Sprøjtestøbning med Makrolon polycarbonat virker ofte ligetil, indtil du støder på kvalitetsforvirring, forarbejdningsfejl eller forsinkelser i materialeindkøb. Ingeniører kæmper ofte med at vælge den rigtige kvalitet fra Covestros omfattende portefølje, kun for at møde sølvstriber, bobler eller autentificeringsproblemer i kritiske prøvefaser.
Sprøjtestøbning af Makrolon kræver omhyggelig udvælgelse af kvaliteter, præcise forarbejdningsparametre og pålidelig materialeindkøb for at opnå ensartede resultater. Succes afhænger af forståelsen af nomenklatursystemet, optimering af temperaturprofiler og sikring af materialets ægthed gennem hele prøveprocessen.
Denne omfattende guide fører dig gennem hele Makrolon-sprøjtestøbningsprocessen, fra afkodning af kvalitetsnomenklaturer til fejlfinding af almindelige defekter. Jeg deler praktiske indsigter fra mit arbejde med ingeniørteams, som med succes har klaret disse udfordringer under deres støbningsforsøg i Kina.
Makrolon-porteføljen kan virke kompleks, men dens navngivningssystem er ret logisk, når man først har forstået det grundlæggende. At forstå det er nøglen til at vælge den korrekte polykarbonatkvalitet til dine formforsøg og forhindre dyre fejl. Hos MTM hjælper vi ofte kunder med at afkode disse navne.
Det centrale nummereringssystem
Den primære identifikator er et firecifret nummer. Det første ciffer angiver ofte en generel familie eller anvendelsestype. For eksempel er 2000-serien en standardfamilie til generelle formål, mens andre serier kan betyde specialiserede egenskaber som flammehæmning eller UV-stabilitet.
Viskositetsindikatorer forklaret
De sidste to cifre i mange almindelige kvaliteter korrelerer direkte med viskositet, målt ved smeltevolumen-flowhastighed (MVR). Et lavere tal betyder højere viskositet (langsommere flow), og et højere tal betyder lavere viskositet (hurtigere flow). Dette er afgørende for forarbejdningen.
| Karakter | MVR (300°C/1,2 kg) | Fælles ansøgning |
|---|---|---|
| Makrolon 2405 | 19 cm³/10 min | Letflydende, tynde vægge |
| Makrolon 2805 | 10 cm³/10 min | Mellemviskositet, generelt |
| Makrolon 3105 | 6,0 cm³/10 min | Høj viskositet, ekstrudering |

At vælge mellem høj- og lavviskose kvaliteter som Makrolon 2407 versus 2805 er en almindelig udfordring for ingeniørteams. Beslutningen har direkte indflydelse på både støbeprocessen og det endelige emnes ydeevne. Det handler ikke kun om, hvorvidt materialet kan fylde formen.
Viskositetens indvirkning på støbning
En kvalitet med lavere viskositet (højere MVR) flyder lettere, hvilket gør den velegnet til dele med komplekse geometrier eller tynde vægge. Det kan dog nogle gange føre til reduceret mekanisk styrke. Højviskose kvaliteter giver bedre slagfasthed og holdbarhed, men kræver højere indsprøjtningstryk og temperaturer.
Vælg den rigtige karakter
Polycarbonatsmelteflowet skal passe til dit værktøjsdesign og kravene til emnet. Min erfaring er, at hvis man bruger en kvalitet med den forkerte MVR, kan det give problemer som flash, hvis viskositeten er for lav, eller korte skud, hvis den er for høj. Det er derfor, det er så vigtigt at have adgang til flere kvaliteter til forsøg. A Termoplast1 Materialets opførsel er forudsigelig, hvis man kender dets kerneegenskaber.
| Viskositetsniveau | Typisk MVR-område | Overvejelser om behandling | Del ydeevne |
|---|---|---|---|
| Lav | >15 cm³/10 min | Lavere tryk, hurtigere cyklusser | God til indviklede detaljer |
| Medium | 8-15 cm³/10 min | Afbalanceret behandlingsvindue | Alsidig, generel brug |
| Høj | <8 cm³/10 min | Højere tryk og temperatur | Overlegen sejhed og styrke |
At forstå Makrolons nomenklatur er afgørende for et effektivt materialevalg. Ved at være opmærksom på serie- og viskositetsindikatorerne kan du sikre, at din valgte kvalitet passer perfekt til din applikations forarbejdningskrav og endelige krav til ydeevne, hvilket sparer tid under kritiske formforsøg.
Generelle formål vs. specialkvaliteter: Matchende harpiks til anvendelse
At vælge den rigtige resin er mere end bare at vælge en materialetype. Det handler om at matche specifikke egenskaber til din anvendelse. Et polykarbonat til generelle formål som Makrolon 2805 er en arbejdshest, der er fantastisk til mange indendørs anvendelser. Men hvad nu, hvis din del skal være udendørs eller har en kompleks geometri?
PC til generelle formål
Generelle kvaliteter tilbyder en basislinje med fremragende slagstyrke og klarhed. De er omkostningseffektive og bredt tilgængelige, hvilket gør dem ideelle til indledende formforsøg, hvor form og pasform er de primære bekymringer. De giver en pålidelig standard for de fleste indvendige komponenter.
Behovet for specialklasser
Specialkvaliteter er konstrueret med tilsætningsstoffer for at forbedre ydeevnen. For eksempel er UV-stabiliseret polykarbonat vigtigt for udendørs produkter for at forhindre gulfarvning og nedbrydning. Formfrigørelseskvaliteter hjælper emnerne med at komme glat ud af komplicerede forme, hvilket reducerer cyklustider og kosmetiske defekter.
| Karaktertype | Nøglefunktion | Almindelig brugssag |
|---|---|---|
| Generelt formål | Standard ydeevne | Indendørs huse, lysrør |
| UV-stabiliseret | Modstandsdygtighed over for sollys | Udendørs belysning, indkapslinger |
| Frigørelse af form | Nemmere udstødning | Komplekse, tyndvæggede dele |

Beslutningen mellem en standard- og en specialharpiks afhænger ofte af to nøglefaktorer: miljøeksponering og fremstillingskompleksitet. Hvis man ikke tager højde for dem, kan det føre til fejl i delene eller forsinkelser i produktionen. Det er et kritisk trin i enhver guide til valg af pc-harpiks.
Hvorfor UV-stabilisering er vigtig
En standard pc-del, der udsættes for sollys, nedbrydes. Materialet bliver skørt og misfarvet på grund af en proces, der kaldes Foto-oxidation2. UV-stabiliseret polykarbonat indeholder tilsætningsstoffer, der absorberer UV-stråling, beskytter polymerstrukturen og sikrer langvarig holdbarhed til udendørs brug.
Skimmelslipmidlernes rolle
Til emner med dybe ribber eller strukturerede overflader er en slipmiddelkvalitet uvurderlig. Disse indvendige smøremidler reducerer friktionen mellem plasten og stålformen. Det giver mulighed for hurtigere og renere udstødning af emnerne, minimerer stressmærker og forbedrer den samlede produktionseffektivitet - en vigtig fordel, som vi ser i kundeforsøg.
Hos MTM har vi både generelle og specielle Makrolon-kvaliteter på lager. Det sikrer, at dine formforsøg i Kina bruger det præcise materiale, der er specificeret til slutproduktet, og forhindrer valideringsproblemer på længere sigt.
| Scenarie | Anbefalet karakter | Årsag |
|---|---|---|
| Linse til forlygter til biler | UV-stabiliseret pc | Skal kunne tåle konstant soleksponering |
| Medicinsk udstyr med små trykknapper | Formudløser PC | Sikrer ren frigivelse af fine funktioner |
| Internt elektronisk hus | Makrolon til generelle formål | Ingen særlige krav til miljø eller støbning |
Det er afgørende at vælge den rigtige resinkvalitet fra starten. Harpiks til generelle formål som Makrolon 2805 er fremragende til mange anvendelser, men specialkvaliteter med UV-stabilisering eller formfrigørelsesmidler er afgørende for specifik ydeevne og produktionsbehov, hvilket sikrer produktets levetid og effektivitet.
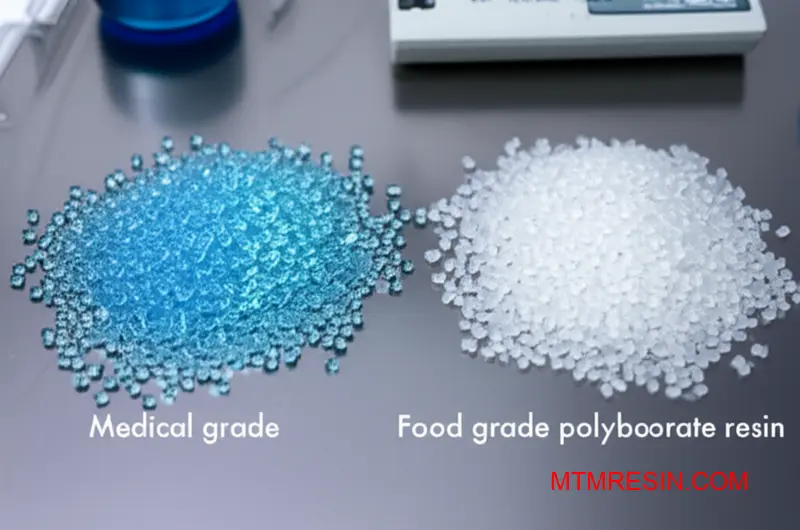
Overensstemmelse med medicinsk og fødevarekontakt: Valg af Makrolon Rx- og fødevarekvaliteter
At vælge den rigtige Makrolon-kvalitet er afgørende for regulerede produkter. Denne beslutning rækker ud over simple mekaniske egenskaber; den har direkte indflydelse på patientsikkerhed og forbrugerbeskyttelse. Valget mellem medicinske og fødevaregodkendte materialer kan ikke udskiftes og kræver nøje overvejelser.
Vigtige forskelle på betegnelser
Den primære forskel ligger i deres tilsigtede brug og de regler, de opfylder. Makrolon Rx-kvaliteter er til medicinsk udstyr, mens fødevarekvaliteter er til applikationer som køkkenudstyr. Hvis man forveksler dem, kan det medføre store tilbageslag i projektet og manglende overholdelse af reglerne under audits.
| Karaktertype | Primær anvendelse | Vigtigt lovgivningsmæssigt fokus |
|---|---|---|
| Makrolon Rx | Medicinsk udstyr | Biokompatibilitet (ISO 10993) |
| Makrolon Fødevarer | Produkter i kontakt med fødevarer | Migrationstest (FDA, EU 10/2011) |
Indvirkning på projektets tidsfrister
Valg af det forkerte materiale fører ofte til mislykkede valideringstests og dyre redesigns. Hos MTM har vi begge typer Makrolon-resin på lager i Kina, så vi kan sikre, at dine formforsøg fortsætter med det korrekte, kompatible materiale fra dag ét.
Navigering i regler for medicinsk udstyr
For medicinsk udstyr er den gældende standard ISO 10993. Denne protokol evaluerer Biokompatibilitet3 af materialer for at sikre, at de ikke forårsager uønskede biologiske reaktioner, når de kommer i kontakt med kroppen. Det er et grundlæggende krav til patientsikkerheden.
Makrolon Rx-serien, et førende biokompatibelt polykarbonat, er specielt designet og testet i forhold til disse strenge standarder. Brug af et præcertificeret Makrolon-materiale af medicinsk kvalitet giver producenterne et betydeligt forspring, strømliner valideringsprocessen for udstyr og reducerer risici.
Grundlæggende om overholdelse af fødevarekontakt
For anvendelser med fødevarekontakt er regler som FDA CFR 21 i USA og EU 10/2011 i Europa den primære bekymring. Disse standarder fokuserer på at begrænse migrationen af stoffer fra plasten til fødevarer og beskytter dermed forbrugerne.
| Regulering | Primært fokus | Testens omfang | Eksempel på materialeanvendelse |
|---|---|---|---|
| ISO 10993 | Biologisk reaktion | Cytotoksicitet, sensibilisering | Kirurgiske værktøjer, lægemiddelafgivelse |
| FDA / EU | Kemisk migration | Ekstraherbare stoffer, udvaskbare stoffer | Madbeholdere, redskaber |
At vælge en PC-resin, der overholder FDA-kravene, er afgørende for ethvert produkt, der skal komme i berøring med fødevarer. Selv om nogle materialer kan opfylde kravene i begge sektorer, er den sikreste og mest effektive tilgang til disse anvendelser at bruge Makrolon i fødevarekvalitet.
Valget mellem Makrolon Rx og fødevarekvaliteter afhænger helt af det lovgivningsmæssige miljø for slutbrugeren. Medicinske anvendelser kræver biokompatibilitet i henhold til ISO 10993, mens fødevarekontakt kræver migrationstest for at overholde FDA. At træffe det rigtige valg på forhånd er afgørende for projektets succes.
Flammehæmmende løsninger: Dybt dyk ned i Makrolon FR-serien
Når man vælger materialer til elektronik eller bildele, er sikkerhed ikke til forhandling. Flammehæmmende (FR) egenskaber er kritiske. Makrolon FR-serien fra Covestro tilbyder pålidelige løsninger, der er specielt designet til at opfylde strenge industristandarder for flammehæmmende PC. Disse materialer sikrer sikkerhed uden at gå på kompromis med ydeevnen.
Vigtige anvendelsesområder for Makrolon FR-kvaliteter
Det første skridt er at forstå, hvilken kvalitet der passer til dit projekt. Forskellige anvendelser kræver specifikke flammehæmmende niveauer og fysiske egenskaber. Vi hjælper ofte kunder med at navigere i disse valg til deres formforsøg i Kina og sikrer, at de får det rigtige materiale fra starten.
| Eksempel på karakter | Primær funktion | Fælles ansøgning |
|---|---|---|
| Makrolon FR7087 | UL94 V-0 @ 1,5 mm | Elektroniske huse |
| Makrolon FR7067 | UL94 5VA @ 3,0 mm | Strømforsyningsenheder |
| Makrolon FR6005 | Højt flow, V-0 | Tyndvæggede dele |
Denne serie giver et robust grundlag for sikkert og holdbart produktdesign.
Forståelse af brandfarlighedsklassifikationer
For elektroniske husmaterialer er UL94-standarden det universelle benchmark. En UL94 V-0-klassificering betyder, at materialet selvslukker inden for 10 sekunder efter to flammepåvirkninger. Det er vigtigt for at forhindre brande i forbrugerelektronik og andre enheder, hvor sikkerhed er altafgørende.
Afvejningen: FR-tilsætningsstoffer vs. materialeflow
At opnå en UL94 V-0-klassificering i polykarbonat kræver specifikke tilsætningsstoffer. Men disse tilsætningsstoffer øger ofte materialets viskositet. Det gør, at den smeltede plast flyder mindre let under sprøjtestøbning. Denne afvejning er en vigtig overvejelse for dele med komplekse geometrier eller tynde vægge.
Et øget niveau af FR-additiver kan påvirke vigtige forarbejdningsparametre. Valget af Makrolon-kvalitet skal afbalancere den krævede sikkerhedsklasse med komponentens fremstillingsmuligheder. Nogle flammehæmmere bruger en Intumescent4 mekanisme til at skabe et beskyttende trækulslag.
Indvirkning på forarbejdning
Her er et forenklet billede af forholdet mellem FR-niveau og Melt Flow Index (MFI), baseret på vores testdata. Et lavere MFI indikerer et dårligere flow.
| FR-tilsætningsniveau | Typisk UL94-klassificering | Relativ MFI |
|---|---|---|
| Lav | V-2 | Høj |
| Medium | V-0 @ 3,0 mm | Medium |
| Høj | V-0 @ 1,5 mm | Lav |
Hos MTM har vi forskellige Makrolon FR-kvaliteter på lager, så kunderne hurtigt kan teste, hvilket materiale der giver den bedste balance til deres specifikke form og anvendelse lige her i Kina.
Makrolon FR-serien leverer vigtige UL94 V-0-klassificerede materialer til sikkerhedskritiske anvendelser. Ingeniører skal omhyggeligt afveje disse flammehæmmende egenskaber mod forarbejdningskrav, især materialeflow, for at sikre en vellykket fremstilling af komplekse elektroniske komponenter og bilkomponenter.
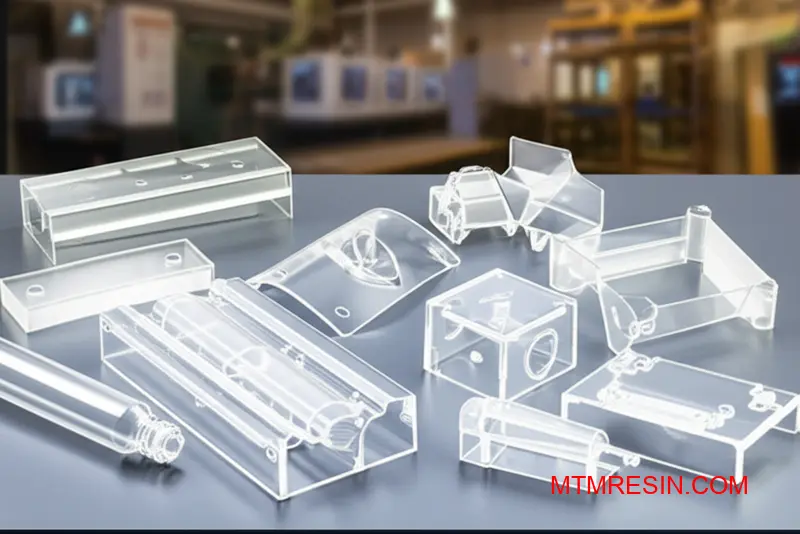
Optisk kvalitet og lystransmission: Overvejelser om gennemsigtige dele
Klarhedens afgørende rolle
I applikationer som bilbelysning og forbrugerelektronik er optisk kvalitet ikke til forhandling. Materialets evne til at transmittere lys uden forvrængning har direkte indflydelse på ydeevne og sikkerhed. At vælge den rigtige harpiks er det første og mest afgørende skridt i designprocessen for enhver gennemsigtig del.
Vigtige præstationsmålinger
Vi fokuserer på to hovedfaktorer: lystransmissionsprocent og sløringsgrad. En højere transmissionsgrad sikrer maksimal lysstyrke, mens lav uklarhed garanterer klarhed. Materialer som Makrolon af optisk kvalitet er udviklet specifikt til at udmærke sig på disse områder, hvilket gør dem ideelle til krævende anvendelser.
Sammenligning af materialer
Her er en hurtig oversigt over almindelige transparente materialer, som vi ofte diskuterer med kunder i forbindelse med skimmelforsøg.
| Materiale | Lystransmission (%) | Haze (%) |
|---|---|---|
| PC (generelt formål) | 85-89 | >1.0 |
| PC (optisk kvalitet) | 89-92 | <1.0 |
| PMMA | 92-93 | <1.0 |
| COC/COP | 91-92 | <0.5 |
Som du kan se, gør materialets kvalitet, f.eks. specifikt polykarbonat af optisk kvalitet, en betydelig forskel.

Avancerede materialeovervejelser for linser
Når vi arbejder med producenter af linser til belysning og biler, går samtalen ud over den grundlæggende klarhed. Vi skal forholde os til den langsigtede ydeevne under barske forhold. For disse kunder handler materialevalg om at afbalancere den indledende optiske kvalitet med holdbarheden i produktets levetid.
Opfylder standarder for biler
Linser til biler kræver materialer, der modstår gulfarvning fra UV-eksponering og kan modstå temperatursvingninger. Polykarbonat med høj transmission, især kvaliteter som Makrolon LED2245, er et populært valg. Det giver fremragende termisk stabilitet og UV-beskyttelse, hvilket sikrer, at glasset forbliver klart og funktionelt i årevis.
Udfordringen med LED-belysning
Moderne LED-belysningssystemer er meget effektive, men kan generere lokal varme. Materialet skal ikke kun transmittere lys effektivt, men også håndtere termisk stress uden at blive nedbrudt. Vi hjælper ofte kunder hos MTM med at finde specifikke harpikser, der er designet til at minimere Dobbeltbrydning5 og andre optiske defekter under støbningen. Når man vælger den rigtige resin til bilglas fra starten, undgår man dyre justeringer af støbeformen og forsinkelser i forsøget, hvilket sikrer, at projekterne holder tidsplanen. Det er her, det er en stor fordel for vores kunders stramme udviklingsplaner at have materialer på lager i Kina.
At vælge det rigtige transparente materiale indebærer en afvejning af optisk ydeevne, holdbarhed og bearbejdelighed. Optiske harpikser som specifikke Makrolon-kvaliteter er udviklet til krævende anvendelser og sikrer høj lystransmission og lav tåge, hvilket er afgørende for succes med produkter til bilindustrien og LED-belysning.
Optimering af sprøjtestøbeparametre: Kontrol af temperatur og tryk
Den rigtige temperatur og det rigtige tryk er afgørende ved sprøjtestøbning. For et materiale som Makrolon polykarbonat forhindrer præcis kontrol fejl. Hvis tøndetemperaturen er for lav, flyder materialet ikke ordentligt. Hvis den er for høj, kan den blive nedbrudt og forårsage skørhed eller misfarvning.
Korrekte indstillinger sikrer emnets kvalitet. Målet er en stabil proces, der producerer ensartede komponenter af høj kvalitet. Vi råder ofte kunder til at etablere en baseline og justere trinvist baseret på den specifikke form og emnegeometri.
Tønde- og formtemperatur
Tøndens temperaturprofil er afgørende. Den skal stige gradvist fra tilførselszonen til dysen for at sikre en ensartet smeltning. En dårligt indstillet profil kan føre til usmeltede partikler eller materialenedbrydning, hvilket har direkte indflydelse på slutproduktets styrke og udseende.
Formtemperaturen er lige så vigtig. Den påvirker afkølingshastigheden, som igen påvirker overfladefinish, krympning og indre spændinger. For pc-materialer som Makrolon er det ofte nødvendigt med en højere formtemperatur for at opnå en god overflade og minimere stress.
| Parameter | Anbefalet område (°C) | Noter |
|---|---|---|
| Tønde bageste zone | 260 - 280 | Sikrer korrekt tilførsel af materiale |
| Tøndens midterste zone | 280 - 300 | Primær smeltezone |
| Tøndens forreste zone | 290 - 310 | Homogeniserer smeltetemperaturen |
| Dysetemperatur | 285 - 305 | Lidt lavere for at forhindre savl |
| Formens temperatur | 80 - 120 | Højere temperaturer forbedrer overfladefinishen |

Forbindelsen mellem hastighed og stress
Indsprøjtningshastigheden hænger direkte sammen med den indre spænding i en støbt del. En hurtigere indsprøjtning fylder formen hurtigt, men det kan skabe høje forskydningshastigheder i den smeltede polymer. Denne proces introducerer betydelig stress, som kan føre til vridning eller revnedannelse senere.
Det er vigtigt at finde balancen. Baseret på vores test med kunder er det en praktisk tilgang at starte med en moderat hastighed og observere resultaterne. Du skal overveje, hvordan materialet opfører sig under forskellige strømningsforhold, et koncept, der er centralt for materialet. Reologi6. Det hjælper med at forudsige, hvordan trykket overføres gennem smelten.
Indstillinger for indsprøjtningstryk
Indsprøjtningstrykket skal være tilstrækkeligt til at fylde hulrummet helt, før materialet fryser. Et for højt tryk kan dog forårsage flash eller overpakning, hvilket kan føre til dimensionelle problemer. Holdetrykket anvendes derefter til at kompensere for materialets krympning, når det afkøles.
Denne to-trins trykstyring er afgørende for den dimensionelle nøjagtighed. Det kræver erfaring at gøre det rigtigt, især når man bruger specifikke kvaliteter som Makrolon. Hos MTM leverer vi de nøjagtige materialer, der skal bruges til disse forsøg, hvilket eliminerer variabler og hjælper teams med udelukkende at fokusere på procesoptimering.
| Injektionsparameter | Effekten af at være for høj | Effekten af at være for lav |
|---|---|---|
| Indsprøjtningshastighed | Høj indre belastning, flash | Korte skud, flydende mærker |
| Indsprøjtningstryk | Lyn, overpakning, delvist stress | Korte skud, synkemærker |
| Holdetryk | Svær at skubbe ud, høj belastning | Sinkmærker, hulrum, skævheder |
Beherskelse af tønde- og formtemperaturer sammen med indsprøjtningstryk og -hastighed er afgørende for støbning af høj kvalitet. Brug af de korrekte parametre til materialer som Makrolon forhindrer almindelige fejl, reducerer indre spændinger og sikrer ensartet delintegritet til ethvert projekt.
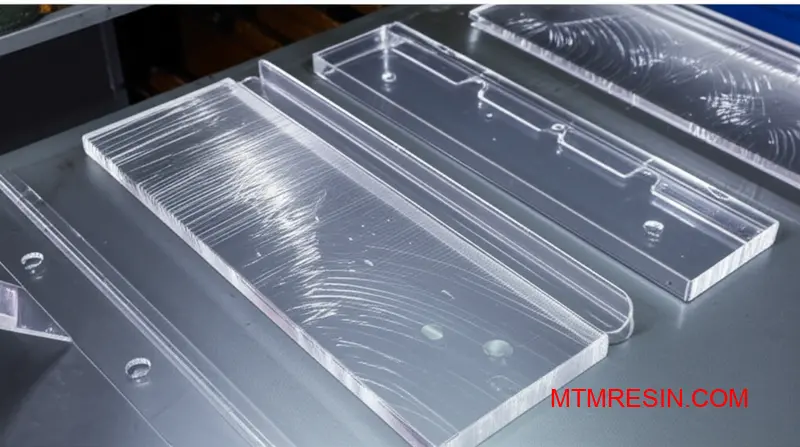
Afhjælpning af almindelige fejl: Løsning af sølvstriber, bobler og spredning
Visuelle fejl som sølvstriber, bobler og sprækker kan sætte en stopper for et projekt. Når man arbejder med materialer som Makrolon, peger disse problemer ofte på nogle få centrale forarbejdningsproblemer. At forstå de grundlæggende årsager er det første skridt mod en løsning.
Identificering af defektens oprindelse
Disse fejl kan se ens ud, men de skyldes forskellige problemer. Sølvstriber og sprækker skyldes ofte fugt, mens bobler kan være tegn på indesluttet gas eller materialenedbrydning. Korrekt identifikation af problemet sparer værdifuld tid på støbegulvet.
Et overblik over almindelige årsager
En systematisk tilgang hjælper med at isolere den variabel, der forårsager fejlen. Før man foretager større justeringer, er det vigtigt at bekræfte det grundlæggende, f.eks. materialehåndtering og maskinindstillinger.
| Defekt | Hovedmistænkt | Sekundær mistænkt |
|---|---|---|
| Sølvstriber | Fugt i materialet | Fanget luft |
| Bobler | Termisk nedbrydning | Dårlig udluftning |
| Spredte mærker | Utilstrækkelig tørring | Overdreven forskydningsvarme |
Et hurtigt tjek
Det kan hjælpe at køre et hurtigt "luftskud" ved at skylle materiale ud i det åbne. Hvis det rensede materiale viser bobler eller striber, er problemet sandsynligvis med materialet eller tøndeforholdene, ikke selve formen.
Dybdyk i fejlfinding
For ingeniører og teknikere er det vigtigt med en klar diagnose. Lad os se nærmere på løsningerne på fejl i polykarbonatstøbning og knytte dem til fugt-, varme- eller udluftningsproblemer i materialer som Makrolon.
Fugt-inducerede defekter
Polykarbonat er Hygroskopisk7, Det betyder, at det let absorberer fugt fra luften. Hvis det ikke tørres ordentligt, bliver fugten til damp i tønden, og det giver sølvstriber og skæve mærker på emnets overflade. Dette er den mest almindelige årsag til sådanne visuelle defekter.
Varmerelaterede problemer
Overdreven varme eller lang opholdstid kan nedbryde Makrolon og frigive gasser, der danner bobler i emnet. Dette adskiller sig fra fugtrelaterede hulrum. Vi har set det ske, når tøndetemperaturen er sat for højt, eller cyklustiderne er unødigt lange.
Udluftning og indespærret luft
Hvis materialet er tørret ordentligt, og temperaturen er korrekt, kan problemet være mekanisk. Utilstrækkelig formudluftning fanger luft i hulrummet. Denne komprimerede luft kan forårsage defekter, der efterligner fugtproblemer, eller resultere i brændemærker for enden af fyldebanen.
| Symptom | Sandsynlig årsag | Anbefalet handling |
|---|---|---|
| Striber, der stråler ud fra porten | Fugt | Kontrollér tørretumblerens temperatur og tid. |
| Bobler inde i den tykkeste sektion | Nedbrydning af materialer | Sænk tøndetemperaturen eller reducer opholdstiden. |
| Spredningsmærker i slutningen af fyldet | Indesluttet luft / dårlig udluftning | Tjek skimmelsvampens ventilationsåbninger for blokering eller størrelse. |
Det kræver en metodisk proces at løse disse almindelige fejl ved støbning af polykarbonat. Ved at tage fat på fugtkontrol, varmestyring og korrekt formudluftning kan du fjerne de fleste skævheder og sølvstriber i Makrolon-dele, hvilket sikrer resultater af høj kvalitet og holder projekterne inden for tidsplanen.
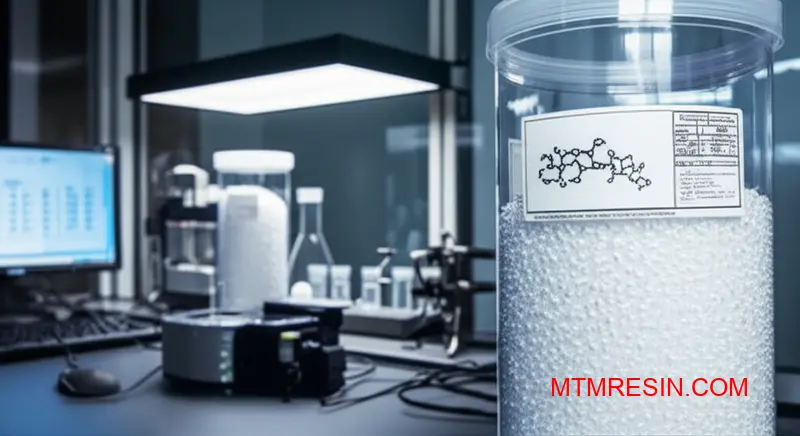
Ægthed og sporbarhed: Sikring af ægte Makrolon i globale forsøg
I globale formforsøg er risikoen for at bruge ikke-godkendte "lokale ækvivalenter" et stort problem. En leverandør tilbyder måske et generisk polykarbonat og hævder, at det er det samme som Makrolon. Denne genvej introducerer uforudsigelige variabler, der kan kompromittere hele projektets integritet.
Problemet med uverificerede materialer
Brug af et ikke-specificeret materiale kan føre til mislykkede tests og unøjagtige data. De fysiske egenskaber stemmer måske ikke overens, hvilket giver problemer med emnets ydeevne, dimensionsstabilitet eller udseende. Det underminerer formålet med forsøget, som er at validere formen med det endelige produktionsmateriale.
Ægte Makrolon vs. Generisk PC
Det er vigtigt at forstå forskellen. Ægte Makrolon fra Covestro har specifikke egenskaber, som generiske materialer ofte ikke kan efterligne.
| Funktion | Ægte Makrolon | Generisk polykarbonat |
|---|---|---|
| Konsistens | Pålidelighed fra batch til batch | Varierer efter leverandør |
| Præstation | Opfylder nøjagtige specifikationer | Afviger ofte |
| Sporbarhed | Fuldt dokumenteret | Begrænset eller ingen |

Rollen af et analysecertifikat (COA)
Det vigtigste dokument til materialeverifikation er analysecertifikatet (COA). Det er det endelige bevis på en resins identitet, lotnummer og overensstemmelse med specifikationerne. Hos MTM insisterer vi altid på at levere en komplet COA-verifikation for hver eneste batch.
Sådan kontrollerer du din harpiks
En COA er mere end bare et stykke papir. Det er en garanti. Det indeholder kritiske data som smeltehastighed, densitet og andre egenskaber. Disse data bekræfter, at du arbejder med autentisk Covestro-harpiks, ikke en billig erstatning. Vi bruger ofte avancerede metoder til at dobbelttjekke disse egenskaber for vores kunder.
Vigtige oplysninger på en COA
- Producentens navn: Der bør tydeligt stå Covestro.
- Produktkvalitet: Skal matche den specificerede Makrolon-kvalitet.
- Partiets nummer: Nødvendigt for fuldstændig materialesporbarhed.
- Testresultater: De vigtigste fysiske egenskaber skal være inden for det angivne område.
Dette niveau af verifikation er standardpraksis for os. Avanceret analyse som Spektroskopi8 kan endda bruges til at bekræfte det unikke kemiske fingeraftryk af en polymer, så der ikke er nogen tvivl om dens ægthed.
At sikre materialets ægthed er ikke til forhandling for vellykkede globale forsøg. Kræv altid et analysecertifikat for at bekræfte, at du bruger ægte Makrolon. Dette enkle trin beskytter dit projekt mod dyre forsinkelser og fejl forårsaget af forfalskede eller forkerte materialer.
Ækvivalente materialer vs. specificeret mærke: Hvornår skal man erstatte?
At vælge mellem et bestemt mærke og et tilsvarende materiale er et kritisk valg i forbindelse med afprøvning af støbeforme. Når et projekt specificerer et førsteklasses polykarbonat som Makrolon, kan det medføre forsinkelser at købe det i Kina. Ved de første T1-forsøg er målet ofte at verificere formgeometrien og den grundlæggende funktionalitet.
Er en ækvivalent acceptabel for T1?
Til forsøg på et tidligt stadie er det ofte tilstrækkeligt med en lokal pendant af høj kvalitet med et sammenligneligt datablad. Denne tilgang giver dig mulighed for at tjekke pasform, form og mekanisk funktion uden at vente på dyre internationale forsendelser. Det fremskynder det indledende feedback-loop betydeligt.
Vigtige beslutningsfaktorer
Beslutningen afhænger af forsøgets formål. En simpel sammenligning kan vejlede dig i dit valg.
| Forsøgsstadiet | Primært mål | Anbefalet materiale |
|---|---|---|
| T1 (første skud) | Kontrollér formens funktion og dimensioner | Tilsvarende pc |
| T2 (Forædling) | Optimering af behandlingsparametre | Ækvivalent eller specificeret mærke |
| Endelig validering | Certificer produktets ydeevne | Specificeret mærke (Makrolon) |

Datablade er et godt udgangspunkt, men de giver ikke det fulde billede. Risici ved materialesubstitution ligger ofte i subtile forskelle, som ikke er umiddelbart indlysende. Det kan være variationer i forarbejdningsadditiver, batch-til-batch-konsistens og langsigtet ydeevne under stress.
Ud over databladet
Et specificeret mærke som Makrolon sikrer ensartet molekylær struktur og egenskaber. Polykarbonat er en Amorf9 polymer, hvilket betyder, at dens ydeevne er knyttet til dens indre struktur. Et tilsvarende materiale kan være det samme på papiret, men opføre sig anderledes under den virkelige verdens støbningstryk og temperaturer.
En ramme for validering
Hos MTM guider vi kunderne gennem en praktisk valideringsproces for Makrolon-ækvivalenter. Det indebærer en direkte sammenligning med fokus på kvalitetskritiske egenskaber.
Kritiske sammenligningspunkter
Ved udskiftning analyserer vi potentielle afvigelser, der kan påvirke det endelige produkt. Selv små forskelle i materialeadfærd kan påvirke resultatet af dit formforsøg og den efterfølgende validering.
| Attribut | Specificeret Makrolon | Potentiel ækvivalent risiko |
|---|---|---|
| Krympning | Konsekvent og forudsigelig | Større variabilitet, der påvirker tolerancerne |
| Smelteflow | Stabil på tværs af partier | Kan variere, hvilket kræver procesjusteringer |
| Optisk klarhed | Høj og ensartet | Kan have let uklarhed eller farveskift |
Brug af tilsvarende materialer til de første T1-forsøg fremskynder valideringen af formen ved at reducere ventetiden. Men når det gælder den endelige ydeevne og godkendelse fra myndighederne, er det ikke til forhandling at bruge det specificerede mærke som Makrolon. Nøglen er at vide, hvornår hver tilgang er passende for dit projekts tidslinje.
Sekundære operationer: Maling, limning og svejsning af Makrolon-dele
Efter støbningen skal dine Makrolon-dele ofte have den sidste finish. Sekundære operationer som maling, limning og svejsning er afgørende for både æstetik og funktion. Det er dog ikke alle metoder, der egner sig til alle typer Makrolon-polykarbonat. Det er vigtigt at planlægge disse trin fra designfasen.
Valg af indledende proces
Valget af den rigtige sekundære proces afhænger helt af kravene til din anvendelse. For eksempel forbedrer maling udseendet og UV-bestandigheden, mens svejsning giver stærke strukturelle samlinger. Du skal overveje de specifikke belastninger, som den endelige del skal udholde. Hvis man glemmer det, kan det føre til, at emnet svigter.
| Betjening | Primært mål | Den vigtigste udfordring |
|---|---|---|
| Maleri | Æstetik, UV-beskyttelse | Vedhæftning, opløsningsmiddelkompatibilitet |
| Limning | Montering, forsegling | Valg af klæbemiddel, forberedelse af overflade |
| Svejsning | Strukturelle samlinger | Materialekvalitet, fælles design |
Matchende karakter til proces
Forskellige Makrolon-kvaliteter reagerer forskelligt. For eksempel kan en kvalitet, der er designet til medicinsk udstyr, ikke acceptere visse malinger på grund af overfladekemi. Det er derfor, materialevalg er så vigtigt. Hos MTM hjælper vi kunderne med at finde præcis den kvalitet, de har brug for til hele deres proces, ikke kun til støbning.
Ultralydssvejsning af Makrolon
Ultralydssvejsning er en populær metode til sammenføjning af Makrolon-komponenter. Den bruger højfrekvente vibrationer til at skabe en svejsning i fast tilstand. Hvor vellykket denne proces er, afhænger dog i høj grad af samlingens design, den anvendte Makrolon-kvalitet og udstyrets indstillinger.
Virkningen af fyldstoffer
Glasfyldte eller mineralfyldte Makrolon-kvaliteter kan være udfordrende at svejse med ultralyd. Fyldstofferne kan forstyrre polymerflowet ved grænsefladen, hvilket fører til en svagere binding. I disse tilfælde er justering af svejsetid og tryk afgørende for at opnå optimale resultater.
Risici ved limning med opløsningsmidler
Limning med opløsningsmidler er en anden almindelig teknik, men den indebærer betydelige risici, hvis den ikke udføres korrekt. Visse opløsningsmidler kan fremkalde miljøbetingede spændingsrevner, som kompromitterer emnets integritet på lang sigt. Materialets Viskoelasticitet10 påvirker, hvordan den reagerer på den kombinerede kemiske og mekaniske belastning.
Her er en hurtig sammenligning af almindelige sammenføjningsmetoder til pc-komponenter.
| Metode | Styrke | Hastighed | Materialebegrænsning |
|---|---|---|---|
| Ultralydssvejsning | Høj | Hurtig | Bedst til ufyldte karakterer |
| Limning med opløsningsmidler | Moderat | Moderat | Høj risiko for spændingsrevner |
| Klæbemidler (epoxy/cyanoakrylat) | Varierer | Langsomt | Kræver forberedelse af overfladen |
I sidste ende kræver valget af den rigtige sammenføjningsmetode en dyb forståelse af den specifikke Makrolon-kvalitet. Ved at købe det rigtige materiale til dit formforsøg sikrer du, at dine test efter støbning afspejler den endelige produktionsydelse nøjagtigt, så du undgår dyre overraskelser på længere sigt.
At vælge den rigtige Makrolon-kvalitet er afgørende for vellykkede sekundære operationer. Korrekt planlægning af maling, limning eller ultralydssvejsning forhindrer dyre fejl og sikrer emnets integritet. Disse detaljer er vigtige fra de tidligste stadier af produktdesign og materialevalg.
Lås op for Makrolon Trial Speed med MTM Solutions
Leder du efter Makrolon-kvaliteter til dit næste forsøg med sprøjtestøbning i Kina? Strømlin dit projekt - anmod om et tilbud fra MTM, og få øjeblikkelig adgang til autentiske Makrolon-materialer på lager. Spring oversøisk forsendelse og forsinkelser over. Kontakt os i dag for at garantere konsistens, overholdelse og hurtig forsøgssucces!

-
Forstå denne polymertypes opførsel under varme, hvilket er afgørende for optimering af sprøjtestøbningsprocessen. ↩
-
Forstå, hvordan denne kemiske proces påvirker den langsigtede holdbarhed og produktets æstetik. ↩
-
At forstå dette er afgørende for at udvikle sikkert medicinsk udstyr, der interagerer med biologiske systemer. ↩
-
Forståelsen af denne forkullingsmekanisme hjælper med at vælge avancerede flammehæmmende systemer til anvendelse ved høje temperaturer. ↩
-
Forståelsen af denne egenskab hjælper ingeniører med at minimere optisk forvrængning i støbte linser og gennemsigtige komponenter. ↩
-
Forståelse af dette koncept hjælper med at forudsige materialeflow og optimere støbning af komplekse dele. ↩
-
At forstå denne materialeegenskab er grundlæggende for at forhindre fugtrelaterede defekter i mange tekniske polymerer. ↩
-
Lær, hvordan denne analyseteknik bekræfter polymersammensætningen og sikrer materialets ægthed. ↩
-
Forståelsen af denne struktur hjælper med at forudsige materialets adfærd som gennemsigtighed og krympning under støbeprocessen. ↩
-
Ved at forstå denne egenskab kan man forudsige, hvordan Makrolon vil reagere på svejsevarme og tryk. ↩