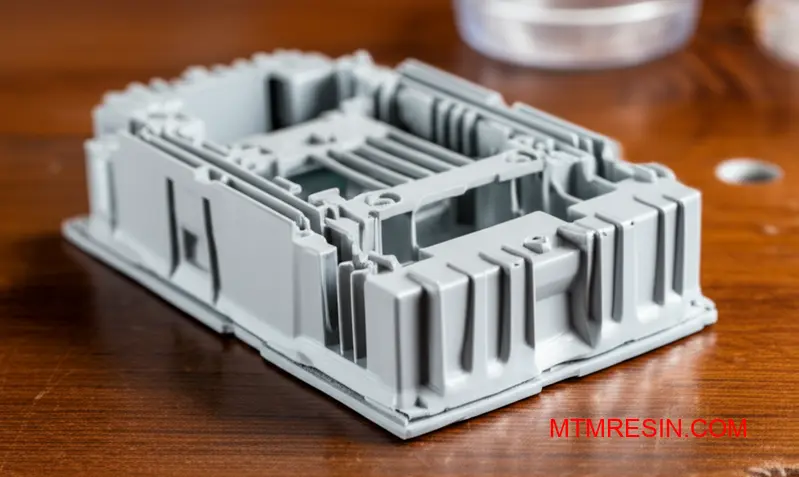
Benötigen Sie Hilfe bei der Auswahl des richtigen Bayblend PC/ABS-Typs für Ihr nächstes Projekt? Ingenieure haben bei der Konstruktion von Automobil- oder Elektronikgehäusen oft Probleme mit den Materialspezifikationen, insbesondere wenn aus Zeitgründen sofortige Formversuche in China erforderlich sind.
Bayblend PC/ABS kombiniert die Hitzebeständigkeit von Polycarbonat mit der Verarbeitbarkeit von ABS und schafft so eine technische Legierung, die sich ideal für Anwendungen in der Automobil- und Elektronikindustrie eignet, die sowohl Schlagfestigkeit als auch Dimensionsstabilität erfordern.

Dieser Leitfaden deckt alles ab, von der Sortenwahl zwischen T-Serie und FR-Varianten bis hin zu Verarbeitungsparametern und Beschaffungsstrategien. Sie erfahren, welche spezifischen Sorten wie T65 XF oder FR3010 für Ihre Projektanforderungen geeignet sind und wie Sie häufige Probleme beim Formen vermeiden können.
Optimierung von Engineering-Projekten mit Bayblend PC/ABS-Legierungen
Wenn Ingenieure ein Material benötigen, das keine Kompromisse eingeht, ist Bayblend PC/ABS oft die Antwort. Dieses Blend von Covestro kombiniert auf gekonnte Weise die Festigkeit und Wärmebeständigkeit von Polycarbonat (PC) mit der Flexibilität und Verarbeitbarkeit von Acrylnitril-Butadien-Styrol (ABS). Es schafft ein einzigartig ausgewogenes Profil.
Key Property Balance
Dieses Material bietet eine hohe Schlagzähigkeit auch bei niedrigen Temperaturen, eine ausgezeichnete Wärmebeständigkeit und gute Fließeigenschaften für komplexe Teile. Diese Kombination macht ihn zu einer zuverlässigen Wahl für anspruchsvolle Anwendungen, bei denen die Leistung entscheidend ist.
Gemeinsame Anwendungen
Wir sehen, dass es häufig in Projekten für die Innenausstattung von Fahrzeugen und Elektronikgehäusen eingesetzt wird. In diesen Bereichen sind Haltbarkeit, Ästhetik und gleichbleibende Leistung nicht verhandelbar. Die Verwendung des richtigen Materials von Anfang an ist der Schlüssel für erfolgreiche Formversuche.
| Eigentum | Nutzen Sie | Zielindustrie |
|---|---|---|
| Hohe Zähigkeit | Langlebigkeit, Stoßfestigkeit | Automobilindustrie, Konsumgüter |
| Hitzebeständigkeit | Stabilität in rauen Umgebungen | Elektronik, Haushaltsgeräte |
| Guter Fluss | Komplexe Formgestaltungen | Alle Spritzgießen |

Die Auswahl des richtigen Bayblend-Typs ist ein entscheidender Schritt, der sorgfältige Überlegungen erfordert. Es geht nicht nur darum, eine PC/ABS-Mischung auszuwählen, sondern auch darum, bestimmte Leistungsanforderungen an eine bestimmte Formulierung zu stellen. Bei manchen Projekten steht der Flammschutz im Vordergrund, während andere eine verbesserte UV-Stabilität oder eine spezielle Farbabstimmung benötigen.
Navigieren bei der Auswahl von Klassen
So ist beispielsweise ein flammhemmender (FR) Typ wie Bayblend FR3010 für Elektronikgehäuse unerlässlich, um die Sicherheitsstandards zu erfüllen. Im Gegensatz dazu könnte ein Bauteil für das Armaturenbrett eines Fahrzeugs eine Qualität mit geringen Emissionen und hoher Hitzebeständigkeit erfordern, um der Sonneneinstrahlung standzuhalten, ohne sich zu verformen oder zu degradieren.
Die Rolle der Polymermischung
Die Leistung dieser Legierungen hängt stark von den Mischbarkeit1 zwischen den Phasen PC und ABS. Dieser Faktor wirkt sich direkt auf die endgültigen mechanischen Eigenschaften aus. Eine gut formulierte Mischung stellt sicher, dass Sie die gewünschte Kombination aus Festigkeit und Verarbeitbarkeit erhalten und Probleme wie Sprödigkeit oder Delamination vermieden werden. Wir von MTM helfen unseren Kunden bei dieser Auswahl und stellen sicher, dass die Materialien für ihre Formversuche in China genau den Projektspezifikationen entsprechen.
| Bayblend Qualität | Primäres Merkmal | Typische Anwendung |
|---|---|---|
| T65 XF | Hoher Durchfluss, ausgeglichene Eigenschaften | Dünnwandige Gehäuse |
| FR3010 | V-0 Flammwidrigkeit @ 1,5 mm | Elektronische Gehäuse |
| T85 XF | Hohe Hitzebeständigkeit | Kfz-Innenteile |
Bayblend PC/ABS bietet eine vielseitige Lösung für komplexe technische Anforderungen in der Automobil- und Elektronikindustrie. Die richtige Materialauswahl ist entscheidend für den Projekterfolg. Mit einem zuverlässigen lokalen Partner wie MTM in China können Sie sicher sein, dass Sie das richtige Material für effiziente und genaue Formversuche erhalten.
Die Synergie von Polycarbonat und ABS: Die Chemie verstehen
Polycarbonat (PC) und Acrylnitril-Butadien-Styrol (ABS) sind schon für sich genommen leistungsstark. Aber wenn sie gemischt werden, entsteht eine überlegene Legierung. Diese Kombination löst gängige technische Herausforderungen, indem sie die Stärken beider Materialien in einem vielseitigen Polymer vereint.
Gleichgewicht zwischen Stärke und Verarbeitbarkeit
PC bietet eine hervorragende Schlagzähigkeit, lässt sich aber nur schwer verarbeiten. ABS hingegen lässt sich gut verarbeiten, ist aber nicht so hitzebeständig und schlagfest wie PC. Durch die Mischung entsteht ein Material, das leichter zu formen ist als reines PC.
Schaffung einer vielseitigen Legierung
Die PC/ABS-Legierung verfügt über wichtige Eigenschaften beider Ausgangsmaterialien. Diese Synergie führt zu einem ausgewogenen Profil, das sie zu einer ersten Wahl für komplexe Anwendungen macht. Im Folgenden finden Sie einen einfachen Vergleich auf der Grundlage unserer Labortests.
| Eigentum | Polycarbonat (PC) | ABS | PC/ABS-Legierung |
|---|---|---|---|
| Schlagfestigkeit | Ausgezeichnet | Gut | Sehr gut |
| Hitzebeständigkeit | Hoch | Mäßig | Gut |
| Verarbeitbarkeit | Messe | Ausgezeichnet | Gut |
| Kosten | Höher | Unter | Mäßig |

Auf mikroskopischer Ebene ist eine PC/ABS-Mischung ein faszinierendes Beispiel für die Polymerwissenschaft. Die beiden Materialien sind nicht vollständig mischbar. Stattdessen bilden sie eine mehrphasige Struktur, in der ein Polymer im anderen dispergiert ist. Diese einzigartige Anordnung ist der Schlüssel zu ihrer Leistung.
Die Morphologie von Polymeren verstehen
Die spezifische Struktur bzw. Polymermorphologie bestimmt die endgültigen Eigenschaften. Bei den meisten PC/ABS-Typen, wie der bekannten Bayblend-Serie, wird häufig eine co-kontinuierliche Phasenstruktur gewünscht. Dadurch wird sichergestellt, dass die Eigenschaften beider Polymere im gesamten Material wirksam zum Ausdruck kommen.
Die Rolle der Kompatibilisatoren
Um diese Mischung zu stabilisieren und die Haftung zwischen der PC- und der ABS-Phase zu verbessern, werden häufig Kompatibilisierungsmittel hinzugefügt. Diese Mittel wirken an der Grenzfläche der beiden Polymere. Sie verhindern eine Phasentrennung während des Formens, was eine gleichbleibende mechanische Leistung des fertigen Teils gewährleistet. Die Wahl des Kompatibilisierungsmittels ist entscheidend für optimale Ergebnisse.
Wir von MTM beraten unsere Kunden häufig bei der Auswahl der richtigen Sorte. Das Verhältnis von PC zu ABS bestimmt die endgültige Ausgewogenheit der Eigenschaften. Ein höherer PC-Anteil verbessert die Schlagzähigkeit und Hitzebeständigkeit, während mehr ABS die Fließfähigkeit verbessert und die Kosten senkt.
| PC/ABS-Verhältnis | Hauptnutzen | Gemeinsame Bewerbung |
|---|---|---|
| Hoher PC | Erhöhte Zähigkeit | Auto-Stoßstangen |
| Ausgewogene | Allround-Leistung | Elektronik-Gehäuse |
| Hohe ABS | Besserer Fluss, niedrigere Kosten | Konsumgüter |
Dies ist ein klassisches Beispiel für amorphe thermoplastische Mischungen2 ein Material zu schaffen, das weitaus nützlicher ist als seine einzelnen Bestandteile.
PC/ABS-Legierungen kombinieren meisterhaft die Zähigkeit von Polycarbonat mit der Verarbeitbarkeit von ABS. Diese Synergie schafft ein ausgewogenes, kosteneffizientes Material, das sich für anspruchsvolle Anwendungen eignet, von Automobilteilen bis hin zu Unterhaltungselektronik, und das dort Leistung bietet, wo einzelne Polymere versagen.
Die Wahl des richtigen Bayblend-Typs hängt oft von einer Schlüsselfrage ab: Ist Flammschutz eine Anforderung? Dieser einzige Faktor teilt das Portfolio in zwei Hauptrichtungen. Allzweckqualitäten bieten hervorragende mechanische Eigenschaften und Ästhetik für alltägliche Anwendungen, bei denen der Brandschutz nicht die Hauptrolle spielt.
Allzweck-Sorten
Diese Materialien sind die Arbeitspferde für Gehäuse und Strukturteile. Sie bieten ein ausgewogenes Profil aus Schlagzähigkeit, Hitzebeständigkeit und Verarbeitbarkeit. Denken Sie an Gehäuse von Unterhaltungselektronik oder Innenraumkomponenten von Kraftfahrzeugen, die keine kritischen Stromquellen beherbergen. Sie sind in der Regel kostengünstiger.
Flammhemmende Eigenschaften
Wenn Ihre Anwendung spezielle Sicherheitszertifizierungen erfordert, müssen Sie sich an die flammhemmenden (FR) Serien wenden. Diese Qualitäten sind so konstruiert, dass sie sich selbst löschen, wenn sie einer Flamme ausgesetzt werden - eine wichtige Eigenschaft für Produkte, die an eine Steckdose angeschlossen werden oder Batterien enthalten.
| Klasse Kategorie | Primärer Anwendungsfall | Hauptmerkmal |
|---|---|---|
| Allgemeiner Zweck | Strukturelle Gehäuse, ästhetische Abdeckungen | Ausgewogene mechanische Eigenschaften |
| Flammhemmend | Schaltschränke, Netzadapter | Erfüllt die Entflammbarkeitsnorm UL94 |

Das Bayblend-Portfolio ist klar segmentiert, um die Auswahl zu erleichtern. Die beiden bekanntesten Familien sind die T-Serie (für allgemeine Zwecke) und die FR-Serie (flammhemmend). Meine Kunden bei MTM brauchen oft Klarheit darüber, welchen Weg sie für ihre Formversuche in China einschlagen sollen.
Bayblend T-Serie
Die Bayblend T-Serie Typen, wie T65 XF oder T85 XF, sind Standard-PC/ABS-Mischungen. Sie sind für Zähigkeit, Steifigkeit und hervorragende Fließeigenschaften optimiert. Sie sind ideal für Teile, bei denen die mechanische Leistung im Vordergrund steht und keine strengen Anforderungen an die Entflammbarkeit seitens der Aufsichtsbehörden bestehen.
Bayblend FR-Sorten
Umgekehrt, Bayblend FR-Qualitäten sind so konzipiert, dass sie bestimmte Sicherheitsstandards erfüllen. Die Entscheidung für eine FR-Einstufung ist keine Wahl, sondern eine Notwendigkeit, die durch die Endanwendung des Produkts bestimmt wird. Wenn das Bauteil Elektronik beherbergt oder sich in der Nähe einer Wärmequelle befindet, ist eine UL94-Einstufung oft obligatorisch. Der Prozess der Pyrolyse3 wird durch Zusatzstoffe in diesen Sorten gehemmt.
Zum Beispiel das Erreichen einer UL94 V-0 PC/ABS Bewertung für das Gehäuse eines Geräts ist eine häufige Anforderung. In diesen Fällen sind die Typen der FR3000-Serie die beste Lösung.
| Faktor | Bayblend T-Serie | Bayblend FR-Serie |
|---|---|---|
| Primärer Treiber | Mechanische Leistung und Kosten | Sicherheit & UL-Konformität |
| Typische Verwendung | Kfz-Innenausstattung, nicht angetriebene Geräte | Netzteile, Ladegeräte, Gehäuse für Geräte |
| Taste Spec | Izod-Kerbschlagzahn, HDT | UL94 Entflammbarkeitsklasse (V-0, V-1) |
| Additiver Schwerpunkt | Schlagzähmodifikatoren, Hitzestabilisatoren | Halogenierte oder nichthalogenierte Flammschutzmittel |
Der Hauptunterschied zwischen den Allzweck- und den flammhemmenden Typen von Bayblend ist die Einhaltung von Vorschriften. Die T-Serie ist in erster Linie für mechanische Anwendungen geeignet, während die FR-Serie die speziellen UL94-Brandschutznormen für elektronische und elektrische Anwendungen erfüllt und daher für solche Produkte zwingend erforderlich ist.
Tiefes Eintauchen: Bayblend T65 XF und T85 XF Leistungsanalyse
Bei der Auswahl eines Materials für Gehäusekomponenten stehen Ingenieure oft vor der Wahl zwischen ähnlichen Sorten. Bayblend T65 XF und T85 XF sind beliebte PC/ABS-Optionen für hohe Durchflussraten, erfüllen jedoch unterschiedliche Anforderungen. Der Hauptunterschied liegt in ihren thermischen und schlagzähen Eigenschaften.
Schnappschuss der anfänglichen Leistung
T85 XF bietet eine höhere Hitzebeständigkeit, was für Geräte, die erhebliche interne Hitze erzeugen, entscheidend ist. Umgekehrt bietet T65 XF einen leichten Vorteil in Bezug auf Fließfähigkeit und Schlagzähigkeit. Dies macht es zu einer soliden Wahl für Allzweckanwendungen, bei denen thermische Belastungen weniger wichtig sind.
Vergleich der Eckdaten
Hier ist ein kurzer Überblick über die Ergebnisse unserer internen Tests.
| Eigentum | Bayblend T65 XF | Bayblend T85 XF |
|---|---|---|
| Vicat-Erweichungstemp. (B50) | 114 °C | 120 °C |
| Charpy-Kerbschlagzähigkeit (23°C) | 50 kJ/m² | 45 kJ/m² |
| Schmelzflussrate (260°C/5kg) | 20 cm³/10 min | 18 cm³/10 min |
Diese Tabelle zeigt einen klaren Kompromiss zwischen Wärmewiderstand und Durchfluss.

Die Entscheidung zwischen Bayblend T65 XF und T85 XF erfordert eine sorgfältige Abwägung. Das "XF" steht für "eXtra Flow", und beide Typen bieten eine hervorragende Verarbeitbarkeit. Dies ist ein bedeutender Vorteil für Spritzgießer, die mit komplexen Geometrien oder dünnwandigen Teilen arbeiten und so Zykluszeiten und Einspritzdrücke reduzieren.
Schlagzähigkeit vs. Wärmebeständigkeit
Bei der Diskussion zwischen Bayblend T65 und T85 geht es oft um die Hitze. Die höhere Vicat-Erweichungstemperatur4 des T85 XF ist sein wichtigstes Verkaufsargument. Es kann etwa 6 °C mehr Hitze aushalten, bevor es sich verformt, was für die Innenausstattung von Kraftfahrzeugen oder elektronische Gehäuse, die heiß laufen, entscheidend sein kann.
Detaillierte Daten zur Schlagfestigkeit
Diese thermische Robustheit geht jedoch auf Kosten der Schlagfestigkeit. Beide Materialien sind zwar robust, aber T65 XF zeigt in Labortests durchweg etwas bessere Schlagfestigkeitswerte. Dadurch eignet es sich besser für Teile, die fallen gelassen oder grob behandelt werden.
| Aufpralltest Typ | Bayblend T65 XF | Bayblend T85 XF |
|---|---|---|
| Izod-Kerbschlagzähigkeit (23 °C) | 55 kJ/m² | 50 kJ/m² |
| Izod-Kerbschlagzähigkeit (-30 °C) | 40 kJ/m² | 35 kJ/m² |
Bei MTM lagern wir beide Sorten in China. Dadurch können Kunden Formversuche mit genau dem Material durchführen, das für ihr Projekt spezifiziert wurde, und so eine Leistungsvalidierung ohne Verzögerungen beim internationalen Versand sicherstellen.
Zusammenfassend lässt sich sagen, dass Ihre Wahl von der Hauptbelastung abhängt. Für wärmeerzeugende Anwendungen ist Bayblend T85 XF die bessere Wahl. Für Anwendungen, bei denen es auf maximale Zähigkeit und einfachere Verarbeitung in sehr komplexen Konstruktionen ankommt, ist Bayblend T65 XF oft die praktischere und kostengünstigere Lösung.
Kritische Sicherheitsstandards: Prüfung von Bayblend FR3010 und FR3000
Bei der Auswahl flammgeschützter Materialien, insbesondere für die Elektronik, ist die Wahl zwischen Bayblend FR3010 und FR3000 entscheidend. Beide sind PC/ABS-Mischungen, die für ihre Sicherheit bekannt sind, aber unterschiedliche Anforderungen erfüllen. Die Kenntnis ihrer Spezifikationen ist der Schlüssel zum erfolgreichen Produktdesign und zur Einhaltung der Vorschriften.
Die wichtigsten Unterschiede auf einen Blick
Bayblend FR3010 bietet einen überragenden Flammschutz und ist damit ideal für Anwendungen, die höchste Sicherheitsanforderungen stellen. Im Gegensatz dazu bietet FR3000 ein ausgewogenes Profil mit besseren Fließeigenschaften, was für die Herstellung komplexer Teile mit dünnen Wänden entscheidend ist.
Schneller Vergleich
| Merkmal | Bayblend FR3010 | Bayblend FR3000 |
|---|---|---|
| Primärer Vorteil | Verbesserte Flammhemmung | Ausgeglichener Fluss & FR |
| Typischer Anwendungsfall | Gehäuse für Stromversorgungen | komplizierte elektronische Gehäuse |
| Halogengehalt | Halogenfrei | Halogenfrei |
Warum dies für Ihr Projekt wichtig ist
Die Wahl der richtigen Sorte wirkt sich direkt auf die Formbarkeit und die Einhaltung der Sicherheitsvorschriften aus. Für Projekte, die komplizierte Designs oder dünnwandige Formteile erfordern, ist FR3000 möglicherweise die bessere Wahl. Für Projekte, bei denen die Sicherheit absolute Priorität hat, ist FR3010 der klare Sieger.
Ein tieferer Blick in die technischen Spezifikationen
Im Rahmen meiner Arbeit helfe ich Kunden oft bei der Navigation durch das Datenblatt von Bayblend FR3010. Dieses Material erreicht eine V-0-Einstufung unter dem UL 945 Standard bei sehr dünnen Wandstärken, oft bis zu 0,75 mm. Diese Leistung ist außergewöhnlich für halogenfreie FR PC/ABS-Materialien.
Durchfluss vs. Flammwidrigkeit
Der wichtigste Kompromiss besteht zwischen Schmelzfluss und Flammfestigkeit. Bei der Formulierung von FR3010 steht die Sicherheit im Vordergrund, was die Viskosität leicht erhöht. Dies kann beim Befüllen komplexer, dünnwandiger Formen, einer häufigen Anforderung für moderne Unterhaltungselektronik, zu Problemen führen.
Andererseits bietet Bayblend FR3000 eine höhere Fließfähigkeit. Dies macht es zu einem der bevorzugten dünnwandigen Formmaterialien. Es bietet nach wie vor einen zuverlässigen Flammschutz, ist aber so optimiert, dass es eine effiziente Fertigung und Designfreiheit für komplizierte Geometrien gewährleistet, ohne die Sicherheit vollständig zu beeinträchtigen.
Schnappschuss der Spezifikation
Wir haben festgestellt, dass die folgenden Unterscheidungen für Ingenieure, die eine Auswahl treffen, am wichtigsten sind.
| Spezifikation | Bayblend FR3010 | Bayblend FR3000 |
|---|---|---|
| Schmelzflussrate (MFR) | Unter | Höher |
| UL 94 V-0 Bewertung (Dicke) | Erreichbar bei ~0,75 mm | Erreichbar bei ~1,5 mm |
| Schlagfestigkeit | Ausgezeichnet | Ausgezeichnet |
| Wärmeablenkung Temp. | Hoch | Hoch |
Diese Ausgewogenheit ist der Grund, warum es so wertvoll ist, beide Qualitäten in unserem chinesischen Lager bei MTM vorrätig zu haben. Sie ermöglichen eine schnelle Prüfung und Validierung ohne Verzögerungen beim internationalen Versand.
Bei der Wahl zwischen Bayblend FR3010 und FR3000 gilt es, Sicherheitsanforderungen und Fertigungspraktiken gegeneinander abzuwägen. FR3010 bietet einen erstklassigen Flammschutz für kritische Anwendungen, während FR3000 eine bessere Fließfähigkeit für komplexe, dünnwandige Konstruktionen bietet, ohne dabei wesentliche Sicherheitsstandards zu opfern.
Wichtige Verarbeitungsparameter: Feuchtigkeitskontrolle und Trocknung Spezifikationen
Die ordnungsgemäße Trocknung von Bayblend-Harz ist nicht nur ein Vorschlag, sondern ein obligatorischer Schritt für eine hochwertige Formgebung. Da dieses PC/ABS-Gemisch hygroskopisch ist, nimmt es leicht Feuchtigkeit aus der Luft auf. Wird diese Feuchtigkeit vor der Verarbeitung nicht entfernt, führt dies direkt zu Problemen wie Silberschlieren und Spreizungen auf der Oberfläche der Teile.
Empfohlene Trocknungseinstellungen
Eine wirksame Trocknung verhindert die Verschlechterung des Materials und gewährleistet eine optimale Leistung. Unsere Tests haben ergeben, dass Sie sich an strenge Parameter halten müssen, um Verarbeitungsfehler zu vermeiden.
| Parameter | Empfohlener Wert | Einheit |
|---|---|---|
| Trocknungstemperatur | 80 - 110 | °C |
| Trocknungszeit | 2 - 4 | Stunden |
| Restfeuchte | < 0.02 | % |
| Taupunkt | -20 bis -30 | °C |
Die Folgen einer unsachgemäßen Trocknung
Wenn Sie den Trocknungszyklus auslassen oder verkürzen, wird die strukturelle Integrität Ihres Endprodukts beeinträchtigt. Die mechanischen Eigenschaften des Materials können erheblich beeinträchtigt werden, was für jedes funktionale Teil ein kritischer Fehler ist.

Erreichen des korrekten Taupunkts
Viele Verarbeiter konzentrieren sich nur auf Temperatur und Zeit, aber der kritischste Faktor für die Trocknung von Bayblend ist der Taupunkt. Ein Standard-Heißlufttrockner kann den erforderlichen Trockenheitsgrad nicht erreichen. Sie müssen einen Trockenmittel-Trockner verwenden, um einen Taupunkt von -20°C oder weniger zu erreichen. Dadurch wird sichergestellt, dass die Luft trocken genug ist, um dem Granulat Feuchtigkeit zu entziehen. Unzureichend getrocknetes Material ist anfällig für Hydrolyse6 während der Schmelzverarbeitung. Diese chemische Reaktion bricht die Polymerketten dauerhaft auf und schwächt das Material, noch bevor es in die Form gefüllt wird.
Vergleich der Trocknertypen
Die Wahl des Trockners wirkt sich direkt auf die Feuchtigkeitsempfindlichkeit von PC/ABS und die Qualität des Endprodukts aus. Der Unterschied in der Leistung ist erheblich.
| Trockner Typ | Taupunkt-Fähigkeit | Eignung für Bayblend | Grund |
|---|---|---|---|
| Heißlufttrockner | Umgebungsbedingungen | Nicht empfohlen | Kann nicht genug Feuchtigkeit entfernen |
| Trockenmittel-Trockner | -20°C bis -40°C | Sehr empfehlenswert | Erzielt den erforderlichen Trockenheitsgrad |
Bei MTM weisen wir unsere Kunden stets auf die richtige Einstellung des Trockenmittels hin. Dies ist ein grundlegender Schritt für einen erfolgreichen Formtest, der sicherstellt, dass das Bayblend-Material genau so funktioniert, wie vom Hersteller angegeben.
Für eine erfolgreiche Bayblend-Verarbeitung ist ein Adsorptionstrockner unerlässlich. Die Einhaltung der richtigen Temperatur, Zeit und vor allem eines niedrigen Taupunktes verhindert feuchtigkeitsbedingte Fehler. Dies garantiert die Unversehrtheit des Materials und führt zu einem erfolgreichen Gussergebnis.
Optimierung von Zylinder- und Schmelzetemperaturen beim Spritzgießen
Die Verarbeitung von Bayblend erfordert ein bestimmtes Temperaturprofil für optimale Ergebnisse. Der allgemeine Bereich liegt zwischen 240°C und 280°C. Die genaue Einstellung hängt jedoch stark von der verwendeten Sorte ab. Diese Präzision ist entscheidend für den Erfolg.
T-Grade vs. FR-Grade
Flammschutzmittel (FR) sind hitzeempfindlicher als normale T-Stoffe. Bei Überschreitung der empfohlenen Temperatur können die flammhemmenden Zusatzstoffe abgebaut werden. Bei MTM stellen wir sicher, dass unsere Kunden genau den angegebenen Bayblend-Typ erhalten, der für genaue Formversuche in China entscheidend ist.
Empfohlene Verarbeitungstemperaturen
| Klasse Typ | Düsentemperatur (°C) | Zylinder Zone 1 (°C) | Zylinder Zone 2 (°C) | Zylinder Zone 3 (°C) |
|---|---|---|---|---|
| T-Güteklasse (Standard) | 250 - 270 | 250 - 270 | 240 - 260 | 230 - 250 |
| FR-Güteklasse (flammhemmend) | 240 - 260 | 240 - 260 | 230 - 250 | 220 - 240 |

Das richtige Temperaturprofil für das Spritzgießen von Bayblend zu finden, ist mehr als nur das Befolgen eines Datenblatts. Es geht darum, Risiken der Materialverschlechterung zu vermeiden, die Ihr Projekt stillschweigend ruinieren können. Überhitzung ist ein Hauptproblem, insbesondere bei FR-Sorten.
Die Gefahr der thermischen Zersetzung
Wenn Bayblend überhitzt wird, bricht seine Molekularstruktur zusammen. Dadurch verringern sich seine mechanischen Eigenschaften, was zu spröden Teilen führt. Bei FR-Qualitäten können sich auch die flammhemmenden Zusätze abbauen, was die Sicherheitseinstufung des Materials beeinträchtigt und Oberflächenfehler wie Spaltmaße verursacht.
Schmelzkissen und Verweilzeit
Die Kontrolle der Temperatur ist verbunden mit der Verwaltung des Schmelzpolsters und Verweilzeit7. Ein gleichmäßiges Schmelzpolster sorgt für eine stabile Druckübertragung. Noch wichtiger ist, dass durch die Minimierung der Zeit, die das Material im heißen Zylinder verweilt, verhindert wird, dass es "kocht" und sich zersetzt, bevor es überhaupt in die Form gespritzt wird.
Wir raten unseren Kunden häufig, die niedrigstmögliche Temperatur zu wählen, bei der noch eine vollständige Füllung ohne Defekte möglich ist. Dieser Ansatz bewahrt die Integrität des Materials, insbesondere bei empfindlichen Sorten wie Bayblend FR. Wir helfen unseren Partnern bei ihren Versuchen, dieses Gleichgewicht zu erreichen.
Eine ordnungsgemäße Temperaturkontrolle für die verschiedenen Bayblend-Sorten ist unerlässlich. Überhitzung, insbesondere bei FR-Varianten, führt zu thermischer Degradation. Die Steuerung der Verweilzeit und des Schmelzpolsters trägt zur Erhaltung der Materialintegrität bei und gewährleistet qualitativ hochwertige Teile, wodurch kostspielige Projektrückschläge vermieden werden können.
Bei der Arbeit mit Bayblend, müssen Werkzeugmacher die typische Schwindungsrate von 0,5% bis 0,7% berücksichtigen. Dieser Bereich ist ein Ausgangspunkt, aber genaue Toleranzen für die Formkonstruktion erfordern ein tieferes Verständnis. Das Ignorieren dieser Nuancen führt oft zu Teilen, die bei den Maßprüfungen durchfallen.
Schlüsselfaktoren der Schrumpfung
Der endgültige Schrumpfungswert ist nicht statisch. Er wird von der Materialzusammensetzung und den Verarbeitungsbedingungen beeinflusst. So kann beispielsweise das Vorhandensein von Verstärkungsfasern das Materialverhalten erheblich verändern und die endgültigen Abmessungen des Teils je nach seiner Geometrie unterschiedlich beeinflussen.
Durchflussrichtung Auswirkungen
Einer der wichtigsten Faktoren ist die Fließrichtung der Schmelze im Formhohlraum. Materialien wie Bayblend entlang des Fließwegs anders schrumpfen als senkrecht dazu. Diese Abweichung muss bei der Werkzeugkonstruktion berücksichtigt werden, um Maßhaltigkeit zu erreichen.
| Richtung | Typische Schrumpfung |
|---|---|
| Durchflussrichtung | ~0.5% |
| Cross-Flow-Richtung | ~0.7% |
Die Basis verstehen Bayblend Die Bestimmung der Schrumpfungsrate ist nur der erste Schritt. Die eigentliche Herausforderung besteht darin, vorherzusagen, wie sich Zusatzstoffe und Verarbeitung auf diese Rate auswirken. Wir von MTM unterstützen oft Kunden, deren Teile bei der Prüfung scheitern, weil ihre ursprünglichen Toleranzen für die Formgestaltung zu simpel waren.
Auswirkungen der Faserverstärkung
Hinzufügen von Glasfasern zu Bayblend verbessert die mechanischen Eigenschaften, erschwert aber die Vorhersage der Schrumpfung. Die Fasern richten sich in Fließrichtung aus und begrenzen die Schrumpfung entlang dieser Achse. Allerdings nimmt die Schrumpfung in Querrichtung oft zu, was zu unerwartetem Verzug führen kann, wenn es nicht kontrolliert wird.
Schrumpfung in faserverstärkten Werkstoffen
Das Verhalten des Materials wird ungleichmäßig oder zeigt Anisotropie8. Nach der Durchführung von Tests mit mehreren Kunden haben wir festgestellt, dass die Geometrie eines Teils diese Faserausrichtung stark beeinflussen kann, wodurch lokalisierte Bereiche mit hoher Spannung und Maßabweichungen entstehen. Dies erfordert einen wesentlich ausgefeilteren Ansatz bei der Festlegung der Toleranzen für die Formgestaltung.
| Fasergehalt | Durchfluss-Schrumpfung | Cross-Flow-Schrumpfung |
|---|---|---|
| 0% (Neat Resin) | 0,5% - 0,7% | 0,5% - 0,7% |
| 15% GF | 0,2% - 0,4% | 0,6% - 0,9% |
| 30% GF | 0,1% - 0,3% | 0,7% - 1,0% |
Die Norm verstehen Bayblend Schrumpfungsrate und Faktoren wie der Fasergehalt sind entscheidend. Eine ordnungsgemäße Werkzeugkonstruktion muss diese Variablen berücksichtigen, um die Maßhaltigkeit und Stabilität des endgültigen Teils zu gewährleisten und kostspielige Nacharbeiten und Projektverzögerungen zu vermeiden.
Operationen nach dem Gießen: Lackieren, Beschichten und Kleben Bayblend
Die Vielseitigkeit von Bayblend geht über die Formgebung hinaus. Seine PC/ABS-Zusammensetzung macht es ideal für sekundäre Anwendungen. Bei Projekten, die ein metallisches Finish erfordern, bietet seine Oberflächenchemie eine ausgezeichnete Haftung für galvanische Beschichtungen. Dies macht es zur ersten Wahl für dekorative und funktionelle Teile.
Malerei und Endbearbeitung
Für die Lackierung von Automobilteilen aus Bayblend ist die richtige Oberflächenvorbereitung entscheidend. Das Material nimmt verschiedene Lacksysteme gut an, aber die Oberfläche muss sauber und frei von Formtrennmitteln sein. Dies gewährleistet eine dauerhafte und hochwertige Oberfläche, die für ästhetische Komponenten entscheidend ist.
Überlegungen zur Beschichtung
Bei der galvanischen Beschichtung von PC/ABS wird zunächst die Oberfläche geätzt, um mikroskopische Verankerungen zu schaffen. Dieser Schritt ist entscheidend für eine starke Haftung zwischen dem Kunststoff und den Metallschichten.
| Operation | Schlüsselanforderung | Gemeinsame Bewerbung |
|---|---|---|
| Malerei | Oberflächenreinigung | Automobil-Innenverkleidung |
| Beschichtung | Oberflächenätzung | Verchromte Gitter |
| Bindung | Gemeinsamer Entwurf | Elektronische Gehäuse |

Sekundäre Arbeitsgänge bestimmen die Leistung und das Aussehen des Endprodukts. Mit Bayblend ist es einfach, durch Lackieren oder Galvanisieren eine hochwertige Oberfläche zu erzielen, sofern die richtigen Schritte befolgt werden. Die ausgewogenen Eigenschaften des Materials sind ein großer Vorteil für die ‘Galvanisierung von PC/ABS’-Komponenten in anspruchsvollen Branchen.
Vorbereitung der Oberfläche für die Verklebung
Vor jeder Beschichtung muss die Oberfläche gründlich vorbereitet werden. Dazu gehört die Entfernung von Verunreinigungen wie Ölen, Staub und Trennmitteln. Wir empfehlen unseren Kunden bei MTM oft spezielle Reinigungsprotokolle, um optimale Ergebnisse zu erzielen und Delamination oder Blasenbildung zu verhindern.
Klebe- und Montageverfahren
Für die Montage ist das ‘Ultraschallschweißen Bayblend’ eine beliebte und effektive Methode. Bei diesem Verfahren werden Hochfrequenzschwingungen eingesetzt, um eine starke, saubere Schweißnaht zu erzeugen. Der Erfolg der Schweißung hängt jedoch stark von der Konstruktion der Verbindung und der Materialbeschaffenheit ab. Oberflächenenergie9. Auch Klebstoffe und mechanische Befestigungen sind praktikable Optionen.
| Bonding-Methode | Geschwindigkeit | Stärke | Ausstattung Kosten |
|---|---|---|---|
| Ultraschallschweißen | Schnell | Hoch | Mäßig |
| Klebstoffe | Langsam | Variiert | Niedrig |
| Mechanische Befestigungen | Schnell | Hoch | Niedrig |
Bayblend eignet sich hervorragend zum Lackieren, Beschichten und Verkleben und ist damit eine vielseitige Wahl für komplexe Baugruppen. Eine ordnungsgemäße Oberflächenvorbereitung und die Auswahl der richtigen Sekundärbearbeitung sind entscheidend für qualitativ hochwertige, langlebige Endteile, die den Projektspezifikationen entsprechen.
Überprüfung der Authentizität: Beschaffung von echtem Covestro-Material in China
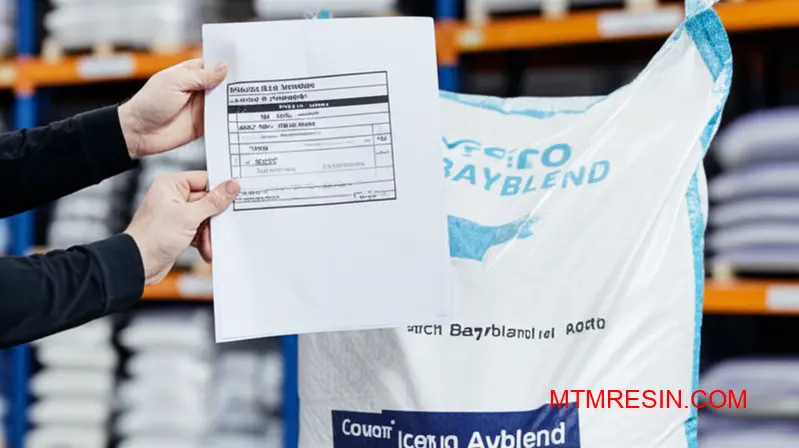
Die Überprüfung der Echtheit von Harz auf dem chinesischen Markt ist ein entscheidender Schritt. Ein Analysezertifikat (Certificate of Analysis, CoA) ist Ihr wichtigstes Dokument, aber es ist nur nützlich, wenn es mit dem physischen Material übereinstimmt. Bei einer bestimmten Sorte wie Bayblend verhindert diese Überprüfung kostspielige Produktionsprobleme.
Schlüsselelemente einer CoA
Sie müssen die CoA immer mit der Verpackung des Materials abgleichen. Achten Sie auf Übereinstimmung bei der Chargennummer, der Produktqualität und dem Herstellungsdatum. Jede Diskrepanz ist ein wichtiges Warnsignal, das eine sofortige Untersuchung erfordert.
| CoA Detail | Verpackungsetikett | Status |
|---|---|---|
| Produktklasse | Produktklasse | Muss passen |
| Chargennummer | Chargennummer | Muss passen |
| Hersteller | Hersteller | Muss passen |
Die Herausforderung, Papier und Kunststoff aufeinander abzustimmen
Die größte Herausforderung bei Überprüfung des Materialzertifikats ist nicht das Dokument selbst, sondern die Bestätigung, dass es zu dem Material gehört, das Sie erhalten haben. Ein echtes CoA kann leicht mit einem gefälschten Beutel mit Harz verwechselt werden. Dies ist ein häufiges Problem beim Umgang mit einem ungeprüften Harzverteiler China.
Schritt-für-Schritt-Überprüfungsverfahren
Vergleichen Sie zunächst die Chargennummer auf dem Beutel mit der CoA. Sie müssen identisch sein. Untersuchen Sie zweitens die Verpackung auf Anzeichen von Manipulationen, wie z. B. wiederverschlossene Beutel oder eine schlechte Druckqualität. Die offizielle Covestro China liefert Kette hat eine standardisierte Verpackung. Bei Projekten, bei denen viel auf dem Spiel steht, sind weitere Analysen mit Methoden wie Spektroskopie10 kann die chemische Zusammensetzung des Materials bestätigen und damit einen endgültigen Beweis liefern.
| Schritt der Verifizierung | Was zu beachten ist | Gemeinsames Scheitern |
|---|---|---|
| 1. Chargennummer | Genaue Übereinstimmung zwischen Tasche und CoA | Nicht übereinstimmende oder fehlende Nummern |
| 2. Verpackung | Offizielles Branding, versiegelte Nähte | Neu verklebte Taschen, verschwommene Logos |
| 3. Lieferantenhistorie | Gegründet und genehmigt | Neuer oder nicht geprüfter Händler |
Bei MTM übernehmen wir diese Überprüfung für jede Charge von Bayblend, die wir auf Lager haben. Dadurch wird sichergestellt, dass das Material, das Sie für Ihren Formversuch erhalten, authentisch ist, was Ihnen Zeit und Risiko erspart.
Die Übereinstimmung der CoA mit dem physischen Material ist entscheidend für die Überprüfung der Authentizität. Dieser Prozess schützt Ihr Projekt vor gefälschten Harzen wie Bayblend und verhindert teure Verzögerungen. Ein vertrauenswürdiger lokaler Partner vereinfacht diesen Prozess, indem er die Verifizierung für Sie übernimmt und garantiert, dass das Material immer echt ist.
Der MTM-Vorteil: Sofortige Verfügbarkeit von Bayblend-Sorten
Das größte Hindernis bei der Durchführung von Formversuchen ist oft die Logistik. Das Warten auf den internationalen Versand eines bestimmten Materials wie Bayblend kann ein schnelles Projekt in eine monatelange Tortur verwandeln. Bei MTM vermeiden wir diese Verzögerung, indem wir als Ihr lokaler Harzlieferant in China fungieren.
Von Wochen zu Tagen
Wir halten gängige Sorten vorrätig, damit sie zur Verfügung stehen, wenn Sie sie brauchen. Durch diese einfache Änderung ändert sich Ihr Zeitplan. Anstatt auf die Zollabfertigung zu warten, ist Ihr Material bereits hier.
Zeitleistenvergleich
| Traditionelle Methode | MTM-Verfahren |
|---|---|
| 4-6 Wochen Vorlaufzeit | Lieferung am nächsten Tag |
| Hohe Transportkosten | Lokale Liefergebühren |
| Zoll- und Transitrisiken | Keine Versandrisiken |
Unser lokaler Harzbestand bedeutet, dass Ihr Formtest für Bayblend T65 oder FR3010 schon morgen stattfinden kann, nicht erst nächsten Monat. Dies ist der Kern unserer Unterstützung für schnelle Formversuche.

Die lokale Versorgung mit bestimmten Bayblend-Sorten geht über die reine Geschwindigkeit hinaus. Sie entschärft den Prozess der Formenerprobung grundlegend. Wenn Sie sich auf internationale Sendungen verlassen, ist Ihr Projekt potenziellen Verzögerungen durch den Zoll, Logistikfehler oder Transportschäden ausgesetzt, die enge Zeitpläne zum Scheitern bringen können.
Sicherstellung von Projektzeitplänen
Unsere Aufgabe ist es, einen Puffer gegen diese Unsicherheiten zu schaffen. Indem wir einen MTM-Harzvorrat vorhalten, gewährleisten wir Materialkonsistenz und Verfügbarkeit. Sie erhalten genau die angegebene Sorte, z. B. Bayblend FR3010, ohne sich Gedanken darüber machen zu müssen, ob ein Ersatzmaterial die Leistung oder die Werkzeugvalidierung beeinträchtigen könnte.
Risikominderung durch lokale Bestandsaufnahme
| Risikofaktor | Auswirkungen auf den internationalen Versand | MTM's Lösung |
|---|---|---|
| Zollverschluss | Projekt auf unbestimmte Zeit verschoben | Eliminiert; Material ist inländisch |
| Materielle Schäden | Erfordert Nachbestellung und weitere Verzögerungen | Abgeschwächt durch sicheren Nahverkehr |
| Ungleichgewicht zwischen den Klassen | Ungenaue Studienergebnisse | Garantierte Sortengenauigkeit ab Lager |
Dieser Ansatz vereinfacht auch den Prozess der Überprüfung der physikalischen Eigenschaften. Da das Material sofort verfügbar ist, können die Ingenieure Vorversuche mit der exakten Charge des Harzes durchführen. Dies gewährleistet Eigenschaften wie Rheologie11 vor der Hauptprüfung perfekt mit den Simulationsdaten abzustimmen, um kostspielige Entdeckungen in letzter Minute zu vermeiden und eine reibungslosere Validierung zu gewährleisten.
Unsere vorrätigen Bayblend-Sorten in China beseitigen logistische Engpässe. Der lokale Harzbestand von MTM verwandelt eine mehrwöchige Wartezeit in eine Lieferung am nächsten Tag und bietet die schnelle Unterstützung bei Formversuchen, die Sie benötigen, um Ihre Projekte im Zeit- und Kostenrahmen zu halten.
Erhalten Sie Bayblend Fast: Beschleunigen Sie Ihr Projekt mit MTM
Sind Sie bereit, Bayblend PC/ABS-Sorten zu beschaffen oder benötigen Sie technische Beratung für Ihren Versuch in China? Wenden Sie sich jetzt an MTM, um sofortige Angebote und eine schnelle Materialverfügbarkeit zu erhalten. Überspringen Sie die Wartezeit auf den internationalen Versand, sichern Sie sich zertifiziertes Bayblend und bringen Sie Ihr Projekt ohne Verzögerungen vom Entwurf zum Prototyp!

-
Das Verständnis der Mischbarkeit hilft bei der Vorhersage der endgültigen Eigenschaften von Polymerlegierungen wie Bayblend. ↩
-
Erfahren Sie, wie diese nicht-kristallinen Polymermischungen einzigartige Eigenschaften für fortschrittliche technische Lösungen erzielen. ↩
-
Das Verständnis dieses thermischen Zersetzungsprozesses hilft zu erklären, wie Flammschutzmittel Brände in Kunststoffgehäusen verhindern. ↩
-
Das Verständnis dieses Tests hilft bei der Vorhersage der Maßhaltigkeit eines Teils unter thermischer Belastung. ↩
-
Die Kenntnis dieser Norm hilft bei der Auswahl konformer Materialien für Elektronikgehäuse und sichert den weltweiten Marktzugang. ↩
-
Erfahren Sie, wie sich diese Reaktion auf die Festigkeit des Polymers und die Leistungsfähigkeit des Teils auswirkt. ↩
-
Erfahren Sie, wie sich dieses Konzept auf die Zykluszeit und die Materialintegrität beim Gießen auswirkt. ↩
-
Erfahren Sie, wie sich diese Eigenschaft auf das Materialverhalten auswirkt, das für die Vorhersage des Verzugs von Teilen und die Gewährleistung der Designintegrität entscheidend ist. ↩
-
Das Verständnis dieses Konzepts ist entscheidend für das Erreichen starker, zuverlässiger Verbindungen in Kunststoffbauteilen. ↩
-
Erfahren Sie, wie diese Analysetechnik einen chemischen Fingerabdruck zur Bestätigung der Materialidentität liefert. ↩
-
Erfahren Sie, wie die Fließeigenschaften von Materialien das Formverhalten vorhersagen und Fehler vermeiden können. ↩