Die Suche nach dem richtigen PBT-Kunststoff für das Präzisionsblankpressen in China kann Ihren gesamten Projektzeitplan zum Entgleisen bringen. Viele Ingenieure kämpfen mit uneinheitlichen Materiallieferungen, unklaren Spezifikationen und Verarbeitungsproblemen, die zu kostspieligen Versuch-und-Irrtum-Zyklen führen.
Valox PBT bietet im Vergleich zu Nylon-Alternativen eine überlegene Dimensionsstabilität und Feuchtigkeitsbeständigkeit, was es zur bevorzugten Wahl für Steckverbinder und elektrische Komponenten in der Automobilindustrie macht, die in rauen Umgebungen zuverlässig funktionieren müssen.

Durch meine Arbeit bei MTM habe ich Ingenieurteams bei der komplexen Auswahl von Valox-Sorten und der Optimierung der Verarbeitung unterstützt. Dieser Leitfaden deckt alles ab, von den Materialeigenschaften bis hin zu den Formparametern, damit Sie für Ihr nächstes Projekt in China fundierte Entscheidungen treffen können.
Strategische Bedeutung von Valox PBT in der Feinwerktechnik
Wenn Präzision nicht verhandelbar ist, wird die Wahl des Materials entscheidend. In der Technik wägen wir oft Optionen wie Nylon, PET und Valox PBT ab. Zwar hat jedes Material seine Vorzüge, aber Valox bietet durchweg eine hervorragende Dimensionsstabilität, insbesondere in Umgebungen mit schwankender Feuchtigkeit und Temperatur.
Warum Valox PBT sich abhebt
Die Tendenz von Nylon, Feuchtigkeit zu absorbieren, kann zum Aufquellen und zu Eigenschaftsveränderungen führen, was ein Risiko für Teile mit engen Toleranzen darstellt. Valox PBT hingegen weist eine sehr geringe Feuchtigkeitsaufnahme auf. Dadurch wird sichergestellt, dass die Bauteile ihre spezifizierten Abmessungen und Leistungen über ihre gesamte Lebensdauer beibehalten.
Vergleichende Stabilität
Die Daten zeigen deutlich, warum Valox häufig für hochpräzise Anwendungen bevorzugt wird.
| Material | Feuchtigkeitsabsorption (bei 23°C, 50% RH) | Auswirkungen auf die Dimensionsstabilität |
|---|---|---|
| Valox PBT | Sehr niedrig (<0,2%) | Hoch |
| Nylon (PA66) | Mäßig (~2,5%) | Gering bis mäßig |
| PET | Niedrig (<0,6%) | Mäßig bis hoch |
Diese Stabilität macht Valox zu einer zuverlässigen Wahl für komplexe technische Konstruktionen.
Jenseits der Dimensionsstabilität
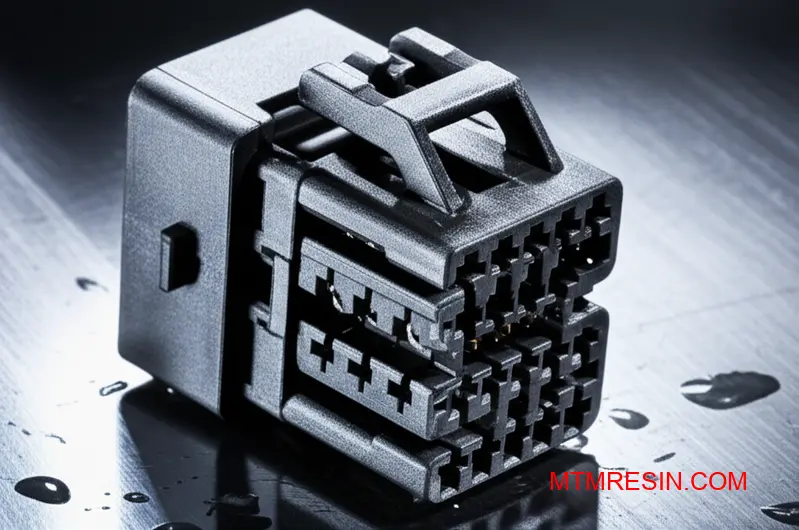
Die Vorteile des Valox-Harzes gehen über die Stabilität hinaus. Seine hervorragenden elektrischen Isolationseigenschaften machen es zur ersten Wahl für Steckverbinder in der Automobilindustrie und für Elektronikgehäuse. Diese Anwendungen erfordern eine gleichbleibende Leistung, bei der selbst geringe Materialveränderungen durch Feuchtigkeitsaufnahme im Laufe der Zeit zu kritischen Ausfällen führen können.
Darüber hinaus ist seine Beständigkeit gegen eine Vielzahl von Chemikalien, einschließlich Kfz-Flüssigkeiten und industrielle Lösungsmittel, ein wesentlicher Vorteil. Dies gewährleistet eine langfristige Zuverlässigkeit in aggressiven Betriebsumgebungen, ein Schlüsselfaktor für Komponenten, die in der Industrie oder im Automobilbereich eingesetzt werden.
Überlegungen zur Verarbeitung bei Schimmelpilzversuchen
Die Erzielung dieser Eigenschaften hängt von der richtigen Verarbeitung ab. Valox PBT ist empfindlich gegenüber Hydrolyse1 während des Formens, wenn das Granulat vorher nicht richtig getrocknet wird. Durch diesen chemischen Prozess kann die Polymerkette abgebaut werden, was die mechanische Festigkeit und Integrität des fertigen Teils erheblich schwächt.
Bei MTM stellen wir sicher, dass unsere Valox-Versuchsmaterialien unter optimalen Bedingungen gelagert werden. Dies verhindert derartige Probleme und ermöglicht es Ihrem Team in China, genaue Formversuche durchzuführen, ohne sich Sorgen zu machen, dass die Materialqualität die Ergebnisse beeinträchtigt.
| Parameter | Valox PBT | Nylon (PA66) |
|---|---|---|
| Trocknungstemperatur | 120-140°C | 80-90°C |
| Trocknungszeit | 2-4 Stunden | 2-4 Stunden |
| Schmelztemperatur | 240-260°C | 260-290°C |
| Temperatur der Form | 60-90°C | 80-120°C |
Zusammenfassend lässt sich sagen, dass Valox PBT eine außergewöhnliche Dimensionsstabilität und chemische Beständigkeit bietet, die für Präzisionsbauteile entscheidend sind. Der richtige Umgang mit dem Material ist der Schlüssel, um sein volles Potenzial auszuschöpfen und eine zuverlässige Leistung in anspruchsvollen Anwendungen von der Elektronik bis zu Automobilteilen zu gewährleisten.
Das Valox-Harz-Portfolio entschlüsseln: Von 310 bis 420SEO
Die Navigation durch das Valox-Harzportfolio kann komplex sein. Jede Sorte bietet unterschiedliche Eigenschaften, die für bestimmte Anwendungen zugeschnitten sind. Das Verständnis der Hauptunterschiede zwischen den Serien ist der erste Schritt, um eine fundierte Materialauswahl für Ihr Projekt zu treffen. Dies gilt insbesondere für anspruchsvolle Industrien.
Die wichtigsten Valox-Familien
Das Portfolio ist hauptsächlich in ungefüllte und verstärkte Typen unterteilt. Die 300er Serie repräsentiert die ungefüllten PBT-Harze, die für ihre hervorragende Verarbeitbarkeit und Oberflächengüte bekannt sind. Im Gegensatz dazu enthält die 400er-Serie eine Glasfaserverstärkung, die die mechanischen Eigenschaften deutlich verbessert.
Vergleich der wichtigsten Serien
| Serie | Hauptmerkmal | Hauptnutzen |
|---|---|---|
| Serie 300 | Ungefüllte PBT | Hervorragende Oberflächenästhetik und Fließfähigkeit |
| Serie 400 | Glasverstärktes PBT | Hohe Festigkeit und Steifigkeit |

Der Hauptunterschied innerhalb der Valox-Familie liegt zwischen den ungefüllten und den verstärkten Typen. Diese Wahl wirkt sich direkt auf die Leistungsmerkmale des fertigen Teils aus. Sie ist ein häufiges Gesprächsthema, wenn Kunden Materialien für Formversuche in China benötigen.
Serie 300 vs. Serie 400
Die Serie 300 ist ungefüllt und eignet sich ideal für Teile, die eine hochwertige Oberflächenbehandlung und komplizierte Details erfordern. Denken Sie an elektrische Steckverbinder oder Gerätegehäuse. Dank ihrer hervorragenden Fließeigenschaften eignet sie sich für komplexe Formengeometrien.
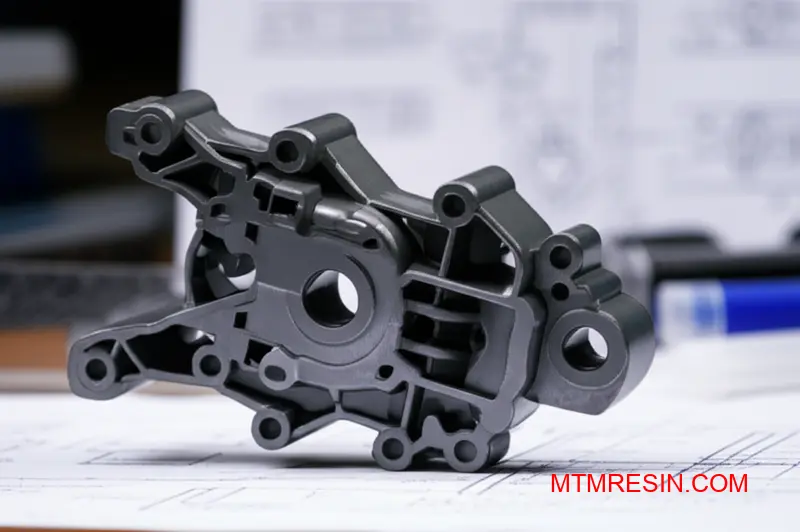
Die Serie 400 ist das Arbeitspferd für Strukturbauteile. Durch die Zugabe von Glasfasern entsteht ein Verbundwerkstoff mit überlegener Festigkeit, Steifigkeit und Dimensionsstabilität. Dies macht sie zur ersten Wahl für Automobilteile, industrielle Pumpengehäuse und tragende Halterungen, bei denen mechanische Integrität nicht verhandelbar ist.
Spezifische Sortenanwendungen
Valox 357
Valox 357 ist ein schlagzähmodifizierter, ungefüllter Typ. Er wird häufig in Anwendungen eingesetzt, die eine gute chemische Beständigkeit und eine höhere Zähigkeit als Standard-PBT erfordern, wie z. B. in bestimmten Sensorgehäusen für die Automobilindustrie.
Valox 420SEO
Valox 420SEO ist vielleicht die bekannteste Sorte. Es handelt sich um ein 30% glasgefülltes PBT mit einer V-0 Flammschutzklasse. Seine ausgewogene Kombination aus hoher Festigkeit, Steifigkeit und elektrischen Eigenschaften macht es zu einem Grundnahrungsmittel für Steckverbinder, Spulen und Schalter. Seine hervorragenden Kriechwiderstand2 ist hier entscheidend.
Valox 553
Valox 553 ist ein 30% glas- und mineralverstärktes Harz. Diese Mischung bietet einen sehr geringen Verzug und eine ausgezeichnete Dimensionsstabilität, eine häufige Anforderung für große, flache Karosserieteile oder komplizierte Elektronikgehäuse, bei denen Ebenheit eine wichtige Rolle spielt.
Die Kenntnis des Valox-Portfolios ist entscheidend für die Materialauswahl. Die ungefüllte Serie 300 zeichnet sich durch ihre Ästhetik aus, während die verstärkte Serie 400 strukturelle Festigkeit bietet. Sorten wie 420SEO und 553 bieten spezielle Eigenschaften für anspruchsvolle Elektro- und Automobilanwendungen.
Wichtige physikalische Eigenschaften: Warum Ingenieure Valox PBT bevorzugen
Der technische Vorsprung
Ingenieure entscheiden sich häufig für Valox PBT wegen seiner gleichbleibenden Leistung. Es ist ein zuverlässiges Material, das mechanische Festigkeit, Dimensionsstabilität und Verarbeitbarkeit in sich vereint. Das macht es zur ersten Wahl für komplexe Bauteile, bei denen ein Versagen nicht in Frage kommt. Vorhersagbare Ergebnisse sind entscheidend.
Gleichgewicht zwischen Leistung und Verlässlichkeit
Bei der Auswahl von Materialien ist es wichtig, mehrere Anforderungen miteinander in Einklang zu bringen. Valox zeichnet sich hier aus. Seine einzigartige Kombination von Eigenschaften stellt sicher, dass die Teile nicht nur die anfänglichen Spezifikationen erfüllen, sondern auch ihre Integrität über die gesamte Lebensdauer des Produkts bewahren, was für den Ruf der Marke und die Sicherheit entscheidend ist.
| Immobilien im Fokus | Typische Anwendung | Ergebnis |
|---|---|---|
| Mechanische Festigkeit | Gehäuse, Steckverbinder | Dauerhaftigkeit |
| Chemische Beständigkeit | Autoteile | Langlebigkeit |
| Elektrische Isolierung | Schalter, Steckdosen | Sicherheit |
Wesentliche Leistungsattribute
Der Wert von Valox PBT wird deutlich, wenn man sich seine spezifischen Beständigkeiten ansieht. In der Automobilbranche ist die ausgezeichnete chemische Beständigkeit von Valox ein großer Vorteil. Bauteile, die Ölen, Fetten und verschiedenen Kraftstoffen ausgesetzt sind, behalten ihre strukturelle Integrität und verhindern ein Aufquellen oder Reißen während der gesamten Lebensdauer des Fahrzeugs.
Elektrische Isolationseigenschaften
Bei elektrischen Anwendungen liegt der Schwerpunkt auf der Isolierung. Valox bietet eine hohe Durchschlagsfestigkeit3, entscheidend für die Vermeidung von Leckströmen. Seine stabile Dielektrizitätskonstante PBT kommt auch Hochfrequenzkomponenten zugute und gewährleistet die Signalintegrität in der modernen Elektronik. Dies ist entscheidend für Sicherheit und Leistung.
Stabilität bei Hitze
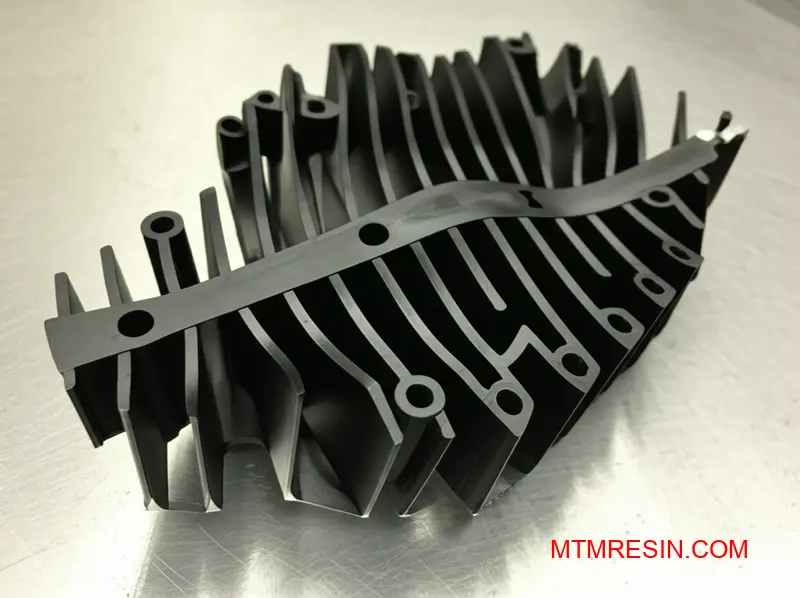
Hitze ist ein weiterer kritischer Faktor. Die hohe Wärmeformbeständigkeit der Valox-Sorten sorgt dafür, dass sich die Bauteile bei hohen Temperaturen nicht verziehen. Dies ist entscheidend für Teile unter der Motorhaube von Kraftfahrzeugen oder in kompakten, heiß laufenden elektronischen Geräten, wo die Leistung stabil bleiben muss.
| Eigentum | Relevanz für den Automobilsektor | Relevanz des Elektrosektors |
|---|---|---|
| Chemische Beständigkeit | Widersteht Ölen, Kraftstoffen und Lösungsmitteln | Beständig gegen Reinigungsmittel und Industriechemikalien |
| Dielektrische Festigkeit | Isoliert Sensoren und Steckverbinder | Verhindert Lichtbogenbildung in Schaltern und Steckdosen |
| Hitzebeständigkeit | Bewahrt die Integrität in der Nähe von Motoren | Bewältigt die Wärme von Hochleistungskomponenten |
Valox PBT wird von Ingenieuren wegen seiner robusten physikalischen Eigenschaften bevorzugt. Seine überragende chemische Beständigkeit, hohe Durchschlagfestigkeit und ausgezeichnete Wärmestabilität machen es zu einer zuverlässigen Wahl für kritische Komponenten in der anspruchsvollen Automobil- und Elektroindustrie und gewährleisten langfristige Leistung und Sicherheit.
Ungefülltes vs. glasgefülltes Valox: Auswirkungen auf die strukturelle Integrität
Die Wahl zwischen ungefülltem und glasgefülltem Valox ist eine wichtige Entscheidung für die strukturelle Integrität. Die Zugabe von Glasfasern verändert die Eigenschaften des Materials dramatisch. Es geht nicht nur um die Erhöhung der Festigkeit, sondern um einen Kompromiss zwischen Steifigkeit, Zähigkeit und sogar der Verarbeitung des Teils.
Ungefülltes Valox-Harz
Ungefülltes PBT, oder Valox, bietet gute Allzweckleistungen. Es hat eine ausgezeichnete chemische Beständigkeit und elektrische Eigenschaften. Seine strukturelle Verwendung eignet sich am besten für Bauteile, die keiner hohen mechanischen Belastung ausgesetzt sind, aber Maßhaltigkeit und eine gute Oberflächengüte erfordern.
Glasgefülltes Valox-Harz
Glasfaserverstärktes Valox verbessert die mechanischen Eigenschaften erheblich. Durch die Zugabe von Glasfasern werden Steifigkeit und Festigkeit erhöht, wodurch es sich für anspruchsvolle Anwendungen eignet. Allerdings kann diese Verstärkung die Schlagzähigkeit verringern und Herausforderungen bei der Verarbeitung mit sich bringen, die berücksichtigt werden müssen.
Vergleich der wichtigsten Leistungen
| Eigentum | Ungefülltes Valox | Glasgefülltes Valox |
|---|---|---|
| Steifigkeit | Mäßig | Sehr hoch |
| Zugfestigkeit | Gut | Ausgezeichnet |
| Schlagzähigkeit | Hoch | Mäßig |
| Oberflächenbehandlung | Ausgezeichnet | Gut |
Wenn wir über das Datenblatt hinausgehen, werden die Unterschiede zwischen ungefülltem und gefülltem Harz noch deutlicher. Das Hinzufügen von Glasfasern ist kein einfaches Upgrade; es verändert das Verhalten des Materials grundlegend. Wir raten unseren Kunden oft, diese praktischen Kompromisse während der Formversuche zu berücksichtigen.
Auswirkungen der Glasbewehrung
Glasverstärktes Valox bietet eine erhebliche Steigerung der Zugfestigkeit und Biegemodus4. Das macht es ideal für Teile, die sich unter Belastung biegen und verformen müssen, wie Halterungen, Gehäuse oder Verbindungsstücke. Die Fasern fungieren als Skelett innerhalb der Polymermatrix.
Der Kompromiss mit der Sprödigkeit
Diese zusätzliche Steifigkeit hat jedoch ihren Preis. Die Fasern können die Fähigkeit der Polymerkette unterbrechen, Aufprallenergie zu absorbieren, was zu einem spröderen Material führt. Ein ungefülltes Valox-Teil kann sich bei einem Aufprall verbeulen oder verformen, während eine glasgefüllte Version mit größerer Wahrscheinlichkeit reißen wird.
Überlegungen zur Verarbeitung
Außerdem kann die Ausrichtung der Glasfasern während des Spritzgießens eine anisotrope Schrumpfung verursachen, die zu Verzug führt. Dies ist ein häufiges Problem, bei dessen Lösung wir bei MTM helfen und sicherstellen, dass die Formen unserer Kunden so konstruiert sind, dass sie das einzigartige Verhalten von glasfaserverstärktem Valox berücksichtigen. Die Auswahl der richtigen Sorte ist entscheidend.
Glasgefülltes Valox bietet hervorragende Steifigkeit und Zugfestigkeit für tragende Teile. Ungefülltes Valox bietet eine bessere Schlagfestigkeit und eine feinere Oberflächenbeschaffenheit. Die endgültige Wahl hängt von der Abwägung dieser mechanischen Kompromisse ab, um die strukturellen Anforderungen Ihrer spezifischen Anwendung zu erfüllen.
Flammhemmende Überlegungen: Die Valox V0-Bewertungen verstehen
Bei der Entwicklung elektronischer Komponenten ist Flammschutz nicht nur ein Merkmal, sondern eine wichtige Sicherheitsanforderung. Die UL94 V0-Einstufung ist der Goldstandard für viele Anwendungen. Diese Einstufung gewährleistet, dass ein Material nach dem Kontakt mit einer Flamme schnell von selbst erlischt und das Brandrisiko minimiert wird.
Warum V0 ein Benchmark ist
Materialien wie Valox PBT werden häufig wegen ihrer hervorragenden elektrischen und mechanischen Eigenschaften gewählt. Das Erreichen einer V0-Einstufung, insbesondere bei dünnwandigen Konstruktionen, zeugt von einer hervorragenden Formulierung. Dies ist wichtig für Teile wie Steckverbinder und Schutzschalter, bei denen Wärme und elektrische Ströme konstant sind.
Verstehen der Bewertungen
Eine V0-Einstufung ist strenger als V1 oder V2, da sie eine minimale Verbrennung und kein brennendes Abtropfen zulässt.
| Bewertung | Brennende Zeit | Tropfend |
|---|---|---|
| V0 | Stoppt innerhalb von 10s | Keine erlaubt |
| V1 | Stoppt innerhalb von 30s | Keine erlaubt |
| V2 | Stoppt innerhalb von 30s | Flammende Tropfen erlaubt |
Diese Unterscheidung ist entscheidend für die Materialauswahl bei Formversuchen.
Für elektronische Komponenten ist die Einhaltung von Normen wie UL94 nicht verhandelbar. Die Herausforderung wird noch größer, wenn die Bauteile immer kleiner und dünner werden. Ein Material, das V0 bei 3,0 mm erreicht, kann bei 0,8 mm, einer üblichen Dicke für moderne Steckverbinder, versagen.
Die Feinheiten der UL94-Prüfung
Die vertikale Brennprüfung nach UL94 ist ein strenges Verfahren. Dabei wird eine Probe für eine bestimmte Zeit mit einer Flamme beaufschlagt und die Zeit gemessen, die sie braucht, um von selbst zu verlöschen. Dieses Verfahren hilft uns, die reale Leistung eines Materials unter thermischer Belastung zu verstehen und ist ein Schlüsselfaktor bei der Materialvalidierung.
Dünnwandige Leistung
Das Erreichen einer V0-Einstufung in dünnen Abschnitten ist eine bedeutende technische Leistung. Die reduzierte Materialmasse kann schneller durchbrennen. Dies ist der Punkt, an dem bestimmte Typen von flammhemmendem PBT, wie bestimmte Valox-Harze, wirklich glänzen. Sie sind so formuliert, dass die Flammwidrigkeit auch bei minimalen Dicken erhalten bleibt. Eine weitere wichtige Kennzahl, die wir oft berücksichtigen, ist die Grenzsauerstoffindex (LOI)5, die zur Quantifizierung der Entflammbarkeit beiträgt.
Empfohlene Valox-Güteklassen für V0
Bei meiner Arbeit bei MTM berate ich Kunden oft bei der Auswahl bestimmter Valox-Sorten auf der Grundlage der Wandstärke ihrer Anwendung.
| Valox Klasse | V0 Dicke (typisch) | Gemeinsame Bewerbung |
|---|---|---|
| Valox 420SEO | 0,75 mm | Steckverbinder, Schalter |
| Valox DR48 | 1,5 mm | Gehäuse, Steckdosen |
| Valox 357X | 0,4 mm | Miniatur-Komponenten |
Die Wahl der richtigen Sorte ist entscheidend für das Bestehen der Zertifizierung und die Gewährleistung der Produktzuverlässigkeit.
Die Auswahl des richtigen Valox-Typs mit einer UL94 V0-Einstufung in der erforderlichen Dicke ist für die Sicherheit und Konformität elektronischer Bauteile von entscheidender Bedeutung. Bei MTM führen wir diese speziellen flammhemmenden PBT-Sorten, um sicherzustellen, dass Ihre Formversuche diese Normen erfüllen.
Valox vs. Nylon 66: Die Wahl für elektrische Anwendungen
Bei der Auswahl eines Materials für elektrische Anwendungen, insbesondere für Steckverbinder, spielt die Umgebung eine große Rolle. Die Wahl zwischen Valox (PBT) und Nylon 66 (PA66) hängt oft von einem entscheidenden Faktor ab: Feuchtigkeit. Beide sind zwar hervorragende technische Thermoplaste, ihre Leistung unter feuchten Bedingungen unterscheidet sich jedoch erheblich.
Die Herausforderung von feuchten Umgebungen
Nylon 66 ist hygroskopisch, d. h. es absorbiert leicht Wasser aus der Luft. Diese Absorption kann seine Dimensionsstabilität und seine elektrischen Isolationseigenschaften beeinträchtigen. Für einen präzisen Steckverbinder ist dies ein großes Problem. Valox hingegen weist eine viel geringere Feuchtigkeitsaufnahme auf und ist damit eine stabilere Wahl.
Erster Eigenschaftsvergleich
| Eigentum | Valox (PBT) | Nylon 66 (PA66) |
|---|---|---|
| Feuchtigkeitsabsorption | Sehr niedrig | Hoch |
| Dimensionsstabilität | Ausgezeichnet | Angemessen (wenn nass) |
| Geeignetes Klima | feucht / nass | Trocken / Kontrolliert |
Diese Stabilität macht Valox zu einem zuverlässigen Material für Anwendungen, bei denen es auf Beständigkeit ankommt.
Das Hauptproblem von Nylon 66 in feuchten Umgebungen ist seine Anfälligkeit für Hydrolyse, bei der Wassermoleküle die Polymerketten aufspalten. Dieser Prozess verschlechtert mit der Zeit die mechanische und elektrische Integrität des Materials. Bei Teilen wie Steckverbindern für Kraftfahrzeuge, die den Elementen ausgesetzt sind, kann dies zu einem vorzeitigen Ausfall führen.
Technische Aufschlüsselung: PBT vs. PA66
Valox, eine Art von PBT, hat eine chemische Struktur, die von Natur aus wasserbeständiger ist. Seine geringere Feuchtigkeitsaufnahme bedeutet, dass seine physikalischen Abmessungen und elektrischen Eigenschaften selbst bei hoher Luftfeuchtigkeit bemerkenswert stabil bleiben. Dies ist ein entscheidender Vorteil für die Einhaltung enger Toleranzen bei Steckverbinderkonstruktionen. Die Eigenschaften des Materials Kristallinität6 trägt ebenfalls dazu bei, indem es eine kompaktere Struktur schafft, die das Eindringen von Wasser verhindert.
Auswirkungen auf die elektrische Leistung
Die Feuchtigkeitsaufnahme wirkt sich direkt auf die Isolierfähigkeit eines Materials aus. Wenn Nylon 66 Wasser absorbiert, können seine Durchschlagsfestigkeit und sein Durchgangswiderstand erheblich abnehmen. Aus unseren Tests mit Kunden geht hervor, dass diese Veränderung die Sicherheit und Zuverlässigkeit eines elektrischen Bauteils beeinträchtigen kann. Valox behält seine ausgezeichneten elektrischen Eigenschaften weitaus beständiger bei.
| Elektrisches Eigentum | Valox (PBT) in feuchter Luft | Nylon 66 (PA66) in feuchter Luft |
|---|---|---|
| Dielektrische Festigkeit | Stabil | Verringert |
| Volumenwiderstand | Stabil | Verringert |
| Änderung der Dimensionen | Minimal | Bedeutend |
Bei MTM empfehlen wir unseren Kunden oft Valox für Formversuche mit Teilen, die für feuchte Regionen bestimmt sind, um sicherzustellen, dass ihre Entwürfe die Validierung ohne feuchtigkeitsbedingte Rückschläge bestehen.
Bei elektrischen Anwendungen in feuchten Umgebungen sorgt die geringe Feuchtigkeitsaufnahme von Valox für eine hervorragende Dimensions- und elektrische Stabilität. Nylon 66 ist ein starkes Material, das jedoch durch Wasser beeinträchtigt wird. Daher ist Valox die zuverlässigere Wahl für Komponenten, die eine langfristige Leistungsbeständigkeit erfordern.
Konstruktionsrichtlinien für Valox: Rippen, Vorsprünge und Wanddicke
Bei der Konstruktion von Teilen mit Valox ist die Steuerung der Wanddicke die erste Verteidigungslinie gegen Defekte. Eine gleichmäßige Dicke ist ideal, aber wenn Abweichungen erforderlich sind, sollte der Übergang allmählich erfolgen. Abrupte Änderungen können zu Spannungskonzentrationen und Einfallstellen führen, insbesondere bei schnell reagierenden Materialien wie PBT.
Optimale Wanddicke
Die Beibehaltung der richtigen Wandstärke gewährleistet, dass das Valox-Material gleichmäßig fließt und gleichmäßig abkühlt. Dadurch werden Verformungen und Einfallstellen, die häufig auftreten, vermieden. Unsere Tests haben ergeben, dass die Einhaltung der empfohlenen Bereiche für die Qualität und Leistung der Teile entscheidend ist.
Allgemeine Valox-Dickensortimente
| Valox-Sorte Typ | Empfohlene Dicke (mm) |
|---|---|
| Unbesetzte Stellen | 1.0 - 3.5 |
| Glasgefüllt | 1.5 - 5.0 |
| Flammhemmend | 1.2 - 4.0 |
Grundlagen der Rippengestaltung
Rippen erhöhen die Festigkeit, ohne die Dicke oder das Gewicht wesentlich zu erhöhen. Schlecht gestaltete Rippen können jedoch kosmetische Probleme wie Einfallstellen verursachen. Entscheidend ist, dass die Grunddicke der Rippe nur einen Bruchteil der Dicke der angrenzenden Wand beträgt, in der Regel etwa 50-60%. Dadurch wird die Materialanhäufung minimiert.
Die richtige Konstruktion von Valox-Teilen ist mehr als nur Theorie; sie wirkt sich direkt auf die Produktionseffizienz und die Qualität des Endprodukts aus. Die teilkristalline Beschaffenheit von PBT bedeutet, dass es beim Abkühlen schrumpft, und dicke Abschnitte sind die Hauptursache für unschöne Einfallstellen auf der gegenüberliegenden Oberfläche.
Vorbeugung gegen häufige Defekte
Um diese Probleme zu vermeiden, ist das Verhältnis von Rippendicke zu Wanddicke nicht verhandelbar. Ich rate meinen Kunden immer, mit 50% zu beginnen und die Dicke nur zu erhöhen, wenn die Statik dies erfordert. Ein großzügiger Radius an der Basis der Rippe hilft auch der Schmelzflussindex7 und reduziert Stress.
Bewährte Praktiken im Rippendesign
| Parameter | Empfehlung | Begründung |
|---|---|---|
| Rippenhöhe | < 3x Wanddicke | Verhindert Kühlungsprobleme und Brüche. |
| Rippenbasis Radius | > 0,5x Wanddicke | Reduziert die Stresskonzentration. |
| Rippenabstände | > 2x Wanddicke | Sorgt für ausreichende Kühlung zwischen den Rippen. |
| Tiefgangswinkel | 0,5° - 1,5° pro Seite | Erleichtert das Auswerfen von Teilen. |
Bei MTM stellen wir sicher, dass Sie die richtige Valox-Sorte für Ihren Formversuch erhalten. So können Sie diese Konstruktionsprinzipien mit genau dem Material testen, das für die Produktion vorgesehen ist, was Ihnen später kostspielige Werkzeugänderungen erspart. Ein erfolgreicher Versuch validiert sowohl die Form als auch das Teiledesign.
Die Einhaltung der Valox-spezifischen Richtlinien für die Wanddicke und das Verhältnis von Rippe zu Wand ist unerlässlich. Diese Regeln verhindern häufige Gussfehler wie Einfallstellen und gewährleisten die strukturelle Integrität und ästhetische Qualität Ihrer fertigen PBT-Bauteile. Dieser proaktive Ansatz spart Zeit und senkt die Kosten.
Strategien zur Anschnittplatzierung für glasfaserverstärkte Valox-Teile
Beim Spritzgießen mit glasfaserverstärktem Valox ist die Anschnittplatzierung eine wichtige Entscheidung. Sie beeinflusst direkt, wie sich die Glasfasern in der Polymerschmelze ausrichten. Diese Ausrichtung bzw. Faserorientierung bestimmt die endgültige Festigkeit des Teils und kann bei falscher Handhabung zu Verzug führen. Eine korrekte Anschnittgestaltung für PBT ist von entscheidender Bedeutung.
Die Herausforderung der Faserausrichtung
Ein falscher Anschnitt führt dazu, dass sich die Fasern so ausrichten, dass innere Spannungen entstehen. Dies führt häufig dazu, dass sich die Teile nach dem Auswerfen verziehen. Ziel ist es, eine vorhersehbare und gleichmäßige Fließfront zu erzeugen, die sicherstellt, dass die Fasern so ausgerichtet sind, dass sie das Teil dort verstärken, wo es die größte Festigkeit benötigt.
Schweißnahtlinien und Ästhetik
Schweißlinien entstehen dort, wo zwei Schmelzfronten aufeinandertreffen. Bei glasgefülltem Valox vermischen sich die Fasern nicht über diese Linie, wodurch eine Schwachstelle und ein sichtbarer Oberflächenfehler entsteht. Die Position des Anschnitts bestimmt, wo diese Schweißlinien auf dem fertigen Teil erscheinen.
| Standort des Tores | Auswirkungen auf die Faserausrichtung | Auswirkungen auf Schweißnähte |
|---|---|---|
| Ende des Teils | Richtet die Fasern entlang des Fließwegs aus | Schiebt die Schweißnaht an das Ende des Teils |
| Zentrum des Teils | Erzeugt ein radiales Fasermuster | Kann mehrere Schweißlinien an Kanten erzeugen |
| In der Nähe des kritischen Bereichs | Kann bestimmte Merkmale verstärken | Kann eine Schweißnaht an einem schwachen Punkt platzieren |

Die Physik hinter diesen Problemen ist einfach, aber kritisch. Glasfasern verhalten sich wie winzige Stahlstäbe in Beton; sie sorgen nur entlang ihrer Länge für Festigkeit. Wenn das Valox-Harz in die Form fließt, richten sich diese Fasern mit der Fließrichtung aus, ähnlich wie Baumstämme in einem Fluss. Diese Ausrichtung ist die Ursache für viele Probleme.
Verzug durch Faserausrichtung verstehen
Das wichtigste Thema ist Anisotrope Schrumpfung8. Das Material schrumpft weniger in Richtung der Faserorientierung und mehr in Querrichtung. Diese unterschiedliche Schrumpfung erzeugt innere Spannungen, die das Teil beim Abkühlen verbiegen oder verdrehen. Ein schlechtes Anschnittdesign PBT verschlimmert diesen Effekt.
Verstärkung schwacher Schweißnähte
Die Festigkeit der Schweißnaht ist ein großes Problem. Da die Fasern die Schweißnaht nicht kreuzen, können diese Bereiche deutlich schwächer sein als der Rest des Teils. In unseren Tests mit Kunden haben wir festgestellt, dass ein gut platzierter Anschnitt eine Schweißnaht in einen unkritischen Bereich verschieben kann, wodurch die strukturelle Integrität des Teils erhalten bleibt.
| Problem | Gate-Strategie-Lösung | Erwartetes Ergebnis |
|---|---|---|
| Verzug | Tor entlang der längsten Achse | Fördert einen gleichmäßigen, unidirektionalen Fluss |
| Schwache Schweißnaht | Positionieren Sie das Tor, um die Schweißlinie zu verschieben. | Platziert die Schwachstelle in einem spannungsarmen Bereich |
| Oberfläche Fleck | Verwenden Sie einen Ventilator oder ein Tab-Gate | Reduziert die Scherung und verbessert die Oberflächengüte |
Bei MTM helfen wir unseren Kunden oft bei der Analyse ihrer Anschnittkonstruktion. Manchmal kann eine einfache Anpassung kostspielige Werkzeugänderungen verhindern. Es geht darum, die Fließfront des Valox-Harzes von Anfang an zu kontrollieren.
Die richtige Anschnittplatzierung bei glasfaserverstärktem Valox ist nicht nur ein Vorschlag, sondern eine Anforderung. Sie bestimmt die Faserausrichtung und die Lage der Bindenähte und wirkt sich direkt auf die mechanische Festigkeit, die Dimensionsstabilität und das Aussehen des Teils aus. Ein strategisches Anschnittdesign ist entscheidend für ein erfolgreiches Gussergebnis.
Kontrolle von Schrumpfung und Verzug bei Valox PBT
Die Kontrolle von Schrumpfung und Verzug bei Valox PBT ist eine häufige Herausforderung. Der Erfolg hängt von der Beherrschung der wichtigsten Verarbeitungsparameter ab. Diese Anpassungen wirken sich direkt auf die Dimensionsstabilität des fertigen Teils aus und verhindern kostspielige Spritzgießfehler.
Wichtige Verarbeitungsparameter
Die Feinabstimmung Ihres Verfahrens ist entscheidend. Das Zusammenspiel von Kühlung und Verpackung bestimmt das Ergebnis. Kleine Änderungen können hier erhebliche Auswirkungen auf die Qualität der Teile haben.
Die Rolle der Abkühlungszeit
Eine ausreichende Abkühlzeit ermöglicht es der kristallinen Struktur, sich richtig zu verfestigen. Wird dieser Schritt übereilt durchgeführt, kommt es häufig zu einer unvorhersehbaren Schrumpfung, wenn das Teil außerhalb der Form abkühlt. Dies kann zu starkem Verzug führen.
Auswirkungen des Packungsdrucks
Der Packungsdruck kompensiert die Schrumpfung des Materials beim Abkühlen. Durch die korrekte Anwendung wird sichergestellt, dass der Hohlraum vollständig gefüllt wird, wodurch Hohlräume und Einfallstellen reduziert werden.
| Parameter | Auswirkung auf die Schrumpfung | Auswirkungen auf den Verzug |
|---|---|---|
| Erhöhter Packungsdruck | Verringert | Kann zunehmen (wenn ungleichmäßig) |
| Verlängerte Abkühlzeit | Stabilisiert | Rückgänge (falls einheitlich) |
| Abgesunkene Schmelztemperatur | Erhöht | Kann erhöhen |
| Erhöhte Schimmelpilztemperatur | Verringert | Kann abnehmen (wenn einheitlich) |
Als teilkristallines Material verhält sich Valox PBT beim Abkühlen anders. Die Polymerketten organisieren sich in geordneten Strukturen, was zu einer erheblichen Volumenverringerung führt. Dieser Prozess ist der Hauptgrund für die hohe Valox-Schrumpfungsrate.
Fehlersuche für Ingenieure
Konzentrieren Sie sich bei Fehlern auf das Verhältnis zwischen Druck und Zeit. Ziel ist es, den Übergang des Materials von einem geschmolzenen zu einem festen Zustand in der Form zu steuern.
Das Problem der unzureichenden Verpackung
Wenn der Packdruck zu niedrig ist oder zu kurz anliegt, zieht sich das Material beim Kristallisieren von den Formwänden ab. Dies führt zu einer unerwartet hohen Volumetrische Schrumpfung9 und kann zu Einfallstellen oder Löchern führen. Dies ist eine häufige Ursache für defekte Teile.
Auswuchtparameter für reduzierten Verzug PBT
Um den Verzug von PBT-Teilen zu reduzieren, ist ein ausgewogener Ansatz erforderlich. Ein hoher Packdruck reduziert zwar die Schrumpfung, kann aber bei ungleichmäßiger Anwendung innere Spannungen erzeugen, die später zu Verzug führen. Wir raten unseren Kunden häufig, mit einem moderaten Druck zu beginnen und diesen je nach Teilegeometrie anzupassen.
| Szenario | Symptom | Empfohlene Maßnahmen |
|---|---|---|
| Niedriger Packungsdruck | Einfallstellen, hohe Schrumpfung | Erhöhung des Packungsdrucks oder der Dauer |
| Hoher Packungsdruck | Blitz, hohe innere Spannung | Packungsdruck verringern, Klammertonnage prüfen |
| Kurze Abkühlzeit | Verformung nach dem Auswerfen | Verlängerung der Abkühlungszeit, Gewährleistung einer gleichmäßigen Abkühlung |
Eine konstante Versorgung mit Valox aus einer zuverlässigen Quelle wie MTM ist von entscheidender Bedeutung. So können Sie einen stabilen Prozess entwickeln, ohne sich Sorgen machen zu müssen, dass Materialschwankungen Ihre Ergebnisse beeinträchtigen.
Die effektive Steuerung von Valox PBT erfordert ein Gleichgewicht zwischen Kühlzeit und Verpackungsdruck. Diese Kontrolle ist von grundlegender Bedeutung, um häufige Spritzgießfehler zu vermeiden und sicherzustellen, dass die Teile die genauen Maßangaben erfüllen.
Schneckendesign und Einspritzgeschwindigkeit für PBT
Bei der Verarbeitung von PBT müssen Schneckendesign und Einspritzgeschwindigkeit sorgfältig berücksichtigt werden, um optimale Ergebnisse zu erzielen. Unsere Tests haben gezeigt, dass eine Universalschnecke in der Regel ausreicht, aber es kommt auf die Details an. Bei Materialien wie Valox verhindert die richtige Einstellung eine Zersetzung und gewährleistet die Integrität der Teile.
Empfohlene Schraubenparameter
Ideal ist eine Schnecke mit einem Verhältnis von Länge zu Durchmesser (L/D) zwischen 20:1 und 24:1. Dies ermöglicht eine ausreichende Verweilzeit für ein gleichmäßiges Schmelzen, ohne dass die Gefahr eines thermischen Abbaus besteht. Das Kompressionsverhältnis sollte moderat gehalten werden.
| Parameter | Empfohlener Wert | Grund |
|---|---|---|
| L/D-Verhältnis | 20:1 - 24:1 | Sorgt für gleichmäßiges Schmelzen |
| Verdichtungsverhältnis | 2.5:1 - 3.0:1 | Verhindert übermäßige Scherhitze |
| Schraube Typ | Allgemeiner Zweck | Ausreichend für die meisten PBT-Sorten |
Ein Hinweis zu Düsen
Verwenden Sie immer eine Freistrahl-Düse. Vermeiden Sie Verschlussdüsen, da die von ihnen verursachte Scherung PBT leicht zersetzen kann, was zu spröden Teilen führt. Dieses kleine Detail kann einen erheblichen Unterschied in der Qualität des Endprodukts ausmachen.

Die Einspritzgeschwindigkeit ist ein kritischer Balanceakt beim Spritzgießen von PBT. Aufgrund seiner niedrigen Schmelzviskosität fließt es leicht, aber diese Eigenschaft macht es auch anfällig für Probleme, wenn die Geschwindigkeit nicht richtig gesteuert wird. Sie müssen den goldenen Mittelweg zwischen dem Füllen des Teils und der Beschädigung des Materials finden.
Vermeiden von Scherbrand
Hohe Einspritzgeschwindigkeiten erzeugen eine erhebliche Reibung bzw. Scherspannung innerhalb der Polymerketten. Dies kann zum Verbrennen des Materials führen und dunkle Schlieren auf dem Teil hinterlassen. Wenn wir mit Kunden an ihren Valox-Versuchen arbeiten, raten wir immer, mit einer moderaten Geschwindigkeit zu beginnen und diese vorsichtig zu erhöhen.
Füllen von dünnwandigen Abschnitten
Umgekehrt kann eine zu langsame Einspritzgeschwindigkeit zu einem vorzeitigen Einfrieren führen, was insbesondere bei dünnwandigen Teilen zu kurzen Schüssen führt. Bei komplexen Geometrien ist oft ein mehrstufiges Einspritzprofil erforderlich, um das Teil vollständig zu füllen, ohne Scherbrände zu verursachen. Der Schlüssel dazu ist die Verwendung einer höheren Geschwindigkeit für dünne Abschnitte und einer langsameren für dickere Bereiche. Eine hohe Schergeschwindigkeit10 können das Material schnell zersetzen, wenn sie nicht beachtet werden.
| Injektionsphase | Geschwindigkeit | Anmeldung |
|---|---|---|
| Erstbefüllung | Mäßig | Füllt Kufen und Torbereich reibungslos aus |
| Haupt-Füllung | Schnell | Füllt dünnwandige Abschnitte schnell |
| Packen/Halten | Langsam | Packt dicke Abschnitte aus, reduziert Senken |
Wir von MTM helfen unseren Kunden, diese Probleme zu lösen, indem wir sicherstellen, dass sie über das richtige Material und die grundlegenden Kenntnisse für einen erfolgreichen Prozess verfügen.
Zusammenfassend lässt sich sagen, dass ein erfolgreiches PBT-Spritzgießen von einer gut gewählten Schnecke und einer ausgewogenen Einspritzgeschwindigkeit abhängt. Ein geeignetes L/D-Verhältnis verhindert Materialabbau, während eine sorgfältig kontrollierte Einspritzgeschwindigkeit eine vollständige Füllung ohne scherbedingte Defekte gewährleistet.
Steckverbinder für die Automobilindustrie: Warum Valox der Standard bleibt
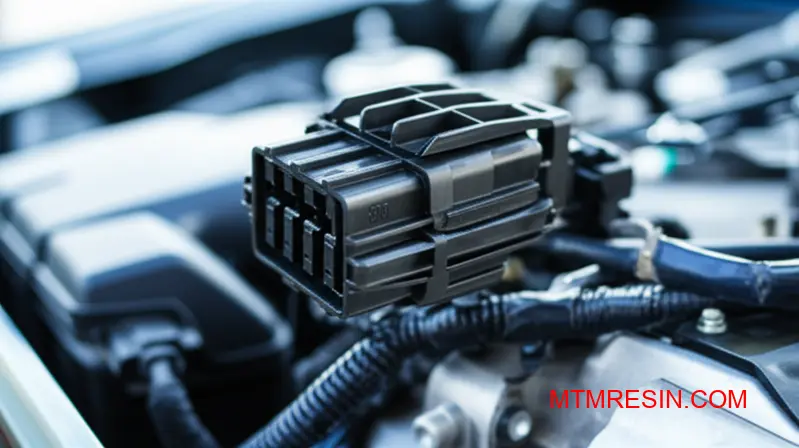
Bei der Auswahl eines Kunststoffs für Steckverbinder in der Automobilindustrie stellt die Umgebung unter der Motorhaube die größte Herausforderung dar. Valox PBT ist nicht zufällig zum Standard geworden, sondern weil es dort, wo es am wichtigsten ist, konstant Leistung bringt. Es widersteht zuverlässig extremen Temperaturen, Vibrationen und chemischen Belastungen, wie sie im Motorraum üblich sind.
Zentrale Leistungsanforderungen
Für Ingenieure ist die Wahl des Materials entscheidend. Ein Versagen ist keine Option, wenn es um die Sicherheit und Zuverlässigkeit von Fahrzeugen geht. Valox bietet ein ausgewogenes Profil, das diese strengen Anforderungen erfüllt und sicherstellt, dass die Steckverbinder ihre Integrität über die gesamte Lebensdauer des Fahrzeugs beibehalten. Unten finden Sie einen vereinfachten Vergleich.
| Eigentum | Anforderung | Valox Leistung |
|---|---|---|
| Thermische Stabilität | Widerstandsfähig -40°C bis 150°C | Ausgezeichnet |
| Chemische Beständigkeit | Beständig gegen Öle, Kraftstoffe und Fette | Hoch |
| Elektrische Isolierung | Hohe Durchschlagsfestigkeit | Ausgezeichnet |
| Dimensionsstabilität | Geringe Feuchtigkeitsaufnahme | Hoch |
Der wirkliche Test für PBT-Anwendungen unter der Motorhaube besteht darin, dass sie langfristig rauen Bedingungen ausgesetzt sind. Es geht nicht nur darum, ein einzelnes Ereignis zu überstehen, sondern um einen jahrelangen Einsatz. Die Valox-Sorten sind speziell für eine überragende chemische Beständigkeit gegen Flüssigkeiten entwickelt worden, die andere Materialien zersetzen würden.
Beständigkeit gegen Kfz-Flüssigkeiten
Steckverbinder sind häufig mit Motoröl, Benzin, Bremsflüssigkeit und Kühlmittel in Kontakt. Diese Chemikalien können dazu führen, dass die Materialien anschwellen, weich werden oder reißen. Valox PBT behält seine strukturellen und elektrischen Eigenschaften bei und verhindert so einen vorzeitigen Ausfall. Diese Widerstandsfähigkeit verringert das Risiko kostspieliger Garantieansprüche und gewährleistet die Zuverlässigkeit des Systems.
Thermische Zyklen überleben
Ein Motorraum ist ständigen Temperaturschwankungen ausgesetzt, von eiskalten Starts bis hin zu großer Betriebshitze. Diese Temperaturschwankungen können dazu führen, dass sich Materialien ausdehnen und zusammenziehen, was zu Mikrorissen und Verbindungsfehlern führt. Valox weist minimale Dimensionsänderungen auf, ein Schlüsselfaktor zur Vermeidung von Problemen wie Chemische Spannungsrissbildung11 in Kombination mit mechanischen und chemischen Belastungen.
| Flüssigkeitsexposition | Valox-Widerstand | Auswirkungen auf Steckverbinder |
|---|---|---|
| Motoröl / Schmierfett | Ausgezeichnet | Keine Schwellung oder Verlust der Integrität |
| Benzin/Diesel | Sehr gut | Erhält die Dichtheit und Verbindungskraft aufrecht |
| Bremsflüssigkeit | Ausgezeichnet | Verhindert Materialverschlechterung |
| Kühlmittel (Glykol) | Sehr gut | Stabile Leistung im Laufe der Zeit |
Wir bei MTM liefern oft bestimmte Valox-Sorten an Kunden für Formversuche in China, um sicherzustellen, dass ihre Teile diese anspruchsvollen Anforderungen unter der Motorhaube von Anfang an erfüllen.
Die Mischung aus thermischer Stabilität, chemischer Beständigkeit und Maßhaltigkeit von Valox PBT macht es zum Maßstab für Steckverbinder unter der Motorhaube. Seine bewährte Leistung in diesen anspruchsvollen Umgebungen sorgt für die langfristige Zuverlässigkeit, die in modernen Automobilanwendungen erforderlich ist, und verhindert kostspielige Ausfälle im Laufe der Zeit.
Steigern Sie Ihren Projekterfolg: Wählen Sie MTM für Valox PBT
Sind Sie bereit für die nahtlose Beschaffung von Valox PBT und Formversuche in China? Wenden Sie sich jetzt an MTM, um sofortigen Zugang zu vorrätigem Valox in technischer Qualität und fachkundige Beratung zu erhalten - ohne Versand nach Übersee oder Verzögerungen. Holen Sie sich ein schnelles Angebot ein, beschleunigen Sie Ihre Feinmechanik und sichern Sie sich die Materialkonsistenz mit dem zuverlässigen lokalen Support von MTM!

-
Verstehen Sie, wie sich dieser chemische Prozess auf die Materialintegrität und die Leistung der Teile bei der Hochtemperaturverarbeitung auswirken kann. ↩
-
Erfahren Sie, wie sich diese Eigenschaft auf die langfristige Leistung von Bauteilen unter konstanter Belastung auswirkt, die für die Konstruktion von Bauteilen entscheidend ist. ↩
-
Das Verständnis dieser Eigenschaft hilft bei der Entwicklung sicherer und zuverlässiger elektrischer Hochspannungskomponenten. ↩
-
Die Kenntnis dieser Eigenschaft hilft bei der Vorhersage der Biegefestigkeit eines Materials unter Last. ↩
-
Verstehen Sie, wie dieser Index die Entflammbarkeit von Materialien quantifiziert und so die Auswahl von Materialien für kritische Anwendungen erleichtert. ↩
-
Erfahren Sie, wie die innere Struktur eines Materials seine Leistung und Feuchtigkeitsbeständigkeit in der Praxis bestimmt. ↩
-
Die Kenntnis dieser Eigenschaft hilft bei der Vorhersage des Materialverhaltens während des Gießens und verbessert die Konstruktionsgenauigkeit und Prozesssteuerung. ↩
-
Erfahren Sie, wie diese Eigenschaft Verzug verursacht und die Maßhaltigkeit von Formteilen beeinträchtigt. ↩
-
Das Verständnis dieses Konzepts hilft bei der Vorhersage des Materialverhaltens und der Verbesserung der Teilequalität über einfache lineare Messungen hinaus. ↩
-
Das Verständnis dieses Konzepts ist der Schlüssel zur Optimierung des Materialflusses und zur Verhinderung des molekularen Abbaus während des Einspritzvorgangs. ↩
-
Das Verständnis dieses Versagensmechanismus ist von entscheidender Bedeutung für die Entwicklung langlebiger Kunststoffteile, die den üblichen Kfz-Chemikalien ausgesetzt sind. ↩