¿Necesita ayuda para seleccionar el grado de PC/ABS Bayblend adecuado para su próximo proyecto? A menudo, los ingenieros tienen problemas con las especificaciones de los materiales cuando diseñan carcasas de automóviles o armarios electrónicos, especialmente cuando las limitaciones de tiempo exigen pruebas inmediatas de moldes en China.
Bayblend PC/ABS combina la resistencia al calor del policarbonato con la procesabilidad del ABS, creando una aleación de ingeniería ideal para aplicaciones de automoción y electrónica que requieren tanto resistencia al impacto como estabilidad dimensional.

Esta guía lo abarca todo, desde la selección de calidades entre la serie T y las variantes FR hasta los parámetros de procesamiento y las estrategias de aprovisionamiento. Comprenderá qué grados específicos, como T65 XF o FR3010, se adaptan a los requisitos de su proyecto y cómo evitar los problemas de moldeo habituales.
Optimización de proyectos de ingeniería con aleaciones Bayblend PC/ABS
Cuando los ingenieros necesitan un material sin concesiones, Bayblend PC/ABS suele ser la respuesta. Esta mezcla de Covestro combina de forma experta la fuerza y resistencia al calor del policarbonato (PC) con la flexibilidad y procesabilidad del acrilonitrilo butadieno estireno (ABS). Crea un perfil equilibrado único.
Saldo clave de la propiedad
Este material ofrece una gran resistencia al impacto incluso a bajas temperaturas, una excelente resistencia al calor y buenas propiedades de fluidez para el diseño de piezas complejas. Esta combinación lo convierte en una opción fiable para aplicaciones exigentes en las que el rendimiento es fundamental.
Aplicaciones comunes
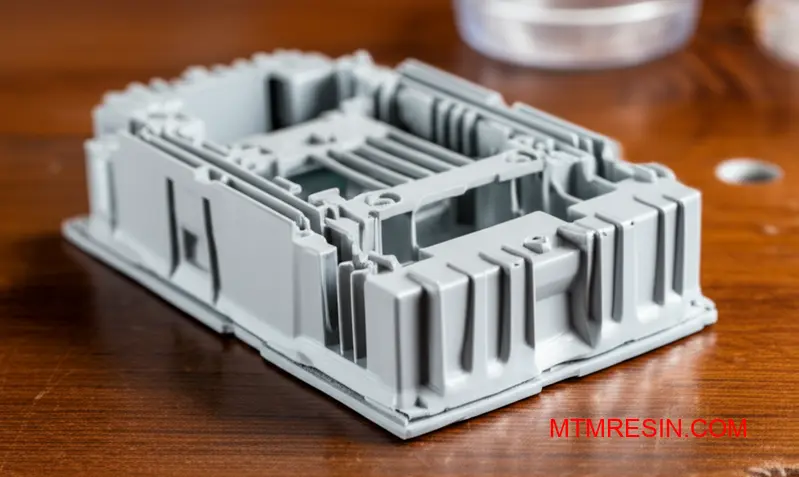
Lo vemos especificado con frecuencia en proyectos para interiores de automóviles y carcasas de componentes electrónicos. En estos campos, la durabilidad, la estética y el rendimiento constante no son negociables. Utilizar el material adecuado desde el principio es clave para el éxito de los ensayos de moldes.
| Propiedad | Beneficio | Industria destinataria |
|---|---|---|
| Alta tenacidad | Durabilidad, resistencia al impacto | Automoción, Bienes de consumo |
| Resistencia al calor | Estabilidad en entornos difíciles | Electrónica, electrodomésticos |
| Buen flujo | Diseños de moldes complejos | Todos Moldeo por inyección |

Seleccionar el grado correcto de Bayblend es un paso crítico que requiere una cuidadosa consideración. No se trata sólo de elegir una mezcla de PC/ABS; se trata de ajustar las necesidades específicas de rendimiento a una formulación concreta. Algunos proyectos pueden dar prioridad a la retardancia de la llama, mientras que otros necesitan una mayor estabilidad UV o una combinación de colores específica.
Navegar por la selección de grados
Por ejemplo, un grado ignífugo (FR) como Bayblend FR3010 es esencial para que las carcasas electrónicas cumplan las normas de seguridad. En cambio, un componente del salpicadero de un automóvil puede requerir un grado con bajas emisiones y alta resistencia al calor para soportar la exposición al sol sin deformarse ni degradarse.
El papel de la mezcla de polímeros
El rendimiento de estas aleaciones depende en gran medida del Miscibilidad1 entre las fases PC y ABS. Este factor influye directamente en las propiedades mecánicas finales. Una mezcla bien formulada garantiza la combinación deseada de resistencia y procesabilidad, evitando problemas como la fragilidad o la delaminación. En MTM, ayudamos a nuestros clientes a tomar estas decisiones, garantizando que los materiales de prueba de sus moldes en China se ajusten exactamente a las especificaciones del proyecto.
| Grado Bayblend | Característica principal | Aplicación típica |
|---|---|---|
| T65 XF | Alto caudal, propiedades equilibradas | Carcasas de pared delgada |
| FR3010 | Retardancia a la llama V-0 @ 1,5 mm | Cajas electrónicas |
| T85 XF | Alta resistencia al calor | Piezas interiores de automóviles |
Bayblend PC/ABS ofrece una solución versátil para necesidades complejas de ingeniería en automoción y electrónica. La selección adecuada del grado es crucial para el éxito del proyecto. Contar con un socio local de confianza como MTM en China le garantiza que obtendrá el material adecuado para realizar ensayos de moldes eficientes y precisos.
La sinergia del policarbonato y el ABS: Comprender la química
El policarbonato (PC) y el acrilonitrilo butadieno estireno (ABS) son potentes por sí solos. Pero cuando se mezclan, crean una aleación superior. Esta combinación resuelve problemas comunes de ingeniería al fusionar los puntos fuertes de ambos materiales en un polímero versátil.
Equilibrio entre resistencia y procesabilidad
El PC ofrece una excelente resistencia al impacto, pero puede ser difícil de procesar. El ABS, por su parte, ofrece una gran procesabilidad, pero carece de la resistencia al calor y al impacto del PC. La mezcla crea un material más fácil de moldear que el PC puro.
Crear una aleación versátil
La aleación PC/ABS hereda propiedades clave de ambos materiales. Esta sinergia da como resultado un perfil equilibrado, lo que la convierte en la elección perfecta para aplicaciones complejas. A continuación se muestra una sencilla comparación basada en nuestras pruebas de laboratorio.
| Propiedad | Policarbonato (PC) | ABS | Aleación PC/ABS |
|---|---|---|---|
| Resistencia al impacto | Excelente | Bien | Muy buena |
| Resistencia al calor | Alta | Moderado | Bien |
| Procesabilidad | Feria | Excelente | Bien |
| Coste | Más alto | Baja | Moderado |

A nivel microscópico, una mezcla de PC/ABS es un ejemplo fascinante de la ciencia de los polímeros. Los dos materiales no son totalmente miscibles. En su lugar, forman una estructura multifásica en la que un polímero está disperso dentro del otro. Esta disposición única es clave para su rendimiento.
Comprender la morfología de los polímeros
La estructura específica, o morfología del polímero, dicta las propiedades finales. En la mayoría de las calidades de PC/ABS, como la conocida serie Bayblend, a menudo se desea una estructura de fase co-continua. Esto garantiza que las propiedades de ambos polímeros se expresen eficazmente en todo el material.
El papel de los compatibilizadores
Para estabilizar esta mezcla y mejorar la adherencia entre las fases de PC y ABS, a menudo se añaden compatibilizadores. Estos agentes actúan en la interfaz de los dos polímeros. Evitan la separación de fases durante el moldeo, lo que garantiza un rendimiento mecánico uniforme en la pieza final. La elección del compatibilizador es fundamental para obtener resultados óptimos.
En MTM solemos orientar a los clientes sobre la selección del grado adecuado. La proporción de PC y ABS determina el equilibrio final de propiedades. Un mayor contenido de PC mejora la resistencia al impacto y al calor, mientras que más ABS mejora la fluidez y reduce el coste.
| Relación PC/ABS | Beneficio principal | Aplicación común |
|---|---|---|
| PC alto | Mayor resistencia | Parachoques para automóviles |
| Equilibrado | Rendimiento general | Carcasas electrónicas |
| Alto ABS | Mejor flujo, menor coste | Bienes de consumo |
Este es un ejemplo clásico de mezclas termoplásticas amorfas2 creando un material mucho más útil que sus componentes individuales.
Las aleaciones PC/ABS combinan magistralmente la dureza del policarbonato con la procesabilidad del ABS. Esta sinergia crea un material equilibrado y rentable, adecuado para aplicaciones exigentes, desde piezas de automoción hasta electrónica de consumo, que ofrece prestaciones donde los polímeros individuales no llegan.
La elección del grado adecuado de Bayblend se reduce a menudo a una pregunta clave: ¿es la ignifugación un requisito? Este único factor divide la cartera en dos vías principales. Las calidades de uso general ofrecen excelentes propiedades mecánicas y estéticas para aplicaciones cotidianas en las que la seguridad contra incendios no es la principal preocupación.
Grados de uso general
Estos materiales son los caballos de batalla para carcasas y piezas estructurales. Ofrecen un perfil equilibrado de resistencia al impacto, resistencia al calor y procesabilidad. Piense en carcasas de electrónica de consumo o componentes interiores de automóviles que no albergan fuentes de energía críticas. Suelen ser más rentables.
Grados ignífugos
Cuando su aplicación requiere certificaciones de seguridad específicas, debe recurrir a la serie Retardante de llama (FR). Estos grados están diseñados para autoextinguirse cuando se exponen a una llama, una característica crítica para los productos que se enchufan a la pared o contienen baterías.
| Categoría de grado | Caso de uso principal | Característica principal |
|---|---|---|
| Uso general | Carcasas estructurales, cubiertas estéticas | Propiedades mecánicas equilibradas |
| Ignífugo | Armarios eléctricos, adaptadores de corriente | Cumple las normas de inflamabilidad UL94 |

La gama Bayblend está claramente segmentada para simplificar la selección. Las dos familias más destacadas son la serie T (uso general) y la serie FR (retardante de llama). Mis clientes de MTM a menudo necesitan saber qué camino tomar para sus ensayos de moldes en China.
Bayblend Serie T
En Bayblend serie T como T65 XF o T85 XF, son mezclas estándar de PC/ABS. Están optimizadas para ofrecer tenacidad, rigidez y excelentes propiedades de fluidez. Son ideales para piezas en las que el rendimiento mecánico es prioritario y no existen requisitos estrictos de inflamabilidad por parte de los organismos reguladores.
Bayblend FR Grados
A la inversa, Bayblend FR grados están diseñados para cumplir normas de seguridad específicas. La decisión de utilizar un grado FR no es una elección, sino una necesidad impulsada por el uso final del producto. Si el componente albergará componentes electrónicos o estará cerca de una fuente de calor, la clasificación UL94 suele ser obligatoria. El proceso de Pirólisis3 es inhibida por los aditivos de estas calidades.
Por ejemplo, conseguir un UL94 V-0 PC/ABS para la carcasa de un dispositivo es un requisito habitual. En estos casos, los grados de la serie FR3000 son la solución ideal.
| Factor | Bayblend Serie T | Bayblend Serie FR |
|---|---|---|
| Conductor principal | Rendimiento mecánico y coste | Seguridad y conformidad UL |
| Uso típico | Interiores de automóviles, dispositivos sin motor | Fuentes de alimentación, cargadores, carcasas de aparatos |
| Especificaciones | Impacto Izod entallado, HDT | Grado de inflamabilidad UL94 (V-0, V-1) |
| Enfoque aditivo | Modificadores de impacto, estabilizadores térmicos | Retardantes de llama halogenados o no halogenados |
La principal diferencia entre los grados ignífugos y de uso general de Bayblend es el cumplimiento de la normativa. La serie T da prioridad a las aplicaciones mecánicas, mientras que la serie FR está diseñada para cumplir las normas de seguridad contra incendios UL94 específicas para aplicaciones electrónicas y eléctricas, lo que la convierte en una opción obligatoria para este tipo de productos.
Inmersión profunda: Análisis de rendimiento de Bayblend T65 XF y T85 XF
Al seleccionar un material para componentes de carcasas, los ingenieros se enfrentan a menudo a la elección entre grados similares. Bayblend T65 XF y T85 XF son opciones populares de PC/ABS de alto flujo, pero responden a necesidades diferentes. La principal diferencia radica en sus propiedades térmicas y de impacto.
Instantánea del rendimiento inicial
El T85 XF ofrece una mayor resistencia al calor, lo que resulta crítico para los dispositivos que generan un calor interno significativo. Por el contrario, el T65 XF ofrece una ligera ventaja en fluidez y resistencia al impacto. Esto lo convierte en una opción sólida para aplicaciones de uso general en las que el estrés térmico es menos preocupante.
Comparación de datos clave
A continuación te mostramos cómo se comportan según los datos de nuestras pruebas internas.
| Propiedad | Bayblend T65 XF | Bayblend T85 XF |
|---|---|---|
| Temperatura de ablandamiento Vicat (B50) | 114 °C | 120 °C |
| Impacto Charpy (23°C) | 50 kJ/m² | 45 kJ/m² |
| Caudal de fusión (260°C/5kg) | 20 cm³/10 min | 18 cm³/10 min |
Esta tabla muestra un claro equilibrio entre la resistencia al calor y el flujo.

La elección entre Bayblend T65 XF y T85 XF implica un cuidadoso análisis de compensación. XF" significa "eXtra Flow", y ambas calidades ofrecen una excelente procesabilidad. Esto supone una ventaja significativa para los moldeadores que trabajan con geometrías complejas o piezas de paredes finas, reduciendo los tiempos de ciclo y las presiones de inyección.
Resistencia al impacto frente a resistencia térmica
El debate sobre Bayblend T65 frente a T85 suele centrarse en el calor. El más alto Temperatura de reblandecimiento Vicat4 del T85 XF es su principal argumento de venta. Puede soportar unos 6 °C más de calor antes de deformarse, lo que puede ser un factor decisivo para interiores de automóviles o carcasas electrónicas que se calientan.
Datos detallados sobre la resistencia al impacto
Sin embargo, esta robustez térmica tiene un pequeño coste en su resistencia al impacto. Aunque ambos materiales son resistentes, el T65 XF muestra sistemáticamente unos datos de resistencia al impacto ligeramente mejores en las pruebas de laboratorio. Esto lo hace más adecuado para piezas que puedan sufrir caídas o una manipulación brusca.
| Tipo de prueba de impacto | Bayblend T65 XF | Bayblend T85 XF |
|---|---|---|
| Impacto Izod entallado (23 °C) | 55 kJ/m² | 50 kJ/m² |
| Impacto Izod entallado (-30 °C) | 40 kJ/m² | 35 kJ/m² |
En MTM almacenamos ambas calidades en China. Esto permite a los clientes realizar pruebas de molde con el material exacto especificado para su proyecto, garantizando la validación del rendimiento sin retrasos en los envíos internacionales.
En resumen, su elección depende del principal factor de estrés. Para aplicaciones que generan calor, Bayblend T85 XF es superior. Para aplicaciones que exigen la máxima tenacidad y un procesamiento más sencillo en diseños muy complejos, Bayblend T65 XF suele ser la solución más práctica y rentable.
Normas de seguridad críticas: Examen de Bayblend FR3010 y FR3000
Al seleccionar materiales ignífugos, especialmente para electrónica, la elección entre Bayblend FR3010 y FR3000 es fundamental. Ambas son mezclas de PC/ABS conocidas por su seguridad, pero responden a necesidades diferentes. Comprender sus especificaciones es clave para el éxito en el diseño y la conformidad del producto.
Resumen de las principales diferencias
Bayblend FR3010 ofrece una retardancia a la llama superior, por lo que es ideal para aplicaciones que exigen los más altos índices de seguridad. En cambio, FR3000 ofrece un perfil equilibrado con mejores propiedades de fluidez, lo que resulta crucial para fabricar piezas complejas con paredes finas.
Comparación rápida
| Característica | Bayblend FR3010 | Bayblend FR3000 |
|---|---|---|
| Ventaja principal | Retardancia a la llama mejorada | Flujo equilibrado y FR |
| Caso típico | Carcasas para fuentes de alimentación | cajas electrónicas complejas |
| Contenido halógeno | Sin halógenos | Sin halógenos |
Por qué es importante para su proyecto
La elección del grado correcto influye directamente en la moldeabilidad y el cumplimiento de las normas de seguridad. Para proyectos con diseños intrincados o moldeo de paredes finas, FR3000 puede ser la mejor opción. Para aquellos en los que la seguridad es la prioridad absoluta, FR3010 es el claro ganador.
Profundizar en las especificaciones técnicas
En mi trabajo, a menudo ayudo a los clientes a navegar por la hoja de datos de Bayblend FR3010. Este material alcanza una clasificación V-0 según la UL 945 estándar con espesores de pared muy finos, a menudo de hasta 0,75 mm. Este rendimiento es excepcional para los materiales FR PC/ABS sin halógenos.
Flujo vs. Retardancia a la llama
El principal compromiso es entre el flujo de fusión y la resistencia a la llama. La formulación de FR3010 da prioridad a la seguridad, lo que aumenta ligeramente su viscosidad. Esto puede plantear problemas a la hora de llenar moldes complejos de paredes finas, un requisito habitual en la electrónica de consumo moderna.
Por otro lado, Bayblend FR3000 ofrece un mayor índice de fluidez. Esto lo convierte en uno de los materiales más utilizados para el moldeo de paredes finas. Sigue proporcionando una retardancia de llama fiable, pero está optimizado para garantizar la eficiencia de fabricación y la libertad de diseño para geometrías complejas sin comprometer la seguridad por completo.
Especificaciones
Las siguientes distinciones nos han parecido las más relevantes para los ingenieros a la hora de hacer una selección.
| Especificación | Bayblend FR3010 | Bayblend FR3000 |
|---|---|---|
| Caudal de fusión (MFR) | Baja | Más alto |
| Clasificación UL 94 V-0 (Espesor) | Alcanzable a ~0,75 mm | Alcanzable a ~1,5 mm |
| Resistencia al impacto | Excelente | Excelente |
| Desviación térmica Temp. | Alta | Alta |
Este equilibrio es la razón por la que es tan valioso disponer de ambas calidades en nuestro almacén de China en MTM. Permite realizar pruebas y validaciones rápidas sin retrasos en los envíos internacionales.
La elección entre Bayblend FR3010 y FR3000 implica equilibrar las necesidades de seguridad con los aspectos prácticos de la fabricación. FR3010 ofrece una retardancia a la llama de primer nivel para aplicaciones críticas, mientras que FR3000 proporciona una mejor fluidez para diseños complejos de paredes finas sin sacrificar las normas de seguridad esenciales.
Parámetros clave de procesamiento: Especificaciones de control de humedad y secado
Secar correctamente la resina Bayblend no es sólo una sugerencia; es un paso obligatorio para un moldeo de calidad. Dado que esta mezcla de PC/ABS es higroscópica, absorbe fácilmente la humedad del aire. Si no se elimina esta humedad antes del procesado, se producen directamente problemas como rayas plateadas y marcas de separación en la superficie de la pieza.
Ajustes de secado recomendados
Un secado eficaz evita la degradación del material y garantiza un rendimiento óptimo. Según nuestras pruebas, debe respetar unos parámetros estrictos para evitar fallos en el procesado.
| Parámetro | Valor recomendado | Unidad |
|---|---|---|
| Temperatura de secado | 80 - 110 | °C |
| Tiempo de secado | 2 - 4 | Horas |
| Humedad residual | < 0.02 | % |
| Punto de rocío | -20 a -30 | °C |
Consecuencias de un secado incorrecto
Saltarse o acortar el ciclo de secado comprometerá la integridad estructural de su producto final. Las propiedades mecánicas del material pueden reducirse considerablemente, lo que supone un fallo crítico para cualquier pieza funcional.

Conseguir el punto de rocío correcto
Muchos procesadores se centran sólo en la temperatura y el tiempo, pero el factor más crítico para el secado de Bayblend es el punto de rocío. Un secador de aire caliente estándar no puede alcanzar el nivel de sequedad requerido. Debe utilizar un secador desecante para alcanzar un punto de rocío de -20°C o inferior. Esto garantiza que el aire esté lo suficientemente seco como para extraer la humedad de los gránulos. El material insuficientemente seco es susceptible de Hidrólisis6 durante el proceso de fusión. Esta reacción química rompe permanentemente las cadenas de polímeros, debilitando el material antes incluso de que llene el molde.
Comparación de tipos de secadoras
La elección del secador influye directamente en la sensibilidad a la humedad del PC/ABS y en la calidad final de la pieza. La diferencia de rendimiento es significativa.
| Tipo de secadora | Capacidad de punto de rocío | Idoneidad para Bayblend | Razón |
|---|---|---|---|
| Secadora de aire caliente | Ambiente | No recomendado | No puede eliminar suficiente humedad |
| Secador desecante | -20°C a -40°C | Muy recomendable | Alcanza los niveles de sequedad requeridos |
En MTM, siempre hacemos hincapié en la configuración adecuada del secador desecante con nuestros clientes. Es un paso fundamental para el éxito de la prueba del molde, ya que garantiza que el material Bayblend funcione exactamente como especifica el fabricante.
Para procesar Bayblend con éxito, es esencial contar con un secador desecante. Si se respetan la temperatura y el tiempo correctos y, sobre todo, un punto de rocío bajo, se evitan los defectos relacionados con la humedad. Esto garantiza la integridad del material y conduce a un resultado de moldeo satisfactorio.
Optimización de las temperaturas del cilindro y de la masa fundida para el moldeo por inyección
El procesado de Bayblend requiere un perfil de temperatura específico para obtener resultados óptimos. El intervalo general oscila entre 240°C y 280°C. Sin embargo, el ajuste exacto depende en gran medida del grado específico que se esté utilizando. Esta precisión es fundamental para el éxito.
T-Grades vs. FR-Grades
Las calidades ignífugas (FR) son más sensibles al calor que las calidades T estándar. Exceder la temperatura recomendada puede degradar los aditivos retardantes de llama. En MTM, nos aseguramos de que los clientes obtengan el grado Bayblend exacto especificado, lo cual es crucial para realizar ensayos de moldes precisos en China.
Temperaturas de procesado recomendadas
| Tipo de grado | Temperatura de la boquilla (°C) | Cilindro Zona 1 (°C) | Cilindro Zona 2 (°C) | Cilindro Zona 3 (°C) |
|---|---|---|---|---|
| Grado T (estándar) | 250 - 270 | 250 - 270 | 240 - 260 | 230 - 250 |
| Grado FR (retardante de llama) | 240 - 260 | 240 - 260 | 230 - 250 | 220 - 240 |

Conseguir el perfil de temperatura de moldeo por inyección adecuado para Bayblend es algo más que seguir una hoja de datos. Se trata de prevenir los riesgos de degradación del material que pueden arruinar silenciosamente su proyecto. El sobrecalentamiento es una de las principales preocupaciones, especialmente con los grados FR.
El peligro de la degradación térmica
Cuando Bayblend se sobrecalienta, su estructura molecular se rompe. Esto reduce sus propiedades mecánicas, dando lugar a piezas quebradizas. En las calidades FR, los aditivos ignífugos también pueden degradarse, lo que compromete la seguridad del material y provoca defectos superficiales como marcas de separación.
Cojín de fusión y tiempo de residencia
El control de la temperatura está vinculado a la gestión del colchón de fusión y tiempo de permanencia7. Un cojín de fusión consistente garantiza una transferencia de presión estable. Y lo que es más importante, al reducir al mínimo el tiempo que el material permanece en el cilindro caliente se evita que se "cocine" y se degrade incluso antes de ser inyectado en el molde.
A menudo aconsejamos a los clientes que utilicen la temperatura más baja posible que permita un llenado completo sin defectos. Este enfoque preserva la integridad del material, especialmente en el caso de calidades sensibles como Bayblend FR. Es un equilibrio que ayudamos a nuestros socios a alcanzar durante sus pruebas.
Es esencial controlar adecuadamente la temperatura de los distintos grados de Bayblend. El sobrecalentamiento, especialmente en las variantes FR, provoca degradación térmica. Gestionar el tiempo de permanencia y el colchón de fusión ayuda a mantener la integridad del material y garantiza piezas de alta calidad, evitando costosos contratiempos en los proyectos.
Al trabajar con Bayblend, Los fabricantes de moldes deben tener en cuenta su índice de contracción típico de 0,5% a 0,7%. Este intervalo es un punto de partida, pero las tolerancias precisas del diseño de moldes requieren un conocimiento más profundo. Ignorar estos matices suele dar lugar a piezas que no superan las comprobaciones dimensionales.
Factores clave de la contracción
El valor final de la contracción no es estático. Está influido por la composición del material y las condiciones de procesamiento. Por ejemplo, la presencia de fibras de refuerzo puede alterar significativamente el comportamiento del material, afectando a las dimensiones finales de la pieza de forma diferente según su geometría.
Dirección del flujo Impacto
Uno de los factores más críticos es la dirección del flujo de la masa fundida dentro de la cavidad del molde. Materiales como Bayblend se contraen de forma diferente a lo largo de la trayectoria de flujo que perpendicular a ella. Esta variación debe integrarse en el diseño de la herramienta para lograr la estabilidad dimensional.
| Dirección | Contracción típica |
|---|---|
| Dirección del caudal | ~0.5% |
| Dirección del flujo transversal | ~0.7% |
Comprender la base Bayblend El índice de contracción es sólo el primer paso. El verdadero reto consiste en predecir cómo afectan los aditivos y el procesamiento a este índice. En MTM, a menudo ayudamos a clientes cuyas piezas no pasan la inspección porque las tolerancias iniciales del diseño del molde eran demasiado simplistas.
Efectos del refuerzo de fibra
Añadir fibras de vidrio a Bayblend mejora las propiedades mecánicas pero complica la predicción de la contracción. Las fibras se alinean con la dirección del flujo, restringiendo la contracción a lo largo de ese eje. Sin embargo, la contracción en la dirección de flujo transversal suele aumentar, un fenómeno que puede provocar alabeos inesperados si no se controla.
Contracción en grados reforzados con fibra
El comportamiento del material se vuelve no uniforme o muestra Anisotropía8. Tras realizar pruebas con varios clientes, hemos observado que la geometría de una pieza puede influir mucho en la alineación de las fibras, creando zonas localizadas de gran tensión y variación dimensional. Esto requiere un enfoque mucho más sofisticado para establecer las tolerancias de diseño del molde.
| Contenido en fibra | Contracción del flujo | Contracción por flujo cruzado |
|---|---|---|
| 0% (Resina limpia) | 0,5% - 0,7% | 0,5% - 0,7% |
| 15% GF | 0,2% - 0,4% | 0,6% - 0,9% |
| 30% GF | 0,1% - 0,3% | 0,7% - 1,0% |
Comprender la norma Bayblend y factores como el contenido de fibra. El diseño adecuado del molde debe tener en cuenta estas variables para garantizar la precisión dimensional y la estabilidad de la pieza final, evitando costosas repeticiones y retrasos en el proyecto.
Operaciones posteriores al moldeo: Pintado, chapado y pegado Bayblend
La versatilidad de Bayblend va más allá del moldeo. Su composición PC/ABS lo hace ideal para operaciones secundarias. Para proyectos que requieren un acabado metálico, su química superficial proporciona una excelente adhesión para el galvanizado. Esto lo convierte en la mejor opción para piezas decorativas y funcionales.
Pintura y acabado
La preparación adecuada de la superficie es clave para pintar piezas de automoción fabricadas con Bayblend. El material acepta bien varios sistemas de pintura, pero la superficie debe estar limpia y libre de agentes desmoldeantes. Esto garantiza un acabado duradero y de alta calidad, fundamental para los componentes estéticos.
Consideraciones sobre el revestimiento
Para la galvanoplastia de PC/ABS, el proceso comienza con el grabado de la superficie para crear anclajes microscópicos. Este paso es crucial para lograr una fuerte adherencia entre el plástico y las capas metálicas.
| Operación | Requisito clave | Aplicación común |
|---|---|---|
| Pintura | Limpieza de superficies | Tapicería interior de automóviles |
| Revestimiento | Grabado superficial | Rejillas cromadas |
| Vinculación | Diseño conjunto | Cajas electrónicas |

Las operaciones secundarias definen el rendimiento y el aspecto del producto final. Con Bayblend, conseguir un acabado de primera calidad mediante pintura o galvanoplastia es sencillo, siempre que se sigan los pasos correctos. Las equilibradas propiedades del material son una gran ventaja para la galvanoplastia de componentes de PC/ABS en industrias exigentes.
Preparación de la superficie para la adherencia
Antes de cualquier revestimiento, la superficie debe prepararse meticulosamente. Esto implica eliminar contaminantes como aceites, polvo y agentes desmoldeantes. En MTM solemos recomendar a nuestros clientes protocolos de limpieza específicos para garantizar unos resultados óptimos y evitar la delaminación o la formación de ampollas.
Métodos de unión y montaje
Para el montaje, la ‘soldadura ultrasónica Bayblend’ es un método popular y eficaz. El proceso utiliza vibraciones de alta frecuencia para crear una soldadura fuerte y limpia. Sin embargo, el éxito de la soldadura depende en gran medida del diseño de la unión y del material. Energía superficial9. Los adhesivos y las fijaciones mecánicas también son opciones viables.
| Método de unión | Velocidad | Fuerza | Coste del equipo |
|---|---|---|---|
| Soldadura por ultrasonidos | Rápido | Alta | Moderado |
| Adhesivos | Lento | Varía | Bajo |
| Fijaciones mecánicas | Rápido | Alta | Bajo |
Bayblend es muy adecuado para pintar, chapar y unir, lo que lo convierte en una opción versátil para ensamblajes complejos. La preparación adecuada de la superficie y la selección de la operación secundaria correcta son fundamentales para conseguir piezas finales duraderas y de alta calidad que cumplan las especificaciones del proyecto.
Verificación de la autenticidad: Obtención de material auténtico de Covestro en China
Verificar la autenticidad de la resina en el mercado chino es un paso fundamental. Un Certificado de Análisis (CoA) es su documento principal, pero sólo es útil si coincide con el material físico. Para un grado específico como Bayblend, esta verificación evita costosos problemas de producción.
Elementos clave de un CdA
Siempre debe cotejar el CoA con el embalaje del material. Busque coherencia en el número de lote, el grado del producto y la fecha de fabricación. Cualquier discrepancia es una señal de alarma importante que requiere una investigación inmediata.
| CoA Detalle | Etiqueta de envasado | Estado |
|---|---|---|
| Calidad del producto | Calidad del producto | Debe coincidir |
| Número de lote | Número de lote | Debe coincidir |
| Fabricante | Fabricante | Debe coincidir |
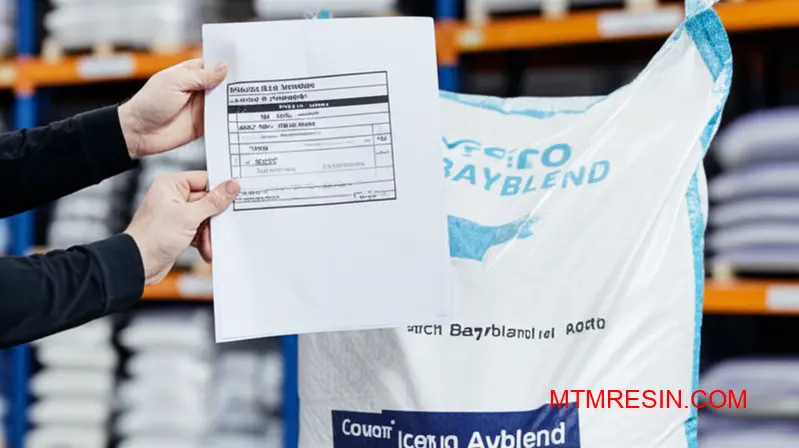
El reto de combinar papel y plástico
El mayor reto en verificación del certificado de materiales no es el documento en sí, sino confirmar que pertenece al material que ha recibido. Un CoA auténtico puede ser fácilmente emparejado con una bolsa de resina falsificada. Este es un problema común cuando se trata de un material no verificado. distribuidor de resina China.
Proceso de verificación paso a paso
En primer lugar, coteje el número de lote de la bolsa con el del CoA. Deben ser idénticos. En segundo lugar, inspeccione el envase en busca de signos de manipulación, como bolsas reselladas o impresiones de mala calidad. La etiqueta oficial Suministro de Covestro China de la cadena ha estandarizado el envasado. En el caso de proyectos de gran envergadura, un análisis más detallado con métodos como Espectroscopia10 puede confirmar la composición química del material, ofreciendo una prueba definitiva.
| Paso de verificación | En qué fijarse | Fallo común |
|---|---|---|
| 1. Número de lote | Coincidencia exacta entre la bolsa y el CdA | Números no coincidentes o ausentes |
| 2. Embalaje | Marca oficial, costuras selladas | Bolsas pegadas de nuevo, logotipos borrosos |
| 3. Historial del proveedor | Establecido y autorizado | Distribuidor nuevo o no verificado |
En MTM, realizamos esta verificación para cada lote de Bayblend que almacenamos. Esto garantiza que el material que reciba para su prueba de molde sea auténtico, ahorrándole tiempo y riesgos.
Asegurarse de que el CoA coincide con el material físico es crucial para verificar la autenticidad. Este proceso protege su proyecto de resinas falsificadas como Bayblend y evita retrasos costosos. Un socio local de confianza simplifica este proceso gestionando la verificación por usted, garantizando siempre un material auténtico.
La ventaja MTM: disponibilidad inmediata de las calidades Bayblend
El mayor lastre para un programa de pruebas de moldes suele ser la logística. Esperar el envío internacional de un material específico como Bayblend puede convertir un proyecto rápido en un calvario de un mes. En MTM, eliminamos este retraso actuando como su distribuidor local de resina en China.
De semanas a días
Preabastecemos las calidades más populares para asegurarnos de que las tenga a mano cuando las necesite. Este sencillo cambio transforma sus plazos. En lugar de esperar al despacho de aduanas, su material ya está aquí.
Comparación cronológica
| Método tradicional | Método MTM |
|---|---|
| Plazo de entrega de 4 a 6 semanas | Entrega al día siguiente |
| Gastos de envío elevados | Gastos de envío locales |
| Riesgos aduaneros y de tránsito | Sin riesgos de envío |
Nuestro inventario local de resina significa que su prueba de molde para Bayblend T65 o FR3010 puede tener lugar mañana, no el mes que viene. Este es el núcleo de nuestro rápido servicio de pruebas de moldes.

Disponer de un suministro local de calidades específicas de Bayblend va más allá de la mera rapidez. Esencialmente, reduce los riesgos del proceso de prueba de moldes. Cuando se depende de envíos internacionales, el proyecto está expuesto a posibles retrasos de aduanas, errores logísticos o daños de tránsito, que pueden hacer descarrilar calendarios ajustados.
Garantizar los plazos del proyecto
Nuestra función es amortiguar estas incertidumbres. Al mantener un stock de resina MTM, garantizamos la consistencia y disponibilidad del material. Usted obtiene el grado exacto especificado, como Bayblend FR3010, sin preocuparse de si un sustituto afectará al rendimiento o a la validación de la herramienta.
Mitigación de riesgos con inventario local
| Factor de riesgo | Impacto con el envío internacional | Solución de MTM |
|---|---|---|
| Retención aduanera | El proyecto se retrasa indefinidamente | Eliminado; el material es nacional |
| Daños materiales | Requiere nuevos pedidos y más retrasos | Mitigado con tránsito local seguro |
| Desajuste de notas | Resultados inexactos de los ensayos | Precisión de grado garantizada a partir de existencias |
Este enfoque también simplifica el proceso de verificación de las propiedades físicas. Como el material está disponible, los ingenieros pueden realizar pruebas preliminares con el lote exacto de resina. Esto garantiza propiedades como Reología11 alinearse perfectamente con los datos de simulación antes del ensayo principal, evitando costosos descubrimientos de última hora y garantizando una validación más fluida.
Nuestros grados Bayblend prealmacenados en China eliminan los cuellos de botella logísticos. El inventario local de resina de MTM convierte un período de espera de varias semanas en una entrega al día siguiente, proporcionando el rápido apoyo de prueba de moldes necesario para mantener sus proyectos en marcha y dentro del presupuesto.
Consiga Bayblend rápidamente: Acelere su proyecto con MTM
¿Está listo para adquirir Bayblend PC/ABS o necesita asesoramiento técnico para su prueba de molde en China? Póngase en contacto con MTM ahora mismo para obtener presupuestos instantáneos y una rápida disponibilidad de material. Evite las esperas para envíos internacionales, obtenga Bayblend certificado y lleve su proyecto del plano al prototipo sin retrasos.

-
Comprender la miscibilidad ayuda a predecir las propiedades finales de aleaciones de polímeros como Bayblend. ↩
-
Comprenda cómo estas mezclas de polímeros no cristalinos consiguen propiedades únicas para soluciones avanzadas de ingeniería. ↩
-
Entender este proceso de descomposición térmica ayuda a explicar cómo los retardantes de llama previenen los incendios en los cerramientos de plástico. ↩
-
Comprender este ensayo ayuda a predecir la estabilidad dimensional de una pieza bajo carga térmica. ↩
-
Comprender esta norma ayuda a seleccionar materiales conformes para carcasas electrónicas, lo que garantiza el acceso al mercado mundial. ↩
-
Aprenda cómo esta reacción afecta a la resistencia del polímero y al rendimiento de la pieza. ↩
-
Aprenda cómo afecta este concepto al tiempo de ciclo y a la integridad del material en el moldeo. ↩
-
Explore cómo afecta esta propiedad al comportamiento del material, crucial para predecir el alabeo de las piezas y garantizar la integridad del diseño. ↩
-
Comprender este concepto es crucial para conseguir uniones fuertes y fiables en los ensamblajes de plástico. ↩
-
Aprenda cómo esta técnica analítica proporciona una huella química para confirmar la identidad del material. ↩
-
Explore cómo las propiedades de flujo del material pueden predecir el comportamiento del moldeo y evitar defectos. ↩