Das Spritzgießen mit Makrolon-Polycarbonat scheint oft einfach zu sein, bis es zu Unklarheiten über die Qualität, Verarbeitungsfehler oder Verzögerungen bei der Materialbeschaffung kommt. Ingenieure kämpfen häufig mit der Auswahl des richtigen Typs aus dem umfangreichen Portfolio von Covestro, nur um dann in kritischen Versuchsphasen mit Silberschlieren, Blasen oder Authentifizierungsproblemen konfrontiert zu werden.
Das Makrolon-Spritzgießen erfordert eine sorgfältige Sortenauswahl, präzise Verarbeitungsparameter und eine zuverlässige Materialbeschaffung, um gleichbleibende Ergebnisse zu erzielen. Der Erfolg hängt vom Verständnis des Nomenklatursystems, der Optimierung der Temperaturprofile und der Sicherstellung der Materialechtheit während des gesamten Prozesses ab.
Dieser umfassende Leitfaden führt Sie durch den gesamten Makrolon-Spritzgießprozess, von der Entschlüsselung der Sortenbezeichnungen bis zur Fehlerbehebung bei häufigen Defekten. Ich vermittle Ihnen praktische Einblicke aus der Zusammenarbeit mit Ingenieurteams, die diese Herausforderungen bei ihren Spritzgießversuchen in China erfolgreich gemeistert haben.
Das Makrolon-Portfolio kann komplex erscheinen, aber sein Bezeichnungssystem ist recht logisch, wenn man die Grundlagen verstanden hat. Es zu verstehen ist der Schlüssel zur Auswahl des richtigen Polycarbonat-Typs für Ihre Formversuche, um kostspielige Fehler zu vermeiden. Wir von MTM helfen unseren Kunden oft bei der Entschlüsselung dieser Namen.
Das Kernnummerierungssystem
Der primäre Identifikator ist eine vierstellige Zahl. Die erste Ziffer gibt oft eine allgemeine Familie oder einen Anwendungstyp an. Die Serie 2000 beispielsweise ist eine Standardfamilie für allgemeine Anwendungen, während andere Serien spezielle Eigenschaften wie Flammschutz oder UV-Beständigkeit bezeichnen können.
Viskositätsindikatoren erklärt
Die letzten beiden Ziffern vieler gängiger Sorten korrelieren direkt mit der Viskosität, die anhand der Schmelzvolumen-Fließrate (MVR) gemessen wird. Eine niedrigere Zahl bedeutet höhere Viskosität (langsameres Fließen), eine höhere Zahl bedeutet niedrigere Viskosität (schnelleres Fließen). Dies ist für die Verarbeitung von entscheidender Bedeutung.
| Klasse | MVR (300°C/1,2 kg) | Gemeinsame Bewerbung |
|---|---|---|
| Makrolon 2405 | 19 cm³/10 min | Leicht fließende, dünne Wände |
| Makrolon 2805 | 10 cm³/10 min | Mittelviskosität, allgemein |
| Makrolon 3105 | 6,0 cm³/10 min | Hohe Viskosität, Extrusion |

Die Wahl zwischen hoch- und niedrigviskosen Typen wie Makrolon 2407 und 2805 ist eine häufige Herausforderung für Entwicklungsteams. Die Entscheidung hat direkte Auswirkungen auf den Formgebungsprozess und die Leistung des fertigen Teils. Es geht nicht nur darum, ob das Material die Form füllen kann.
Einfluss der Viskosität auf das Gießen
Eine Sorte mit niedrigerer Viskosität (höherer MVR) fließt leichter und eignet sich daher für Teile mit komplexen Geometrien oder dünnen Wänden. Dies kann jedoch manchmal zu einer geringeren mechanischen Festigkeit führen. Hochviskose Typen bieten eine bessere Schlagfestigkeit und Haltbarkeit, erfordern aber höhere Einspritzdrücke und -temperaturen.
Auswahl der richtigen Klasse
Die Fließfähigkeit des Polycarbonats muss mit der Konstruktion Ihres Werkzeugs und den Anforderungen an das Teil übereinstimmen. Meiner Erfahrung nach kann die Verwendung einer Sorte mit der falschen MVR zu Problemen führen, wie z. B. Gratbildung, wenn die Viskosität zu niedrig ist, oder kurze Schüsse, wenn sie zu hoch ist. Aus diesem Grund ist es so wichtig, Zugang zu mehreren Sorten für Versuche zu haben. A Thermoplastischer Kunststoff1 Das Verhalten eines Materials ist vorhersehbar, wenn man seine Kerneigenschaften kennt.
| Viskositätsniveau | Typischer MVR-Bereich | Überlegungen zur Verarbeitung | Teil Leistung |
|---|---|---|---|
| Niedrig | >15 cm³/10 min | Niedrigerer Druck, schnellere Zyklen | Gut für komplizierte Details |
| Mittel | 8-15 cm³/10 min | Ausgewogenes Verarbeitungsfenster | Vielseitig, allgemeine Verwendung |
| Hoch | <8 cm³/10 min | Höherer Druck und höhere Temperatur | Überlegene Zähigkeit, Stärke |
Das Verständnis der Nomenklatur von Makrolon ist entscheidend für eine effiziente Materialauswahl. Wenn Sie auf die Serien- und Viskositätsindikatoren achten, können Sie sicherstellen, dass die von Ihnen gewählte Sorte perfekt mit den Verarbeitungsanforderungen und den endgültigen Leistungsanforderungen Ihrer Anwendung übereinstimmt, was bei kritischen Formversuchen Zeit spart.
Allzweck- vs. Spezialsorten: Anpassung des Harzes an die Anwendung
Bei der Wahl des richtigen Harzes geht es um mehr als nur um die Auswahl eines Materialtyps. Es geht darum, die spezifischen Eigenschaften auf Ihre Anwendung abzustimmen. Ein Allzweck-Polycarbonat wie Makrolon 2805 ist ein Arbeitspferd, das sich für viele Innenanwendungen eignet. Was aber, wenn Ihr Teil im Freien verwendet wird oder eine komplexe Geometrie aufweist?
Allzweck-PC
Allzweck-Kunststoffe bieten eine hervorragende Schlagzähigkeit und Klarheit. Sie sind kostengünstig und weithin verfügbar, was sie ideal für erste Formversuche macht, bei denen Form und Passform im Vordergrund stehen. Sie bieten einen zuverlässigen Standard für die meisten internen Komponenten.
Der Bedarf an Spezialklassen
Spezialtypen werden mit Zusatzstoffen versehen, um die Leistung zu verbessern. So ist beispielsweise UV-stabilisiertes Polycarbonat für Produkte, die im Freien verwendet werden, unerlässlich, um Vergilbung und Abbau zu verhindern. Formentrennsorten tragen dazu bei, dass sich die Teile reibungslos aus komplizierten Formen lösen, wodurch Zykluszeiten und kosmetische Mängel reduziert werden.
| Klasse Typ | Hauptmerkmal | Allgemeiner Anwendungsfall |
|---|---|---|
| Allgemeiner Zweck | Standardleistung | Innengehäuse, Lichtleiter |
| UV-stabilisiert | Widerstand gegen Sonnenlicht | Außenbeleuchtung, Überdachungen |
| Formfreigabe | Leichteres Auswerfen | Komplexe, dünnwandige Teile |

Die Entscheidung zwischen einem Standard- und einem Spezialkunststoff hängt oft von zwei Schlüsselfaktoren ab: Umweltbelastung und Komplexität der Herstellung. Werden diese Faktoren nicht berücksichtigt, kann dies zum Ausfall von Teilen oder zu Produktionsverzögerungen führen. Dies ist ein wichtiger Schritt in jedem Leitfaden zur Auswahl von PC-Harzen.
Warum UV-Stabilisierung wichtig ist
Ein Standard-PC-Teil, das dem Sonnenlicht ausgesetzt ist, zersetzt sich. Das Material wird spröde und verfärbt sich durch einen Prozess namens Photo-Oxidation2. UV-stabilisiertes Polycarbonat enthält Zusätze, die UV-Strahlung absorbieren, die Polymerstruktur schützen und eine langfristige Haltbarkeit für Außenanwendungen gewährleisten.
Die Rolle von Entformungsmitteln
Für Teile mit tiefen Rippen oder strukturierten Oberflächen ist ein Formtrennmittel von unschätzbarem Wert. Diese internen Schmiermittel verringern die Reibung zwischen dem Kunststoff und der Stahlform. Dies ermöglicht ein schnelleres, saubereres Auswerfen der Teile, minimiert Spannungsspuren und verbessert die Gesamteffizienz der Produktion - ein wichtiger Vorteil, den wir bei Kundenversuchen feststellen.
Bei MTM haben wir sowohl Allzweck- als auch Spezialtypen von Makrolon auf Lager. Dadurch wird sichergestellt, dass bei Ihren Formversuchen in China genau das Material verwendet wird, das für das Endprodukt spezifiziert ist, und dass Probleme bei der Validierung vermieden werden.
| Szenario | Empfohlene Note | Grund |
|---|---|---|
| Streuscheibe für Kfz-Scheinwerfer | UV-stabilisiertes PC | Muss ständiger Sonneneinstrahlung widerstehen |
| Medizinisches Gerät mit kleinen Druckknöpfen | Formentrennung PC | Sorgt für eine saubere Freisetzung von Feinheiten |
| Internes Elektronikgehäuse | Makrolon für allgemeine Zwecke | Keine besonderen Anforderungen an Umwelt oder Formgebung |
Die Auswahl der richtigen Harzsorte ist von Anfang an entscheidend. Allzweckharze wie Makrolon 2805 eignen sich hervorragend für viele Anwendungen, aber Spezialtypen mit UV-Stabilisierung oder Formtrennmitteln sind für bestimmte Leistungs- und Fertigungsanforderungen unerlässlich und gewährleisten Langlebigkeit und Effizienz des Produkts.
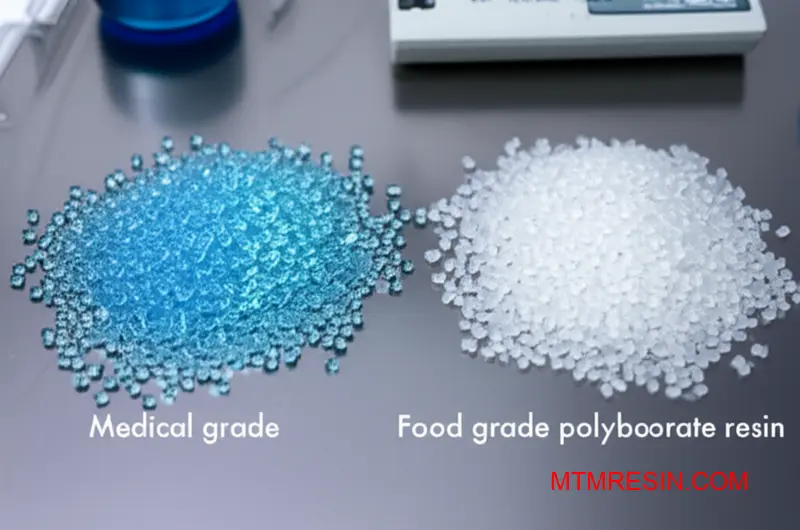
Medizinische und lebensmittelrechtliche Anforderungen: Auswahl von Makrolon Rx- und Lebensmittelqualitäten
Die Wahl des richtigen Makrolon-Typs ist für regulierte Produkte entscheidend. Diese Entscheidung geht über die einfachen mechanischen Eigenschaften hinaus; sie wirkt sich direkt auf die Sicherheit der Patienten und den Verbraucherschutz aus. Die Wahl zwischen medizinischen und lebensmitteltauglichen Materialien ist nicht austauschbar und muss sorgfältig abgewogen werden.
Wesentliche Unterschiede der Bezeichnungen
Der Hauptunterschied liegt in ihrem Verwendungszweck und den Vorschriften, die sie erfüllen. Makrolon Rx-Güteklassen sind für medizinische Geräte bestimmt, während Lebensmittelgüteklassen für Anwendungen wie Küchengeschirr verwendet werden. Eine Verwechslung kann zu erheblichen Rückschlägen bei Projekten und zur Nichteinhaltung von Vorschriften bei Audits führen.
| Klasse Typ | Primäre Anwendung | Regulierungsschwerpunkt |
|---|---|---|
| Makrolon Rx | Medizinische Geräte | Biokompatibilität (ISO 10993) |
| Makrolon Lebensmittel | Artikel mit Lebensmittelkontakt | Migrationsprüfung (FDA, EU 10/2011) |
Auswirkungen auf die Projektfristen
Die Auswahl des falschen Materials führt häufig zu fehlgeschlagenen Validierungstests und teuren Neukonstruktionen. Bei MTM lagern wir beide Arten von Makrolon-Harz in China, um sicherzustellen, dass Ihre Formversuche vom ersten Tag an mit dem richtigen, konformen Material durchgeführt werden.
Navigation durch die Vorschriften für Medizinprodukte
Für Medizinprodukte ist die ISO 10993 die maßgebliche Norm. Dieses Protokoll bewertet die Biokompatibilität3 von Materialien, um sicherzustellen, dass sie bei Kontakt mit dem Körper keine unerwünschten biologischen Reaktionen hervorrufen. Dies ist eine grundlegende Voraussetzung für die Sicherheit der Patienten.
Die Makrolon Rx-Serie, ein führendes biokompatibles Polycarbonat, wurde speziell nach diesen strengen Normen entwickelt und getestet. Die Verwendung eines vorzertifizierten Makrolon-Materials in medizinischer Qualität verschafft den Herstellern einen erheblichen Vorsprung, rationalisiert den Prozess der Gerätevalidierung und reduziert Risiken.
Grundlegende Bestimmungen für den Kontakt mit Lebensmitteln
Bei Anwendungen, die mit Lebensmitteln in Berührung kommen, stehen Vorschriften wie FDA CFR 21 in den Vereinigten Staaten und EU 10/2011 in Europa im Vordergrund. Diese Normen zielen darauf ab, die Migration von Stoffen aus dem Kunststoff in Lebensmittel zu begrenzen und die Verbraucher zu schützen.
| Verordnung | Primärer Schwerpunkt | Testumfang | Beispiel für die Verwendung von Material |
|---|---|---|---|
| ISO 10993 | Biologische Reaktion | Zytotoxizität, Sensibilisierung | Chirurgische Instrumente, Verabreichung von Medikamenten |
| FDA / EU | Chemische Migration | Extrahierbare, auslaugbare Stoffe | Lebensmittelbehälter, Utensilien |
Die Auswahl eines FDA-konformen PC-Harzes ist für jedes Produkt, das mit Lebensmitteln in Berührung kommen soll, unerlässlich. Auch wenn einige Materialien die Anforderungen für beide Bereiche erfüllen können, ist die Verwendung von Makrolon in Lebensmittelqualität für diese Anwendungen der sicherste und effizienteste Ansatz.
Die Wahl zwischen Makrolon Rx und Lebensmittelqualitäten hängt ganz vom regulatorischen Umfeld der Endanwendung ab. Medizinische Anwendungen erfordern Biokompatibilität gemäß ISO 10993, während der Kontakt mit Lebensmitteln Migrationsprüfungen für die Einhaltung der FDA-Vorschriften erfordert. Die richtige Wahl im Vorfeld zu treffen ist entscheidend für den Projekterfolg.
Flammhemmende Lösungen: Tiefe Einblicke in die Makrolon FR-Serie
Bei der Auswahl von Materialien für Elektronik- oder Automobilteile ist Sicherheit nicht verhandelbar. Flammhemmende (FR) Eigenschaften sind entscheidend. Die Makrolon FR-Serie von Covestro bietet zuverlässige Lösungen, die speziell entwickelt wurden, um die strengen Industrienormen für flammhemmende PC zu erfüllen. Diese Materialien gewährleisten Sicherheit ohne Leistungseinbußen.
Wichtigste Anwendungen für Makrolon FR-Typen
Der erste Schritt besteht darin, herauszufinden, welche Qualität für Ihr Projekt geeignet ist. Verschiedene Anwendungen erfordern bestimmte Flammschutzgrade und physikalische Eigenschaften. Wir helfen unseren Kunden oft dabei, diese Auswahl für ihre Formversuche in China zu treffen, um sicherzustellen, dass sie von Anfang an das richtige Material erhalten.
| Klasse Beispiel | Primäres Merkmal | Gemeinsame Bewerbung |
|---|---|---|
| Makrolon FR7087 | UL94 V-0 @ 1,5 mm | Elektronik-Gehäuse |
| Makrolon FR7067 | UL94 5VA @ 3,0 mm | Stromversorgungseinheiten |
| Makrolon FR6005 | Hoher Durchfluss, V-0 | Dünnwandige Teile |
Diese Serie bietet eine solide Grundlage für ein sicheres und langlebiges Produktdesign.
Verständnis der Entflammbarkeitsklassen
Für elektronische Gehäusematerialien ist die Norm UL94 der universelle Maßstab. Eine Einstufung nach UL94 V-0 bedeutet, dass das Material nach zwei Flammeneinwirkungen innerhalb von 10 Sekunden selbstverlöschend ist. Dies ist entscheidend für die Verhütung von Bränden in der Unterhaltungselektronik und anderen Geräten, bei denen die Sicherheit an erster Stelle steht.
Der Zielkonflikt: FR-Zusatzstoffe vs. Materialfluss
Um eine UL94 V-0-Einstufung von Polycarbonat zu erreichen, sind spezielle Additive erforderlich. Diese Zusatzstoffe erhöhen jedoch häufig die Viskosität des Materials. Dies führt dazu, dass der geschmolzene Kunststoff beim Spritzgießen weniger leicht fließt. Dieser Kompromiss ist bei Teilen mit komplexen Geometrien oder dünnen Wänden ein wichtiger Faktor.
Ein erhöhter Anteil an FR-Additiven kann sich auf wichtige Verarbeitungsparameter auswirken. Bei der Wahl des Makrolon-Typs muss ein Gleichgewicht zwischen der erforderlichen Sicherheitseinstufung und der Herstellbarkeit des Bauteils gefunden werden. Einige Flammschutzmittel verwenden eine Intumeszierend4 Mechanismus zur Schaffung einer schützenden Holzkohleschicht.
Auswirkungen auf die Verarbeitung
Hier ist eine vereinfachte Darstellung des Verhältnisses zwischen dem FR-Gehalt und dem Melt Flow Index (MFI), basierend auf unseren Testdaten. Ein niedriger MFI bedeutet einen schlechteren Fluss.
| FR Zusatzstoffgehalt | Typische UL94-Bewertung | Relativer MFI |
|---|---|---|
| Niedrig | V-2 | Hoch |
| Mittel | V-0 @ 3,0 mm | Mittel |
| Hoch | V-0 @ 1,5 mm | Niedrig |
Wir bei MTM haben verschiedene Makrolon FR-Qualitäten auf Lager, um unseren Kunden die Möglichkeit zu geben, schnell zu testen, welches Material für ihre spezifische Form und Anwendung am besten geeignet ist - direkt hier in China.
Die Makrolon FR-Serie bietet wichtige Materialien mit UL94 V-0 für sicherheitskritische Anwendungen. Ingenieure müssen diese flammhemmenden Eigenschaften sorgfältig gegen die Verarbeitungsanforderungen, insbesondere den Materialfluss, abwägen, um eine erfolgreiche Herstellung komplexer Elektronik- und Automobilkomponenten zu gewährleisten.
Optische Qualität und Lichtdurchlässigkeit: Überlegungen für transparente Teile
Die entscheidende Rolle der Klarheit
Bei Anwendungen wie Kfz-Beleuchtung und Unterhaltungselektronik ist die optische Qualität nicht verhandelbar. Die Fähigkeit des Materials, Licht ohne Verzerrung zu übertragen, wirkt sich direkt auf die Leistung und Sicherheit aus. Die Auswahl des richtigen Kunststoffs ist der erste und wichtigste Schritt im Designprozess für jedes transparente Teil.
Wichtige Leistungskennzahlen
Wir konzentrieren uns auf zwei Hauptfaktoren: den Lichtdurchlässigkeitsgrad und den Trübungsgrad. Ein hoher Transmissionsgrad sorgt für maximale Helligkeit, während eine geringe Trübung Klarheit garantiert. Materialien wie Makrolon in optischer Qualität werden speziell für diese Bereiche entwickelt und sind daher ideal für anspruchsvolle Anwendungen.
Vergleich der Materialien
Im Folgenden finden Sie einen kurzen Überblick über gängige transparente Materialien, die wir häufig mit Kunden für Schimmelpilzversuche besprechen.
| Material | Lichtdurchlässigkeit (%) | Dunst (%) |
|---|---|---|
| PC (Allgemeiner Zweck) | 85-89 | >1.0 |
| PC (optische Qualität) | 89-92 | <1.0 |
| PMMA | 92-93 | <1.0 |
| COC/COP | 91-92 | <0.5 |
Wie Sie sehen können, macht die Qualität des Materials, z. B. spezielles optisches Polycarbonat, einen erheblichen Unterschied.

Erweiterte Materialüberlegungen für Linsen
Bei der Zusammenarbeit mit Herstellern von Beleuchtungs- und Automobillinsen geht es um mehr als nur um Klarheit. Wir müssen uns mit der langfristigen Leistung unter rauen Bedingungen befassen. Für diese Kunden geht es bei der Materialauswahl darum, ein Gleichgewicht zwischen der anfänglichen optischen Qualität und der Haltbarkeit über die gesamte Lebensdauer des Produkts herzustellen.
Erfüllung von Automobilstandards
Automobilgläser erfordern Materialien, die nicht durch UV-Strahlung vergilben und Temperaturschwankungen standhalten. Hochtransparentes Polycarbonat, insbesondere Typen wie Makrolon LED2245, ist eine beliebte Wahl. Es bietet hervorragende thermische Stabilität und UV-Schutz, so dass die Linse über Jahre hinweg klar und funktional bleibt.
Die Herausforderung der LED-Beleuchtung
Moderne LED-Beleuchtungssysteme sind hocheffizient, können aber örtlich begrenzte Wärme erzeugen. Das Material muss nicht nur effektiv Licht übertragen, sondern auch thermische Belastungen bewältigen, ohne sich zu verschlechtern. Wir helfen unseren Kunden bei MTM oft bei der Auswahl spezieller Harze, die die Wärmeentwicklung minimieren. Doppelbrechung5 und andere optische Defekte während des Gießens. Die Auswahl des richtigen Kunststoffs für Fahrzeuglinsen von Anfang an verhindert kostspielige Formanpassungen und Verzögerungen bei den Versuchen, so dass die Projekte im Zeitplan bleiben. Hier wird die Vorratshaltung von Materialien in China zu einem großen Vorteil für die engen Entwicklungszeitpläne unserer Kunden.
Die Wahl des richtigen transparenten Materials erfordert ein ausgewogenes Verhältnis zwischen optischer Leistung, Haltbarkeit und Verarbeitbarkeit. Optische Kunststoffe wie bestimmte Makrolon-Typen sind für anspruchsvolle Anwendungen entwickelt worden und gewährleisten eine hohe Lichtdurchlässigkeit und geringe Trübung, was für den Erfolg von Produkten für die Automobil- und LED-Beleuchtung entscheidend ist.
Optimierung der Spritzgießparameter: Temperatur- und Druckregelung
Die richtige Einstellung von Temperatur und Druck ist beim Spritzgießen von grundlegender Bedeutung. Bei einem Material wie Makrolon-Polycarbonat verhindert eine präzise Steuerung Fehler. Wenn die Zylindertemperaturen zu niedrig sind, kann das Material nicht richtig fließen. Ist sie zu hoch, kann es sich zersetzen und spröde werden oder sich verfärben.
Richtige Einstellungen sichern die Qualität der Teile. Das Ziel ist ein stabiler Prozess, der gleichbleibende, hochwertige Bauteile produziert. Wir raten unseren Kunden häufig, eine Grundeinstellung festzulegen und diese schrittweise auf der Grundlage der spezifischen Form und Teilegeometrie anzupassen.
Trommel- und Formtemperatur
Das Temperaturprofil des Zylinders ist entscheidend. Es sollte von der Einzugszone bis zur Düse allmählich ansteigen, um ein gleichmäßiges Schmelzen zu gewährleisten. Ein schlecht eingestelltes Profil kann zu ungeschmolzenen Partikeln oder Materialverschlechterung führen, was sich direkt auf die Festigkeit und das Aussehen des Endprodukts auswirkt.
Die Formtemperatur ist ebenso wichtig. Sie beeinflusst die Abkühlgeschwindigkeit, die sich auf die Oberflächenbeschaffenheit, die Schrumpfung und die Eigenspannung auswirkt. Bei PC-Materialien wie Makrolon ist oft eine höhere Formtemperatur erforderlich, um eine gute Oberfläche zu erzielen und die Spannungen zu minimieren.
| Parameter | Empfohlener Bereich (°C) | Anmerkungen |
|---|---|---|
| Fass Hintere Zone | 260 - 280 | Gewährleistet eine ordnungsgemäße Materialzufuhr |
| Fass Mittlere Zone | 280 - 300 | Primäre Schmelzzone |
| Fass Vordere Zone | 290 - 310 | Homogenisiert die Schmelztemperatur |
| Düsentemperatur | 285 - 305 | Etwas niedriger, um Sabbern zu verhindern |
| Temperatur der Form | 80 - 120 | Höhere Temperaturen verbessern die Oberflächenqualität |

Der Zusammenhang zwischen Geschwindigkeit und Stress
Die Einspritzgeschwindigkeit steht in direktem Zusammenhang mit den Eigenspannungen in einem Formteil. Eine schnellere Einspritzung füllt die Form schnell, kann aber hohe Scherraten im geschmolzenen Polymer erzeugen. Dieser Prozess führt zu erheblichen Spannungen, die später zu Verformungen oder Rissen führen können.
Das Gleichgewicht zu finden ist der Schlüssel. Nach unseren Tests mit Kunden ist es sinnvoll, mit einer moderaten Geschwindigkeit zu beginnen und die Ergebnisse zu beobachten. Sie müssen berücksichtigen, wie sich das Material unter verschiedenen Fließbedingungen verhält, ein Konzept, das für das Material Rheologie6. So lässt sich vorhersagen, wie der Druck durch die Schmelze übertragen wird.
Einstellungen für den Einspritzdruck
Der Einspritzdruck muss ausreichend sein, um den Hohlraum vollständig zu füllen, bevor das Material gefriert. Ein zu hoher Druck kann jedoch zu einem Überhitzen oder Überpacken führen, was wiederum Probleme mit den Abmessungen zur Folge hat. Anschließend wird ein Nachdruck ausgeübt, um die Schrumpfung des Materials beim Abkühlen auszugleichen.
Diese zweistufige Druckregelung ist entscheidend für die Maßhaltigkeit. Sie richtig zu machen, erfordert Erfahrung, vor allem bei der Verwendung spezieller Sorten wie Makrolon. Wir von MTM liefern genau die Materialien, die für diese Versuche benötigt werden, und helfen den Teams, sich ausschließlich auf die Prozessoptimierung zu konzentrieren.
| Einspritzung Parameter | Auswirkung eines zu hohen Wertes | Auswirkung eines zu niedrigen Wertes |
|---|---|---|
| Einspritzgeschwindigkeit | Hohe innere Spannung, Blitz | Kurze Schüsse, Fließspuren |
| Einspritzdruck | Flash, Überpacken, Teilstress | Kurze Schüsse, Einfallstore |
| Haltedruck | Schwer auswerfbar, hohe Belastung | Einfallstellen, Hohlräume, Verwerfungen |
Die Beherrschung der Zylinder- und Werkzeugtemperaturen sowie des Einspritzdrucks und der Einspritzgeschwindigkeit ist für eine qualitativ hochwertige Formgebung unerlässlich. Die Verwendung der richtigen Parameter für Materialien wie Makrolon beugt häufigen Defekten vor, reduziert innere Spannungen und gewährleistet eine gleichbleibende Teileintegrität für jedes Projekt.
Entschärfung verbreiteter Defekte: Lösung für Silberstreifen, Blasen und Spreizung
Optische Mängel wie Silberschlieren, Blasen und Spreizungen können ein Projekt zum Stillstand bringen. Bei der Arbeit mit Materialien wie Makrolon deuten diese Probleme oft auf einige zentrale Verarbeitungsprobleme hin. Der erste Schritt zu einer Lösung ist das Verständnis ihrer Ursachen.
Identifizierung der Herkunft des Defekts
Diese Mängel sehen zwar ähnlich aus, haben aber unterschiedliche Ursachen. Silberne Schlieren und Spreizungen werden häufig durch Feuchtigkeit verursacht, während Blasen auf Gaseinschlüsse oder Materialverschlechterung hinweisen können. Die korrekte Identifizierung des Problems spart wertvolle Zeit in der Gießerei.
Häufige Ursachen auf einen Blick
Ein systematischer Ansatz hilft, die Variable zu isolieren, die den Fehler verursacht. Bevor größere Anpassungen vorgenommen werden, ist es wichtig, die Grundlagen zu überprüfen, z. B. die Materialhandhabung und die Maschineneinstellungen.
| Defekt | Hauptverdächtiger | Zweiter Verdächtiger |
|---|---|---|
| Silberstreif | Feuchtigkeit im Material | Eingeschlossene Luft |
| Blasen | Thermische Degradierung | Schlechte Entlüftung |
| Spreizung Markierungen | Unzureichende Trocknung | Übermäßige Scherhitze |
Ein Schnell-Check
Ein kurzer "Luftstoß" durch Spülen des Materials in die offene Form kann helfen. Wenn das gespülte Material Blasen oder Schlieren aufweist, liegt das Problem wahrscheinlich beim Material oder den Zylinderbedingungen und nicht bei der Form selbst.
Vertiefung der Fehlerbehebung
Für Ingenieure und Techniker ist ein klarer Diagnosepfad unerlässlich. Lassen Sie uns die Lösungen für Polycarbonat-Formmängel aufschlüsseln und sie mit Feuchtigkeit, Hitze oder Entlüftungsproblemen speziell bei Materialien wie Makrolon in Verbindung bringen.
Feuchtigkeitsbedingte Defekte
Polycarbonat ist Hygroskopisch7, Das bedeutet, dass es leicht Feuchtigkeit aus der Luft aufnimmt. Wenn es nicht richtig getrocknet wird, verwandelt sich diese Feuchtigkeit in der Trommel in Wasserdampf, was zu Silberschlieren und Spreizungen auf der Oberfläche des Teils führt. Dies ist die häufigste Ursache für derartige optische Mängel.
Hitzebedingte Probleme
Übermäßige Hitze oder eine längere Verweildauer können Makrolon zersetzen und Gase freisetzen, die im Inneren des Teils Blasen bilden. Dies unterscheidet sich von feuchtigkeitsbedingten Hohlräumen. Wir haben gesehen, dass dies passiert, wenn die Zylindertemperaturen zu hoch eingestellt oder die Zykluszeiten unnötig lang sind.
Entlüftung und eingeschlossene Luft
Wenn das Material ordnungsgemäß getrocknet ist und die Temperatur stimmt, kann das Problem mechanischer Natur sein. Bei unzureichender Entlüftung der Form wird Luft im Hohlraum eingeschlossen. Diese komprimierte Luft kann Defekte verursachen, die Feuchtigkeitsprobleme imitieren oder zu Brandflecken am Ende des Füllwegs führen.
| Symptom | Wahrscheinliche Ursache | Empfohlene Maßnahmen |
|---|---|---|
| Schlieren, die vom Tor ausstrahlen | Luftfeuchtigkeit | Überprüfen Sie Temperatur und Zeit des Trockners. |
| Blasen im dicksten Abschnitt | Materialverschlechterung | Senken Sie die Temperatur im Fass oder verkürzen Sie die Verweilzeit. |
| Spreizmarken am Ende der Füllung | Eingeschlossene Luft/schlechte Entlüftung | Überprüfen Sie die Schimmelpilzentlüftung auf Verstopfung oder Größe. |
Die Beseitigung dieser häufigen Polycarbonat-Fehler erfordert einen methodischen Prozess. Indem Sie die Feuchtigkeitskontrolle, das Wärmemanagement und die ordnungsgemäße Entlüftung der Form berücksichtigen, können Sie die meisten Spreizungen und Silberschlieren in Makrolon-Teilen beseitigen und so qualitativ hochwertige Ergebnisse erzielen und den Zeitplan für Ihre Projekte einhalten.
Authentizität und Rückverfolgbarkeit: Sicherstellung von echtem Makrolon in globalen Versuchen
Bei globalen Formversuchen ist das Risiko der Verwendung nicht zugelassener "lokaler Äquivalente" ein großes Problem. Ein Lieferant könnte ein generisches Polycarbonat anbieten und behaupten, es sei das gleiche wie Makrolon. Diese Abkürzung führt zu unvorhersehbaren Variablen, die die Integrität des gesamten Projekts gefährden können.
Das Problem mit nicht überprüften Materialien
Die Verwendung eines nicht spezifizierten Materials kann zu fehlgeschlagenen Tests und ungenauen Daten führen. Die physikalischen Eigenschaften stimmen möglicherweise nicht überein, was zu Problemen bei der Teileleistung, der Dimensionsstabilität oder dem Aussehen führt. Dies untergräbt den Zweck des Versuchs, der darin besteht, die Form mit dem endgültigen Produktionsmaterial zu validieren.
Echtes Makrolon vs. generisches PC
Es ist wichtig, den Unterschied zu verstehen. Echtes Makrolon von Covestro hat spezifische Leistungsmerkmale, die generische Materialien oft nicht erreichen.
| Merkmal | Echtes Makrolon | Allgemeines Polycarbonat |
|---|---|---|
| Konsistenz | Zuverlässigkeit von Charge zu Charge | Variiert je nach Anbieter |
| Leistung | Erfüllt genaue Spezifikationen | Weicht oft ab |
| Rückverfolgbarkeit | Vollständig dokumentiert | Begrenzt oder keine |

Die Rolle eines Analysezertifikats (COA)
Das wichtigste Dokument für die Materialprüfung ist das Analysezertifikat (COA). Es ist der endgültige Beweis für die Identität eines Harzes, die Chargennummer und die Einhaltung der Spezifikationen. Bei MTM bestehen wir stets darauf, für jede Charge eine vollständige COA-Verifizierung des Harzes vorzulegen.
So überprüfen Sie Ihr Harz
Ein COA ist mehr als nur ein Stück Papier. Es ist eine Garantie. Sie enthält wichtige Daten wie Schmelzflussrate, Dichte und andere Eigenschaften. Diese Daten bestätigen, dass Sie mit echtem Covestro-Harz arbeiten und nicht mit einem billigen Ersatzstoff. Wir verwenden oft fortschrittliche Methoden, um diese Eigenschaften für unsere Kunden zu überprüfen.
Kritische Informationen zu einem COA
- Name des Herstellers: Es sollte eindeutig Covestro stehen.
- Produktqualität: Muss der angegebenen Makrolonqualität entsprechen.
- Losnummer: Unerlässlich für die vollständige Rückverfolgbarkeit von Materialien.
- Testergebnisse: Die wichtigsten physikalischen Eigenschaften müssen innerhalb des angegebenen Bereichs liegen.
Diese Art der Überprüfung ist für uns eine Selbstverständlichkeit. Erweiterte Analysen wie Spektroskopie8 kann sogar der eindeutige chemische Fingerabdruck eines Polymers bestätigt werden, so dass kein Zweifel mehr an seiner Echtheit bestehen kann.
Die Sicherstellung der Materialechtheit ist für erfolgreiche globale Versuche nicht verhandelbar. Verlangen Sie immer ein Analysezertifikat, um zu überprüfen, ob Sie echtes Makrolon verwenden. Dieser einfache Schritt schützt Ihr Projekt vor kostspieligen Verzögerungen und Misserfolgen, die durch gefälschte oder falsche Materialien verursacht werden.
Äquivalente Materialien vs. angegebene Marke: Wann man sie ersetzen sollte
Die Entscheidung zwischen einer bestimmten Marke und einem gleichwertigen Material ist eine wichtige Entscheidung bei der Erprobung von Formen. Wenn ein Projekt ein hochwertiges Polycarbonat wie Makrolon vorsieht, kann die Beschaffung in China zu Verzögerungen führen. Bei den ersten T1-Versuchen geht es oft darum, die Formgeometrie und die grundlegende Funktionalität zu überprüfen.
Ist ein Äquivalent für T1 akzeptabel?
Für Versuche im Frühstadium ist ein hochwertiges lokales Äquivalent mit einem vergleichbaren Datenblatt oft ausreichend. Auf diese Weise können Sie Passform, Form und mechanische Wirkung prüfen, ohne auf teure internationale Sendungen warten zu müssen. Die erste Feedbackschleife wird dadurch erheblich beschleunigt.
Wichtige Entscheidungsfaktoren
Die Entscheidung hängt vom Ziel der Studie ab. Ein einfacher Vergleich kann Ihnen bei der Wahl helfen.
| Erprobungsphase | Primäre Zielsetzung | Empfohlenes Material |
|---|---|---|
| T1 (Erster Schuss) | Überprüfung der Funktion der Form, der Abmessungen | Äquivalenter PC |
| T2 (Verfeinerung) | Optimieren Sie die Verarbeitungsparameter | Äquivalent oder spezifizierte Marke |
| Abschließende Validierung | Produktleistung zertifizieren | Spezifizierte Marke (Makrolon) |

Datenblätter bieten zwar einen Ausgangspunkt, aber sie erfassen nicht das gesamte Bild. Die Risiken der Materialsubstitution liegen oft in subtilen Unterschieden, die nicht sofort offensichtlich sind. Dazu können Variationen bei den Verarbeitungszusätzen, die Konsistenz von Charge zu Charge und die langfristige Leistung unter Belastung gehören.
Jenseits des Datenblatts
Eine bestimmte Marke wie Makrolon gewährleistet eine gleichbleibende Molekularstruktur und gleichbleibende Eigenschaften. Polycarbonat ist ein Amorphes9 Polymer, d. h. seine Leistung hängt von seiner inneren Struktur ab. Ein Äquivalent könnte auf dem Papier übereinstimmen, sich aber unter realen Druck- und Temperaturbedingungen beim Formen anders verhalten.
Ein Rahmen für die Validierung
Bei MTM führen wir unsere Kunden durch ein praktisches Validierungsverfahren für Makrolon-Äquivalente. Dazu gehört ein direkter Vergleich, der sich auf qualitätskritische Eigenschaften konzentriert.
Kritische Vergleichspunkte
Bei der Substitution analysieren wir mögliche Abweichungen, die sich auf das Endprodukt auswirken könnten. Selbst geringfügige Unterschiede im Materialverhalten können das Ergebnis Ihres Formversuchs und der anschließenden Validierung beeinflussen.
| Attribut | Spezifiziertes Makrolon | Potenziell gleichwertiges Risiko |
|---|---|---|
| Schrumpfung | Konsistent und vorhersehbar | Höhere Variabilität, die sich auf die Toleranzen auswirkt |
| Schmelzfluss | Stabil über Chargen hinweg | Kann variieren und erfordert Prozessanpassungen |
| Optische Klarheit | Hoch und einheitlich | Kann leichte Trübungen oder Farbverschiebungen aufweisen |
Die Verwendung gleichwertiger Materialien für die ersten T1-Versuche beschleunigt die Validierung der Formen durch kürzere Wartezeiten. Für die endgültige Leistung und die behördliche Freigabe ist die Verwendung der spezifizierten Marke wie Makrolon jedoch nicht verhandelbar. Der Schlüssel liegt darin, zu wissen, wann jeder Ansatz für Ihren Projektzeitplan geeignet ist.
Sekundäre Operationen: Lackieren, Kleben und Schweißen von Makrolonteilen
Nach dem Gießen müssen Ihre Makrolon-Teile oft noch nachbearbeitet werden. Sekundäre Verfahren wie Lackieren, Kleben und Schweißen sind sowohl für die Ästhetik als auch für die Funktion entscheidend. Allerdings sind nicht alle Verfahren für jede Makrolon-Polycarbonat-Sorte geeignet. Es ist wichtig, diese Schritte bereits in der Entwurfsphase zu planen.
Erste Prozessauswahl
Die Wahl des richtigen Sekundärverfahrens hängt ganz von den Anforderungen Ihrer Anwendung ab. So verbessert die Lackierung das Aussehen und die UV-Beständigkeit, während das Schweißen für stabile strukturelle Verbindungen sorgt. Sie müssen die spezifischen Belastungen berücksichtigen, denen das fertige Teil ausgesetzt sein wird. Wird dies vernachlässigt, kann das Teil versagen.
| Operation | Primäre Zielsetzung | Zentrale Herausforderung |
|---|---|---|
| Malerei | Ästhetik, UV-Schutz | Haftung, Lösungsmittelkompatibilität |
| Bindung | Montage, Versiegelung | Klebstoffauswahl, Oberflächenvorbereitung |
| Schweißen | Strukturelle Gelenke | Materialqualität, Fugenausführung |
Anpassung der Klasse an den Prozess
Verschiedene Makrolon-Sorten reagieren unterschiedlich. So kann beispielsweise eine Sorte, die für medizinische Geräte bestimmt ist, bestimmte Farben aufgrund der Oberflächenchemie nicht annehmen. Aus diesem Grund ist die Materialauswahl so wichtig. Wir von MTM helfen unseren Kunden, genau den Werkstoff zu finden, den sie für ihr gesamtes Verfahren benötigen, nicht nur für die Formgebung.
Ultraschallschweißen von Makrolon
Ultraschallschweißen ist eine beliebte Methode zum Verbinden von Makrolon-Bauteilen. Dabei werden Hochfrequenzschwingungen eingesetzt, um eine feste Schweißnaht zu erzeugen. Der Erfolg dieses Verfahrens hängt jedoch stark von der Konstruktion der Verbindung, der verwendeten Makrolonqualität und den Geräteeinstellungen ab.
Auswirkungen von Füllstoffen
Glas- oder mineralgefüllte Makrolonqualitäten lassen sich nur schwer mit Ultraschall verschweißen. Die Füllstoffe können das Fließen des Polymers an der Verbindungsstelle beeinträchtigen, was zu einer schwächeren Verbindung führt. In diesen Fällen ist es entscheidend, die Schweißzeit und den Druck anzupassen, um optimale Ergebnisse zu erzielen.
Risiken der Lösungsmittelverklebung
Das Kleben mit Lösungsmitteln ist eine weitere gängige Technik, die jedoch erhebliche Risiken birgt, wenn sie nicht korrekt ausgeführt wird. Bestimmte Lösungsmittel können zu Spannungsrissen führen, die die langfristige Integrität des Teils beeinträchtigen. Die Materialeigenschaften Viskoelastizität10 beeinflusst, wie es auf die kombinierte chemische und mechanische Belastung reagiert.
Hier finden Sie einen schnellen Vergleich der gängigen Verbindungsmethoden für PC-Komponenten.
| Methode | Stärke | Geschwindigkeit | Materielle Einschränkung |
|---|---|---|---|
| Ultraschallschweißen | Hoch | Schnell | Am besten für nicht ausgefüllte Klassen |
| Kleben mit Lösungsmitteln | Mäßig | Mäßig | Hohes Risiko der Spannungsrissbildung |
| Klebstoffe (Epoxy/Cyanoacrylat) | Variiert | Langsam | Erfordert Oberflächenvorbereitung |
Letztendlich erfordert die Wahl der richtigen Verbindungsmethode ein tiefes Verständnis des spezifischen Makrolon-Typs. Die Beschaffung des richtigen Materials für Ihren Formversuch stellt sicher, dass Ihre Tests nach der Formgebung die endgültige Produktionsleistung genau widerspiegeln und kostspielige Überraschungen vermieden werden.
Die Wahl des richtigen Makrolon-Typs ist entscheidend für erfolgreiche Nachbearbeitungen. Die richtige Planung für das Lackieren, Kleben oder Ultraschallschweißen verhindert kostspielige Ausfälle und gewährleistet die Integrität der Teile. Diese Details sind bereits in den frühesten Phasen des Produktdesigns und der Materialauswahl wichtig.
Freischaltung der Makrolon-Testgeschwindigkeit mit MTM Solutions
Sie suchen nach Makrolon-Sorten für Ihren nächsten Spritzgießversuch in China? Optimieren Sie Ihr Projekt - fordern Sie ein Angebot von MTM an und erhalten Sie sofortigen Zugang zu echten, vorrätigen Makrolon-Materialien. Vermeiden Sie Überseeversand und Verzögerungen. Setzen Sie sich noch heute mit uns in Verbindung, um Konsistenz, Konformität und einen schnellen Versuchserfolg zu garantieren!

-
Verstehen Sie das Verhalten dieses Polymertyps unter Hitzeeinwirkung, das für die Optimierung des Spritzgießprozesses entscheidend ist. ↩
-
Verstehen Sie, wie sich dieser chemische Prozess auf die langfristige Haltbarkeit und die Ästhetik des Produkts auswirkt. ↩
-
Dies zu verstehen ist entscheidend für die Entwicklung sicherer Medizinprodukte, die mit biologischen Systemen interagieren. ↩
-
Das Verständnis dieses Verkohlungsmechanismus hilft bei der Auswahl moderner Flammschutzsysteme für Hochtemperaturanwendungen. ↩
-
Das Wissen um diese Eigenschaft hilft Ingenieuren, optische Verzerrungen in geformten Linsen und transparenten Komponenten zu minimieren. ↩
-
Das Verständnis dieses Konzepts hilft bei der Vorhersage des Materialflusses und der Optimierung der Formgebung für komplexe Teile. ↩
-
Das Verständnis dieser Materialeigenschaft ist von grundlegender Bedeutung für die Vermeidung feuchtigkeitsbedingter Defekte in vielen technischen Polymeren. ↩
-
Erfahren Sie, wie diese Analysetechnik die Polymerzusammensetzung bestätigt und die Echtheit des Materials gewährleistet. ↩
-
Das Verständnis dieser Struktur hilft bei der Vorhersage von Materialeigenschaften wie Transparenz und Schrumpfung während des Formprozesses. ↩
-
Die Kenntnis dieser Eigenschaft hilft bei der Vorhersage, wie Makrolon auf Hitze und Druck beim Schweißen reagieren wird. ↩