forskel kan være betydelig. Hvis man ignorerer den, fører det ofte til uventede delefejl i marken, et problem, jeg har set mange gange.
Sammenligning af ejendomme
| Ejendom | Langsgående (langs fibre) | Tværgående (på tværs af fibre) |
|---|---|---|
| Trækstyrke | Høj | Lav |
| Stivhed | Høj | Lav |
| Krympning | Lav | Høj |
At kontrollere denne orientering bliver den vigtigste opgave for at opnå designspecifikationer.
For at opnå en effektiv styring af fiberretningen skal vi gå fra gætværk til forudsigelse. Det er her, moderne tekniske værktøjer bliver afgørende. Det er ikke nok at stole på erfaring alene, især ikke med komplekse geometrier og højtydende materialer som STAMAX 30YM240.
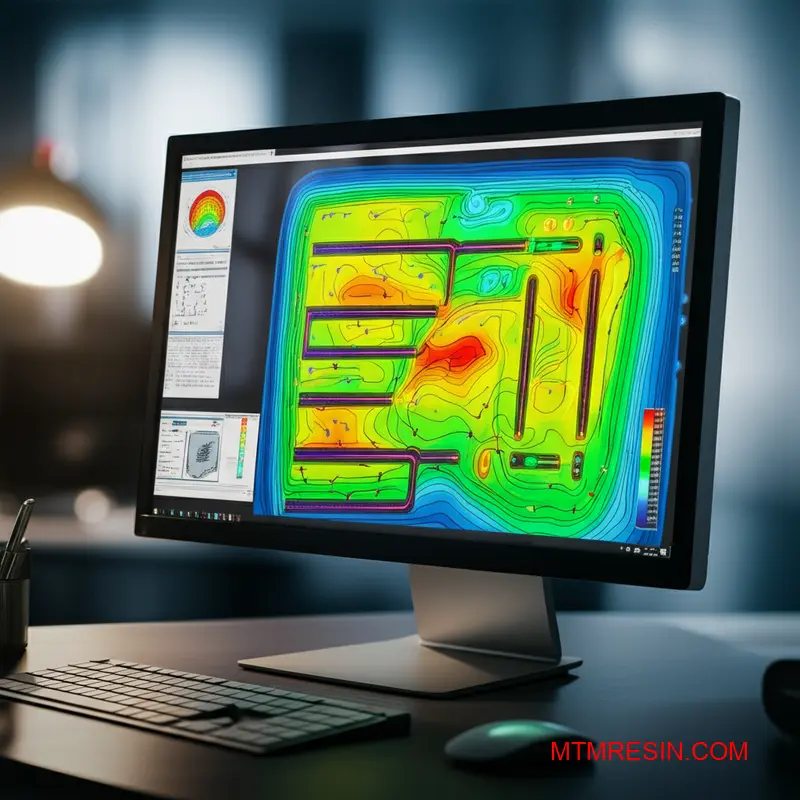
Brug af Mold Flow-analyse
Mold flow-analyse er vores primære værktøj til at forudsige, hvordan plasten vil fylde formen. Simuleringen viser smeltefrontens udvikling, som har direkte indflydelse på, hvordan fibrene placeres. Vi kan visualisere den endelige fiberretning, før vi skærer stål, hvilket sparer betydelig tid og omkostninger.
Forudsigelse af skævvridning
Forvridning er ofte det direkte resultat af ukontrollerede anisotropiske egenskaber. Den primære årsag er Differentiel krympning8, hvor emnet krymper mere i den tværgående retning end i den langsgående retning. Denne ujævne krympning skaber indre spændinger, som forvrænger emnet, når det afkøles.
| Input til analyse | Forudsagt output |
|---|---|
| Gate-placering | Kort over fiberorientering |
| Procesparametre | Svindprocenter |
| Materialedata | Forudsigelse af vridning |
Hos MTM leverer vi de nøjagtige materialer, såsom STAMAX 30YM240, som kunderne bruger til disse simuleringer. Det sikrer, at analysen er baseret på nøjagtige data, hvilket gør kædeforudsigelsen pålidelig og formforsøget vellykket fra første færd.
At beherske fiberorienteringen er nøglen til at frigøre det fulde potentiale i forstærkede polymerer. Brug af formflowanalyse hjælper med at forudsige og kontrollere disse anisotropiske egenskaber, forhindre problemer som vridning og sikre, at den endelige del opfylder styrkekravene til materialer som STAMAX 30YM240.
Håndtering af svind og forvridning i store konstruktionskomponenter
Når man arbejder med dimensionskritiske emner, især store emner, er materialevalget altafgørende. Krympningshastigheden for STAMAX 30YM240, en 30% lang glasfiberpolypropylen, kræver præcis kontrol. Dets opførsel er forudsigelig, men kræver opmærksomhed på detaljer under støbeprocessen for at undgå dyre fejl senere.
Forståelse af materialers opførsel
STAMAX 30YM240 udviser forskellige krympningshastigheder afhængigt af materialets strømningsretning. Det er en kritisk faktor, når man skal kontrollere krumningen. At forstå disse værdier fra starten giver mulighed for bedre formdesign og opsætning af procesparametre. Denne viden er grundlæggende for at opnå dimensionsstabilitet.
Indledende parameterindstillinger
For et materiale som STAMAX 30YM240 er det vigtigt at etablere en baseline. Vi starter ofte med materialeleverandørens anbefalinger og justerer derfra. Følgende tabel viser typiske krympningsværdier, som vores kunder arbejder med.
| Retning | Typisk krympningshastighed |
|---|---|
| Flow-retning | 0,2% - 0,4% |
| Tværstrømsretning | 0,6% - 0,9% |
Disse indledende indstillinger giver et solidt udgangspunkt for optimering af køletiden.

Styring af krumning i store komponenter fremstillet af STAMAX 30YM240 går ud over de indledende indstillinger. Det indebærer en systematisk fejlfindingsproces. At have det nøjagtige materiale til rådighed lokalt gennem MTM giver vores kunder mulighed for at udføre disse iterative tests effektivt uden at vente på oversøiske forsendelser.
Justering af pakningstryk
Pakningstrykket kompenserer direkte for materialekrympning, når emnet afkøles. For STAMAX 30YM240 kan utilstrækkelig pakning føre til sænkninger og hulrum. Omvendt kan et for højt tryk forårsage flash eller stress, som også bidrager til skævvridning. Det er afgørende at finde den rette balance.
Optimering af køletid
Køletiden skal være tilstrækkelig til, at emnet størkner og bliver stabilt, før det skubbes ud. Med store emner er dette endnu mere kritisk. Det er fristende at forkorte cyklussen, men for tidlig udstødning vil fastlåse spændinger og forårsage dimensionelle problemer. Målet er at finde den korteste tid, der stadig garanterer emnets stabilitet. Dette er direkte relateret til Volumetrisk svind9.
| Justering af parametre | Effekt på dimensioner | Risiko |
|---|---|---|
| Øg pakningstrykket | Reducerer svind | Mulighed for lynnedslag, høj stress |
| Reducer pakningstrykket | Øger svind | Sænkninger, hulrum, underdimensionering |
| Forøg køletiden | Forbedrer stabiliteten | Længere cyklustid |
| Reducer køletiden | Forværrer skævvridning | Deformation efter støbning |
Denne iterative proces med justering af tryk og tid er grundlæggende for at opnå snævre tolerancer.
Opnåelse af snævre tolerancer med STAMAX 30YM240 afhænger af balancen mellem pakketryk og køletid. Denne præcise kontrol er nøglen til at styre den specifikke krympningshastighed og sikre den endelige dimensionsstabilitet. Effektiv fejlfinding kræver en datadrevet tilgang til disse kritiske parametre.
Håndtering af udfordringer med overfladefinish med glasfyldt PP
"Flydende fibre"-effekten er en velkendt æstetisk udfordring med lange glasfibermaterialer. Den opstår, når glasfibre dukker op på emnets overflade og skaber et hvirvlet eller mat udseende i stedet for en glat, ensartet finish. Det er især problematisk for komponenter, hvor udseendet er afgørende.
Kilden til problemet
Dette fænomen er iboende i glasfyldt polypropylens natur. Under indsprøjtningen flyder den mindre viskøse polymersmelte hurtigere end fibrene, især nær formvæggen. Dette kan efterlade fibrene blottede, når emnet afkøles, hvilket påvirker glasfiberoverfladens endelige udseende.
Indledende trin til fejlfinding
Før man udforsker avancerede metoder, kan nogle grundlæggende procesjusteringer give forbedringer. Men disse alene er ofte utilstrækkelige til at opnå en førsteklasses overflade i klasse A. Her er nogle af de udgangspunkter, vi ofte diskuterer med vores kunder.
| Overfladeproblem | Fælles sag | Første løsning |
|---|---|---|
| Flydende fibre | Lav smeltetemperatur | Øg smeltetemperaturen |
| Hvirvelmærker | Inkonsekvent fyldningshastighed | Optimer indsprøjtningshastighedsprofilen |
| Kedelig finish | Lav formtemperatur | Øg temperaturen på formens overflade |

Opnåelse af en klasse A-overflade
Når en fejlfri, højglans finish ikke er til forhandling, må vi bevæge os ud over standardprocesjusteringer. At opnå en klasse A-overflade med materialer som STAMAX 30YM240 kræver mere sofistikerede støbeteknikker, der direkte tager fat på den grundlæggende årsag til flydende fibre.
Høje formtemperaturer
En effektiv strategi er at øge formens overfladetemperatur betydeligt. En varmere form gør det muligt at danne et harpiksrigt lag på overfladen og effektivt begrave glasfibrene under en glat polymerhud. Det forbedrer overfladefinishen, men kan også forlænge cyklustiderne.
Dynamisk opvarmning af skimmelsvampe
Til de mest krævende anvendelser er dynamisk opvarmning og afkøling af støbeformen den bedste løsning. Denne proces indebærer hurtig opvarmning af formhulrummets overflade lige før indsprøjtning og derefter hurtig afkøling for at få emnet til at størkne. Det sikrer en optimal replikering af overfladen og skjuler fibrene fuldstændigt. Dette hjælper med at forhindre overfladefejl som Marring10 under håndtering og brug.
| Teknik | Princip | Bedst til |
|---|---|---|
| Høj formtemperatur | Skaber et harpiksrigt overfladelag | Forbedrer glansen og skjuler mindre fibre |
| Dynamisk opvarmning af skimmelsvampe | Hurtig opvarmnings-/afkølingscyklus | Opnåelse af klasse A-finish |
| Gasassisteret støbning | Udhuler sektioner, skubber harpiks op til overfladen | Store dele med kompleks geometri |
Flydende fibre er et almindeligt problem med glasfyldt PP. Selv om grundlæggende procesjusteringer kan hjælpe, kræver det ofte avancerede teknikker som høje eller dynamiske formtemperaturer at opnå en klasse A-overflade på materialer som STAMAX 30YM240 for at skabe en glat, harpiksrig hud.
Begrænsning af værktøjsslid ved støbning af 30% glasfiber
Støbematerialer med 30%-glasfiber, som STAMAX 30YM240, giver en betydelig udfordring: slibende slid på formen. Glasfibrene virker som fint sandpapir og sliber gradvist kritiske værktøjsoverflader, især i områder med højt slid som porte og skarpe hjørner. Det fremskynder nedbrydningen af værktøjet.
Kerneforsvar: Valg af formstål
At vælge det rigtige formstål er dit første og vigtigste forsvar. Standard P20-stål er simpelthen ikke holdbart nok til højvolumenproduktion med sådanne materialer. Hærdet værktøjsstål er afgørende for at forlænge værktøjets levetid og opretholde emnets kvalitet over tid.
Sammenligning af stål til slibende applikationer
| Ståltype | Hårdhed (HRC) | Modstandsdygtighed over for slid | Robusthed | Anbefaling |
|---|---|---|---|---|
| P20 (forhærdet) | ~30-34 | Lav | Høj | Ikke til høj volumen |
| H13 (hærdet) | ~48-52 | God | God | Godt udgangspunkt |
| S7 (hærdet) | ~54-56 | Meget god | Fremragende | Til områder med stor påvirkning |
| CPM-serien | ~58-62 | Fremragende | God | Bedst til kritiske indsatser |
Selv om det er vigtigt at vælge et stål med høj hårdhed, er det ikke den komplette løsning. Samspillet mellem den smeltede polymer og ståloverfladen er en kompleks proces. At forstå principperne for Tribologi11 hjælper os med at se, at friktion og slid er indbyrdes forbundne kræfter, der forårsager nedbrydning af formen.
Avanceret beskyttelse: Belægninger og vedligeholdelse
For at opnå maksimal levetid, især i krævende anvendelser, må vi se ud over basisstålet. Beskyttende belægninger skaber en barriere, der markant reducerer den direkte slibende påvirkning fra glasfibrene i STAMAX 30YM240.
Overfladebelægningens rolle
Belægninger af diamantlignende kulstof (DLC) eller titannitrid (TiN) skaber en ekstremt hård overflade med lav friktion på formen. Dette lag, der ofte kun er nogle få mikrometer tykt, reducerer slibehastigheden dramatisk, beskytter det underliggende stål og bevarer de fine detaljer i emnet.
Proaktiv vedligeholdelse er nøglen
Selv med det bedste stål og de bedste belægninger er en proaktiv vedligeholdelsesplan uomgængelig for at forlænge værktøjets levetid. Regelmæssig inspektion og rengøring af zoner med højt slid, som f.eks. portområdet, er afgørende. Det gør det muligt at opdage slid tidligt, før det påvirker emnets dimensioner eller overfladefinish.
Effektiv håndtering af værktøjsslitage fra glasfyldte materialer kræver en mangefacetteret tilgang. En kombination af hærdet stål, avancerede overfladebelægninger som DLC og en streng vedligeholdelsesplan er den mest pålidelige strategi for at sikre langsigtet produktionsstabilitet og beskytte din investering.
Få dit STAMAX 30YM240 støbeprøvemateriale hurtigt med MTM
Er du klar til at støbe med STAMAX 30YM240? Slip for ventetid, logistikforsinkelser og materialeusikkerhed - send os din forespørgsel nu på original eller tilsvarende STAMAX 30YM240 leveret direkte i Kina. Fremskynd din prøveproces med støbeforme, og hold dit projekt inden for tidsplanen med MTM's løsninger på lager!

-
Lær, hvordan denne egenskab påvirker emnets styrke og ydeevne afhængigt af flowretningen. ↩
-
Denne værdi hjælper med at forudsige materialets stivhed, hvilket er afgørende for design af stive strukturelle komponenter. ↩
-
Forstå, hvordan denne egenskab påvirker materialets deformation under belastning, hvilket er afgørende for at kunne designe holdbare dele. ↩
-
Forståelse af kryberesistens hjælper med at forudsige en komponents langsigtede dimensionsstabilitet under kontinuerlig belastning. ↩
-
At forstå dette koncept hjælper med at forudsige materialeflowet og optimere din sprøjtestøbningsproces. ↩
-
At forstå dette hjælper med at optimere smelteflowet og forhindre materialefejl. ↩
-
Forståelsen af denne egenskab hjælper med at forklare, hvorfor tørring fokuserer på overfladefugt og ikke på intern absorption. ↩
-
At forstå dette koncept hjælper med at diagnosticere og løse problemer med skævvridning af emner i fiberforstærket plast. ↩
-
Forståelsen af dette hjælper med at optimere pakkeprofiler for ensartet tæthed og dimensionel kontrol. ↩
-
Forståelse af marmorering hjælper med at designe holdbare overflader og vælge passende beskyttelsesforanstaltninger til applikationer med høj slitage. ↩
-
Forståelse af dette felt hjælper med at forudsige og forebygge materialeslid, hvilket er afgørende for den langsigtede formydelse og omkostningsbesparelser. ↩