LuranEncontrar el grado ASA adecuado para sus componentes exteriores no debería hacer descarrilar el calendario de su proyecto. Cuando los envíos de materiales al extranjero sufren retrasos o problemas aduaneros, sus pruebas T0 se retrasan y, de repente, todo su calendario de desarrollo está en peligro.
Luran S 778T ofrece la estabilidad térmica y la resistencia a los rayos UV necesarias para aplicaciones exigentes en exteriores, con su formulación ASA de alto calor que proporciona un rendimiento superior a la intemperie en comparación con los materiales ABS estándar.
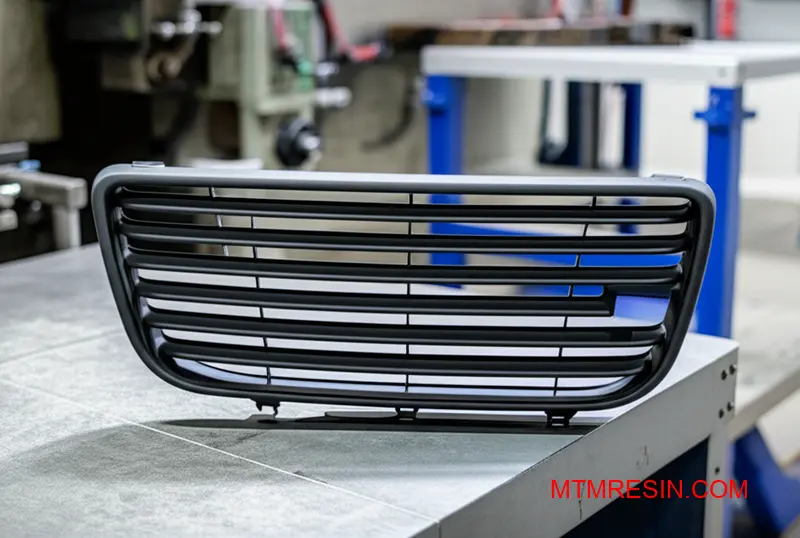
He trabajado con equipos de ingenieros que necesitaban esta calidad específica para rejillas de automóviles y carcasas de retrovisores. Obtener la especificación de material adecuada es solo el primer paso: garantizar un suministro fiable para sus pruebas de molde marca la verdadera diferencia a la hora de cumplir los plazos del proyecto.
¿Por qué especificar Luran S 778T para exteriores de alto rendimiento?
Los ingenieros suelen especificar Luran S 778T cuando el fracaso no es una opción. Este ASA (acrilonitrilo estireno acrilato) de alta temperatura establece un punto de referencia para el rendimiento en aplicaciones exigentes en exteriores, desde molduras de automóviles hasta carcasas industriales, donde la durabilidad no es negociable.
Ventajas principales para uso exterior
Su exclusiva formulación proporciona una resistencia superior a los factores ambientales. Esto garantiza una integridad estética y estructural a largo plazo, lo que es fundamental para la reputación de la marca y la vida útil del producto. La fiabilidad del material es un factor clave que impulsa su especificación en componentes de alto valor.
Indicadores clave de rendimiento
| Característica | Beneficio |
|---|---|
| Alta deflexión térmica | Mantiene la forma bajo carga solar directa |
| Excelente estabilidad UV | Resistente a la pérdida de color y al caleo de la superficie |
| Alta resistencia al impacto | Resistente a la tensión física y a los impactos |

Más allá de la ficha técnica: Rendimiento en el mundo real
Una hoja de datos sólo cuenta una parte de la historia. La verdadera prueba es cómo se comporta un material durante años de exposición. Los materiales estándar pueden tener buen aspecto al principio, pero degradarse rápidamente, lo que puede dar lugar a costosas reclamaciones de garantía y daños a la marca.
La resistencia de Luran S 778T proviene de su robusta fase de caucho de éster acrílico. Esta estructura es intrínsecamente más estable frente a Fotooxidación1 en comparación con otros estirénicos como el ABS. Esta estabilidad química es lo que evita la fragilidad y el agrietamiento de la superficie con el paso del tiempo, preservando la integridad de la pieza.
Consideraciones críticas sobre la aplicación
He trabajado con clientes que cambiaron a Luran S 778T después de experimentar fallos sobre el terreno con otros materiales. El problema radica a menudo en la combinación de estrés térmico y UV, especialmente en piezas de color oscuro que absorben una cantidad significativa de calor y radiación.
Comparación de materiales en entornos agresivos
| Material | Resistencia UV | Resistencia al calor | Estabilidad a largo plazo |
|---|---|---|---|
| ABS estándar | Pobre | Moderado | Bajo |
| Aleación PC/ABS | Moderado | Bien | Moderado |
| Luran S 778T | Excelente | Alta | Excelente |
Este grado garantiza que componentes como carcasas de espejos o rejillas de radiadores conserven su brillo, color y propiedades mecánicas. En MTM, tenemos en stock Luran S 778T para que su equipo pueda validar estas propiedades durante las pruebas de molde sin costosos retrasos en el envío.
Especificar Luran S 778T es una decisión estratégica para exteriores de alto rendimiento. Su excepcional resistencia a la intemperie y su estabilidad a altas temperaturas garantizan la longevidad del producto y protegen el valor de la marca, lo que lo convierte en una elección fiable para aplicaciones exteriores críticas en las que la durabilidad es primordial.
Análisis de las propiedades térmicas de Luran S 778T
Al seleccionar un material como Luran S 778T, sus propiedades térmicas son a menudo el factor decisivo. Este copolímero ASA es conocido por su excelente resistencia al calor, que es crucial para piezas que estarán expuestas a temperaturas elevadas. Debemos mirar más allá de las afirmaciones generales y examinar puntos de datos específicos.
Indicadores térmicos clave
Comprender el rendimiento de un material sometido al calor implica dos métricas principales. Estos valores nos dicen cómo se comporta un material cuando se somete a estrés térmico, lo que es vital para predecir su durabilidad en el mundo real y mantener su forma.
Valores Vicat y HDT
La temperatura de reblandecimiento Vicat y la temperatura de deflexión térmica (HDT) son fundamentales. Indican el punto en el que el material empieza a perder su rigidez. En el caso de Luran S 778T, estos valores son notablemente altos.
| Propiedad | Valor (aprox.) | Método de ensayo |
|---|---|---|
| Temperatura de ablandamiento Vicat (B50) | 104 °C | ISO 306 |
| Temperatura de deflexión térmica (0,45 MPa) | 98 °C | ISO 75-2/B |
Estos datos demuestran su capacidad para mantener la integridad estructural bajo carga a altas temperaturas.

La designación ‘High Heat’ de Luran S 778T no es sólo marketing; está respaldada por métricas de rendimiento específicas. Veamos qué significan estas cifras en un sentido práctico, especialmente para aplicaciones exigentes en las que la estabilidad térmica es un requisito innegociable.
Descifrar el rendimiento a altas temperaturas
Las dos cifras más importantes son el punto de reblandecimiento Vicat y la temperatura de deflexión térmica (HDT). El ensayo Vicat determina la temperatura a la que una aguja normalizada penetra en el material, lo que indica ablandamiento. La HDT mide la temperatura a la que una muestra se deforma bajo una carga específica.
Importancia para las piezas de automóvil
Piense en una pieza exterior de automóvil, como una rejilla o la carcasa de un retrovisor, pintada de un color oscuro y expuesta a la luz solar directa. Las temperaturas de la superficie pueden superar fácilmente los 80-90°C. Un material con un HDT bajo se alabearía o combaría, provocando fallos. El alto HDT de Luran S 778T garantiza la estabilidad dimensional bajo el calor. Este es un factor crítico que ayudamos a los clientes a verificar en MTM durante las pruebas de molde para nuevos componentes, evitando costosos problemas posteriores al lanzamiento. Esto se relaciona directamente con la Temperatura de transición vítrea2, que define su transición de un estado rígido a otro más flexible.
Las sólidas propiedades térmicas de Luran S 778T garantizan que mantenga su forma e integridad mecánica en entornos de altas temperaturas. Esto lo convierte en una opción fiable para piezas de automoción y otras aplicaciones en las que la exposición al calor es una preocupación constante, garantizando la estabilidad dimensional y el rendimiento a largo plazo.
Resistencia a los rayos UV y a la intemperie: Más allá del ABS estándar
Cuando se diseñan piezas para uso exterior, el ABS estándar suele quedarse corto. Su susceptibilidad a la radiación UV provoca una rápida degradación que causa decoloración y fragilidad. Es un problema habitual que veo cuando los clientes intentan utilizar grados de uso general para aplicaciones exigentes.
La debilidad del ABS estándar
El principal problema del ABS es su componente de caucho butadieno. Aunque proporciona resistencia al impacto, es muy vulnerable a la luz ultravioleta. El resultado es una mala resistencia a la intemperie a largo plazo.
Presentamos una alternativa superior: ASA
Aquí es donde sobresalen los materiales ASA (acrilonitrilo estireno acrilato), como Luran S 778T. Están diseñados específicamente para el rendimiento en exteriores y la estabilidad del color. Ofrecen una solución fiable para piezas duraderas.
Principales diferencias de rendimiento
| Propiedad | ABS estándar | Luran S 778T (ASA) |
|---|---|---|
| Resistencia UV | Pobre | Excelente |
| Solidez del color | Bajo | Alta |
| Resistencia al impacto | Bien | Excelente |
| Durabilidad a largo plazo | Feria | Excelente |

La diferencia fundamental entre el ASA y el ABS radica en su estructura química. Esta distinción es crucial para comprender el comportamiento a la intemperie. Muchos equipos de proyecto pasan por alto este detalle durante la selección del material, lo que provoca fallos posteriores.
La ventaja de la goma de acrilato
El ABS estándar incorpora una fase de caucho de butadieno. Los dobles enlaces de su estructura se rompen fácilmente con la radiación UV. Este proceso degrada el polímero, haciendo que el material amarillee y se vuelva quebradizo. Este es un modo de fallo clásico del ABS en exteriores.
En cambio, Luran S 778T es un polímero ASA. Utiliza una fase de caucho de acrilato saturado, que carece de los dobles enlaces vulnerables que se encuentran en el butadieno. Esta estabilidad inherente lo hace excepcionalmente resistente a la degradación UV y a la oxidación. El resultado es una solidez del color y una retención de las propiedades mecánicas superiores a lo largo del tiempo. La formación de cromóforos3 se reduce considerablemente.
Rendimiento en pruebas de intemperismo
Nuestro análisis de los datos de envejecimiento acelerado muestra un marcado contraste. Esto es fundamental para los clientes que necesitan validar piezas rápidamente, y tener Luran S 778T listo en nuestro almacén de China les ayuda a cumplir plazos ajustados.
| Métrica de rendimiento | ABS estándar | Luran S 778T (ASA) |
|---|---|---|
| Retención del brillo | Pobre | Excelente |
| Cambio de color (ΔE) | Alta | Muy bajo |
| Impacto Retención | Bajo | Alta |
| Grietas superficiales | Prone | Resistente |
Para aplicaciones exteriores, la elección está clara. Los materiales ASA como Luran S 778T ofrecen una resistencia a los rayos UV y una estabilidad del color superiores a las del ABS estándar. Esto se debe a la estabilidad química inherente de su fase de caucho de acrilato, que garantiza un rendimiento y un atractivo estético a largo plazo.
Propiedades mecánicas clave para la integridad estructural
Comprender la ficha técnica de un material es fundamental para garantizar su integridad estructural. Tres valores clave proporcionan una instantánea del rendimiento: el módulo de tracción, la resistencia al impacto y el alargamiento a la rotura. Estas cifras no son sólo números, sino que predicen directamente cómo se comportará un componente en condiciones de tensión y esfuerzo reales.
Significado de las cifras
Para los ingenieros, interpretar correctamente estas propiedades es el primer paso hacia un diseño satisfactorio. Evita costosas revisiones y garantiza que el producto final cumpla sus requisitos funcionales desde el principio.
| Propiedad | Representa | Crítica Para |
|---|---|---|
| Módulo de tracción | Rigidez, resistencia a la flexión | Carcasas estructurales, piezas portantes |
| Resistencia al impacto | Resistencia, capacidad de absorción de impactos | Dispositivos propensos a caídas, encajes a presión |
| Alargamiento a la rotura | Ductilidad, capacidad de estiramiento | Encaje a presión, bisagras vivas |
A menudo se elige un material como Luran S 778T porque su ficha técnica muestra un buen equilibrio de estas características.
Cuando reviso una ficha técnica mecánica, no me limito a los valores individuales, sino que tengo en cuenta cómo interactúan. Este análisis es crucial para predecir el rendimiento, especialmente en piezas con geometrías complejas, como encajes a presión o carcasas portantes.
Interpretación del módulo de tracción
El módulo de tracción es una medida de la rigidez. Para una carcasa estructural, un alto módulo de tracción es esencial. Garantiza que la pieza no se deforme bajo su propio peso o cargas externas, manteniendo su forma prevista y protegiendo los componentes internos. Un módulo bajo daría como resultado una pieza endeble.
Equilibrio entre impacto y elongación
En el caso de elementos como los cierres a presión, se necesita un equilibrio diferente. Una alta resistencia al impacto, a menudo medida mediante ensayos Charpy, garantiza que la grapa no se rompa durante el montaje. Al mismo tiempo, es vital un alargamiento suficiente en el momento de la rotura. Esta propiedad permite al material flexionarse lo suficiente para encajar y desencajar sin sufrir daños permanentes.
Por ejemplo, al especificar un material como Luran S 778T para un proyecto, analizamos su resistencia a la tracción junto con sus propiedades de impacto. También tenemos en cuenta factores como la dirección del flujo durante el moldeo, que puede influir en Anisotropía4 y afectar a la resistencia de la pieza final. En MTM, ayudamos a los equipos a evitar retrasos suministrando dichos materiales directamente en China para realizar pruebas de molde inmediatas.
Es fundamental conocer de forma equilibrada el módulo de tracción para la rigidez, la resistencia al impacto para la durabilidad y el alargamiento para la flexibilidad. Estos valores de la hoja de datos son la base para diseñar piezas robustas y fiables, influyen directamente en la selección de materiales y evitan fallos sobre el terreno.
Control de la temperatura del molde para mejorar la estética de la superficie
El control de la temperatura del molde es crucial para conseguir la estética superficial deseada en las piezas de plástico. En el caso de un material como Luran S 778T, esta variable dicta directamente el aspecto final, desde un alto brillo hasta un acabado mate. Es un delicado equilibrio que gestionamos en cada proyecto.
La relación temperatura-brillo
Una temperatura de molde más alta permite que el polímero fundido fluya más fácilmente y reproduzca la superficie del molde con mayor fidelidad. El resultado es un mayor brillo. Por el contrario, una temperatura más baja hace que el material se solidifique más rápido, creando una superficie menos reflectante o mate.
Equilibrio entre estética y duración del ciclo
Aunque una temperatura alta mejora el brillo, también alarga el periodo de enfriamiento, lo que prolonga la duración de los ciclos. Encontrar el equilibrio adecuado es clave para una producción eficiente. Este equilibrio es una parte fundamental de la optimización de cualquier proceso de moldeo.
| Parámetro | Alta temperatura del molde | Baja temperatura del molde |
|---|---|---|
| Brillo de la superficie | Alta | Bajo / Mate |
| Duración del ciclo | Más largo | Más corto |
| Líneas de soldadura | Menos visible | Más visible |
| Contracción | Más alto | Baja |

Un control adecuado de la temperatura del molde es algo más que fijar un número; se trata de comprender el comportamiento del material. En el caso de Luran S 778T, la temperatura influye directamente en cómo se organizan las moléculas de polímero al enfriarse, lo que define el brillo de la superficie y la calidad general de la pieza.
Conseguir un acabado brillante
Para obtener un acabado de espejo, solemos recomendar una temperatura de la superficie del molde entre 60 °C y 80 °C. Esto mantiene el material fluido durante más tiempo, lo que permite copiar perfectamente la superficie de acero pulido del molde. Esto mantiene el material fluido durante más tiempo, lo que le permite copiar perfectamente la superficie de acero pulido del molde. Minimiza las líneas de flujo y mejora el atractivo visual.
Acabados texturizados y optimización del tiempo de ciclo
Para las piezas con textura, suele ser mejor una temperatura más baja (de 40°C a 60°C). Ayuda a capturar los detalles finos de la textura sin crear brillos no deseados. Esto también contribuye a optimizar el tiempo de ciclo, un objetivo constante en la fabricación. El material Reología5 es un factor clave aquí; la temperatura cambia significativamente sus características de flujo.
| Tipo de acabado | Temperatura recomendada (°C) | Resultados clave |
|---|---|---|
| Alto brillo | 60 - 80°C | Replicación superficial superior, ciclo más largo |
| Estándar/texturizado | 40 - 60°C | Buena captación de detalles, ciclo equilibrado |
| Acabado mate | < 40°C | Ciclo más rápido, brillo reducido |
En MTM, nos aseguramos de que nuestros clientes tengan materiales como Luran S 778T listos en China para estas pruebas exactas, evitando retrasos.
La temperatura del molde es una herramienta poderosa en el moldeo por inyección. En el caso de Luran S 778T, dicta el equilibrio entre el brillo de la superficie y la velocidad de producción. Un control adecuado le garantiza la estética deseada al tiempo que mantiene una optimización eficiente del tiempo de ciclo para el éxito de su proyecto.
Diseño de la puerta y ubicación de los componentes ASA
El diseño adecuado de las compuertas es crucial para obtener componentes ASA de alta calidad, especialmente los que tienen superficies visibles. La elección del tipo de compuerta y su ubicación influyen directamente en el aspecto final de la pieza, ya que influyen en aspectos como las marcas de flujo, las marcas de hundimiento y el acabado general de la superficie.
El impacto de las puertas en la estética
En el caso de las piezas estéticas, el objetivo principal es minimizar los defectos estéticos. Una puerta mal colocada puede crear imperfecciones visibles difíciles de eliminar después del moldeado. Por eso, la fase inicial de diseño es un paso fundamental para el éxito.
Tipos de puerta habituales para ASA
A continuación se presenta un resumen rápido de los tipos de compuerta comunes utilizados para materiales ASA como Luran S 778T. Cada uno tiene ventajas y desventajas distintas según la aplicación específica y la geometría de la pieza.
| Tipo de puerta | Ventaja | Desventaja |
|---|---|---|
| Puerta del Túnel | Desengrase automático | Puede inducir un estrés elevado |
| Puerta de borde | Sencillo y barato | Deja un vestigio mayor |
| Corredor caliente | Reduce los residuos y mejora el flujo | Mayor coste inicial del molde |

La elección de la compuerta adecuada requiere un equilibrio entre la complejidad del molde, el tiempo de ciclo y la calidad de la pieza. La decisión depende a menudo de si la pieza es un componente visible, donde la perfección estética es clave. En MTM asesoramos a menudo sobre la integración de materiales y procesos.
Selección de la puerta óptima para ASA
Las compuertas de túnel son magníficas para los procesos automatizados, pero pueden provocar altos tensión de cizallamiento6 si no se diseñan con cuidado. Las puertas de borde son una solución más sencilla y rentable, pero a menudo requieren un paso de recorte manual, que puede dejar una marca visible en la pieza.
Sistemas de canal caliente
Para piezas grandes o producción de gran volumen con materiales como Luran S 778T, suelo recomendar sistemas de canal caliente. Eliminan los desechos del canal y permiten un control más preciso del flujo de fusión, lo que es esencial para minimizar las líneas de soldadura y otros defectos estéticos.
Ubicación estratégica de la puerta
La ubicación de la compuerta es tan importante como el tipo. Si es posible, coloque siempre las compuertas en zonas no críticas y ocultas de la pieza. De este modo se dirige la trayectoria del flujo para que las posibles líneas de soldadura se formen en zonas no visibles para el usuario final.
| Característica de la pieza | Ubicación recomendada de la puerta |
|---|---|
| Superficie plana | Centro o sección más gruesa |
| Parte acanalada | En una costilla gruesa o un borde no visible |
| Parte curva | A lo largo de una línea de separación no cosmética |
Un diseño de compuerta adecuado para ASA no es negociable para lograr piezas cosméticas de alta calidad. Seleccionar el tipo de compuerta adecuado y colocarlo estratégicamente minimiza defectos como las líneas de soldadura y garantiza un acabado superficial impecable, especialmente cuando se utilizan calidades específicas como Luran S 778T.
Aplicaciones en automoción: Rejillas y carcasas de retrovisores
Luran S 778T es un material excelente para piezas exteriores de automóviles como rejillas y carcasas de retrovisores. Su principal ventaja radica en la creación de aplicaciones sin pintar de alta calidad. Esta capacidad de moldeado en color elimina todo el proceso de pintura, lo que supone un importante ahorro de costes y tiempo para cualquier proyecto.
La ventaja del moldeo en color
Al utilizar Luran S 778T, los fabricantes pueden moldear las piezas en su color final. Esto evita las complejidades de la pintura, como la gestión de las emisiones de compuestos orgánicos volátiles (COV) y la garantía de un acabado impecable. El resultado es una línea de producción más eficiente y respetuosa con el medio ambiente.
Comparación de la simplificación de procesos
| Característica | Pieza pintada tradicional | Luran S 778T (Sin pintar) |
|---|---|---|
| Etapas de fabricación | Moldeo, imprimación, pintura | Sólo moldeado |
| Tiempo de producción | Más largo | Más corto |
| Impacto medioambiental | Superior (COV) | Baja |
| Coste | Más alto | Baja |

Cuando los clientes se dirigen a nosotros en MTM para un nuevo material de carcasa de espejo lateral, a menudo quieren alejarse de las piezas pintadas. Los componentes pintados son propensos a astillarse por los residuos de la carretera, y las reparaciones son costosas. El uso de Luran S 778T para aplicaciones sin pintar es una solución directa a este problema.
Caso práctico: Carcasas de retrovisores laterales
Un proyecto común implica el desarrollo de una carcasa de espejo lateral duradera y de alto brillo. Recomendamos Luran S 778T porque proporciona un acabado de Clase A directamente desde el molde. Esto elimina la necesidad de una línea de pintura independiente, lo que reduce drásticamente el tiempo del ciclo de producción y la complejidad para nuestros clientes.
La resistencia inherente del material a la intemperie y a los rayos UV garantiza la estabilidad del color a largo plazo. Además, su alto nivel de resistencia al mar7 significa que la pieza puede soportar pequeños arañazos y abrasiones mucho mejor que una superficie pintada. Esta resistencia es fundamental para cualquier pieza exterior de un automóvil.
Aumento de costes y eficiencia
| Factor de coste | ABS/PC pintado | Luran S 778T sin pintar |
|---|---|---|
| Tasa de chatarra | Mayor debido a defectos de pintura | Baja |
| Trabajo | Personal de moldeado y pintura | Sólo personal de moldeado |
| Inversión de capital | Molde + Línea de pintura | Sólo moho |
| Cadena de suministro | Logística de piezas + pintura | Sólo logística parcial |
Luran S 778T ofrece una ventaja significativa para las rejillas de automoción y las carcasas de los retrovisores. Permite la producción de molde en color, lo que elimina los costosos y lentos procesos de pintura. Esto da como resultado piezas duraderas y resistentes a la intemperie con un acabado superior directamente del molde.
Identificación de ASA falsificados o fuera de especificación en el mercado
Cuando se abastece de Luran S 778T, el Certificado de Análisis (COA) es su primera línea de defensa. Sin embargo, no basta con recibir un COA. Debe verificar activamente su legitimidad para evitar recibir resina fuera de especificación o falsificada. La ASA genérica o la reafilada pueden causar problemas importantes durante las pruebas de molde.
Material Prime vs. Off-Spec
Las diferencias pueden ser sutiles pero importantes. El material de primera calidad garantiza un rendimiento constante, mientras que la resina fuera de especificación introduce una variabilidad que compromete los resultados de los ensayos. Esto es especialmente cierto cuando se prueban moldes de alta precisión.
| Propiedad | Primer Luran S 778T | ASA fuera de especificación/falsificación |
|---|---|---|
| Trazabilidad de los lotes | Número de lote totalmente rastreable | Datos inexistentes o incoherentes |
| Caudal de fusión | Dentro del intervalo especificado | Varía significativamente |
| Consistencia del color | Uniformidad y coherencia | Tinte amarillento o motas |
| Resistencia mecánica | Cumple los valores de la ficha técnica | Menor resistencia al impacto o a la tracción |
El riesgo de las suposiciones
Asumir que un material es genuino basándose únicamente en el papeleo puede dar lugar a costosos retrasos y a datos inexactos en los ensayos de moldes. La verificación diligente del material es un paso crucial en la adquisición.

Verificar un COA requiere algo más que un rápido vistazo. Empiece por cotejar el número de lote y la fecha de fabricación con el proveedor. Un COA legítimo tendrá un formato coherente y los datos coincidirán con los rangos de propiedades típicos del fabricante. Tenga cuidado con los valores demasiado perfectos o idénticos en diferentes lotes.
Por qué no bastan los controles visuales
Los falsificadores se han vuelto sofisticados. Una bolsa de resina puede parecer correcta, pero sus propiedades internas podrían ser totalmente erróneas. Si se utiliza un material rectificado o un ASA genérico en lugar de Luran S 778T de primera calidad, se alterarán los índices de contracción, el acabado superficial y la durabilidad general de la pieza. Esto invalida todo el propósito de una prueba de molde precisa. En MTM, a menudo ayudamos a clientes que se enfrentaban a este problema antes de recurrir a nosotros.
Pasos clave de la validación del COA
Aconsejamos a nuestros socios que realicen algunas comprobaciones para evitar la falsificación de resina. Simple espectroscopia8 puede ofrecer una confirmación definitiva de la composición química del material.
| Paso de verificación | Acción requerida | Bandera Roja |
|---|---|---|
| Contactar con el proveedor | Llame para confirmar que el número de lote es válido. | El proveedor no encuentra el número de lote. |
| Comprobar datos | Compare las propiedades con la ficha técnica oficial. | Los valores están fuera de especificación o son demasiado perfectos. |
| Revisar el formato | Busque errores tipográficos, problemas con el logotipo o fuentes extrañas. | El documento parece poco profesional. |
| Material de prueba | Realice una prueba simple del índice de flujo de fusión (MFI). | Los resultados del IFM no coinciden con los del COA. |
Es fundamental asegurarse de recibir Luran S 778T auténtico. Valide siempre el COA y confíe sólo en proveedores fiables. Esta simple diligencia evita costosos fallos en las pruebas de moldes, retrasos en los proyectos y protege la calidad de su producto final desde el principio.
Igualación de colores y compatibilidad de masterbatches
Al colorear Luran S 778T, tiene dos opciones principales: utilizar un compuesto precoloreado o añadir una mezcla maestra en la prensa. Cada método conlleva sus propias consideraciones técnicas. La elección correcta depende a menudo de la escala de su proyecto y de los requisitos específicos de calidad.
Precoloreado vs. Autocoloreado
Los compuestos precoloreados proporcionan el máximo nivel de uniformidad de color, ya que el pigmento está totalmente dispersado por el proveedor del material. Esto es ideal para grandes tiradas de producción en las que la variación de color no es aceptable. La autocoloración con un masterbatch ofrece más flexibilidad para lotes más pequeños y cambios de color rápidos.
Consideraciones clave
Sin embargo, la flexibilidad conlleva responsabilidad. La compatibilidad de la resina portadora del masterbatch con el material base Luran S 778T es fundamental. El uso de un portador incompatible puede comprometer las propiedades mecánicas y el acabado superficial de la pieza final, creando problemas imprevistos durante las pruebas del molde.
| Método | Lo mejor para | Ventajas clave | Desafío principal |
|---|---|---|---|
| Pre-coloreado | Grandes tiradas críticas | Consistencia de color garantizada | Mayor MOQ y menor flexibilidad |
| Masterbatch | Pequeños lotes, prototipos | Rentable y flexible | Requiere una dosificación precisa y compatibilidad |

Conseguir el color perfecto en Luran S 778T va más allá de la simple adición de pigmento. Todo el sistema debe funcionar en armonía. La compatibilidad de las mezclas maestras es un punto de fallo frecuente en los proyectos que he visto, especialmente cuando los equipos intentan utilizar una mezcla maestra genérica para ahorrar costes.
La importancia de la resina portadora
La resina portadora en un masterbatch debe tener buena miscibilidad con la base ASA de Luran S 778T. Si no es así, se corre el riesgo de problemas como delaminación, rayas en la superficie o reducción de la resistencia al impacto. Verifique siempre que el masterbatch esté específicamente diseñado para ASA o un polímero compatible.
Más allá de la compatibilidad básica
Una cuestión sutil pero crítica en la igualación de colores es Metamerismo9. Esto ocurre cuando dos colores coinciden bajo una fuente de luz pero no bajo otra. Esto puede ocurrir si el masterbatch utiliza pigmentos diferentes al estándar de color original, un problema común en aplicaciones de automoción y electrónica.
Según nuestras pruebas, especificar un masterbatch con un portador basado en ASA evita la mayoría de los defectos de procesamiento. Garantiza que el pigmento se disperse uniformemente sin alterar las propiedades inherentes del material Luran S 778T, ofreciendo un resultado predecible y fiable para su prueba de molde.
La elección entre Luran S 778T precoloreado y un masterbatch implica un compromiso entre consistencia y flexibilidad. Para obtener resultados fiables, asegúrese siempre de que el portador del masterbatch es totalmente compatible con la resina base ASA para evitar comprometer la integridad y el aspecto de la pieza final.
Asegurar Luran S 778T para validaciones urgentes de herramientas
Como director de proyecto, su principal preocupación durante las pruebas T0-T1 es eliminar los retrasos. El mayor riesgo suele ser la disponibilidad de material. Abastecerse de pequeños lotes de Luran S 778T en el extranjero introduce una incertidumbre significativa. El suministro urgente de material no es sólo una preferencia; es una necesidad para una validación eficaz.
El dilema de los lotes pequeños
Encontrar una fuente fiable de 25 kg a 500 kg de un grado específico como Luran S 778T en China puede ser difícil. Los grandes distribuidores suelen dar prioridad a los pedidos a granel, dejando desatendidas las pruebas. Esto crea una brecha crítica para los equipos que necesitan validar moldes rápidamente.
| Método de abastecimiento | Plazos de entrega | Implicaciones financieras | Riesgos del proyecto |
|---|---|---|---|
| Envíos al extranjero | 4-8 semanas | Gastos de envío y aranceles elevados | Alta (retrasos, aduanas) |
| Local Pre-Stocked | 1-3 días | Sólo logística | Bajo (rápido, fiable) |
T0 Preparación del juicio
La preparación adecuada de la prueba T0 depende de tener a mano el material correcto cuando la herramienta esté lista. Esperar la resina no es una opción. Un enfoque proactivo implica asegurar su Luran S 778T incluso antes de que el molde esté pulido, asegurando una transición sin problemas desde el herramental hasta la prueba.

Una estrategia práctica para jefes de proyecto
La estrategia más eficaz es contratar a un socio local especializado en materiales de prueba de moldes. En MTM, abordamos esta necesidad específica almacenando resinas como Luran S 778T. Esto garantiza que los gestores de proyectos puedan asegurarse el suministro de resinas para lotes pequeños sin quebraderos de cabeza por envíos internacionales, retrasos en aduanas o elevados costes de transporte.
Atenuación de los retrasos habituales
La principal ventaja es la reducción de riesgos. Al tener el material listo en un almacén local, se desvincula el calendario de pruebas de las variables globales de la cadena de suministro. Este sencillo cambio en la estrategia de aprovisionamiento puede ahorrar semanas en el calendario de un proyecto, evitando costosos excesos y manteniendo a las partes interesadas satisfechas con el progreso.
Garantizar la integridad del material
Recurrir a un proveedor local de confianza también le garantiza recibir el grado exacto especificado. Entendemos que la consistencia del material es crucial para la validación. A Termoplástico10 como Luran S 778T tiene características de procesamiento específicas, y el uso de un equivalente no verificado para una prueba T0 introduce variables innecesarias y corre el riesgo de invalidar los resultados de la prueba.
| Paso | Acción | Beneficio |
|---|---|---|
| 1 | Contacte pronto con el proveedor local | Confirma la disponibilidad de material |
| 2 | Especifique el grado y la cantidad exactos | Garantiza la precisión de los ensayos |
| 3 | Programar la entrega local | Se alinea con la finalización del molde |
| 4 | Proceder a tiempo con la prueba T0 | Mantiene el proyecto dentro de los plazos previstos |
Asegurar pequeños lotes de Luran S 778T localmente es crucial para los ensayos T0-T1 a tiempo. Esta estrategia reduce los riesgos de su proyecto, ya que elimina los retrasos en los envíos internacionales y garantiza que el material especificado esté listo en China, lo que hace que su proceso de validación de herramientas sea eficiente y predecible.
Asegure Luran S 778T con MTM para su próxima prueba de moldes
¿Tiene problemas para encontrar Luran S 778T auténtico rápidamente en China? MTM prealmacena lotes certificados, sin esperas en el extranjero ni dolores de cabeza en las aduanas. Envíe su consulta hoy mismo y acelere su validación T0-T1 con la resina adecuada, ahora mismo. No se arriesgue a retrasos: póngase en contacto con MTM para obtener un suministro rápido y fiable.

-
Comprenda este proceso de degradación clave para seleccionar mejor los materiales de los productos duraderos para exteriores. ↩
-
Este concepto ayuda a predecir la rigidez y los límites de rendimiento de un polímero a diferentes temperaturas. ↩
-
Comprender cómo estos grupos químicos provocan cambios de color en los plásticos expuestos a la luz. ↩
-
Comprender esto ayuda a predecir cómo cambian las propiedades del material con la dirección del flujo en las piezas moldeadas. ↩
-
Comprender la reología ayuda a predecir cómo un polímero llena el molde, lo que repercute directamente en la calidad y la estética de la pieza final. ↩
-
Comprender este concepto ayuda a predecir el comportamiento del material y a evitar defectos durante el proceso de moldeo. ↩
-
Comprenda cómo esta propiedad garantiza la calidad estética y la durabilidad a largo plazo de los componentes exteriores sin pintar. ↩
-
Comprender cómo la espectroscopia proporciona una huella química que confirma la identidad y pureza de un material. ↩
-
Comprenda cómo este fenómeno dependiente de la luz influye en la aprobación del color del producto final. ↩
-
Comprender esta propiedad ayuda a seleccionar materiales para procesos de moldeo por inyección repetibles. ↩