El moldeo por inyección con policarbonato Makrolon a menudo parece sencillo hasta que se encuentra con confusión de grado, defectos de procesamiento o retrasos en el abastecimiento de materiales. A menudo, los ingenieros se esfuerzan por seleccionar el grado adecuado de la amplia gama de Covestro, para luego encontrarse con vetas plateadas, burbujas o problemas de autenticación durante las fases críticas de prueba.
El moldeo por inyección de Makrolon requiere una cuidadosa selección de grados, parámetros de procesamiento precisos y un abastecimiento de material fiable para lograr resultados consistentes. El éxito depende de la comprensión del sistema de nomenclatura, la optimización de los perfiles de temperatura y la garantía de la autenticidad del material durante todo el proceso de prueba.
Esta completa guía le guiará a través de todo el proceso de moldeo por inyección de Makrolon, desde la decodificación de las nomenclaturas de los grados hasta la solución de los defectos más comunes. Compartiré ideas prácticas de trabajo con equipos de ingeniería que han superado con éxito estos retos durante sus pruebas de moldeo en China.
La cartera de productos Makrolon puede parecer compleja, pero su sistema de nomenclatura es bastante lógico una vez que se comprenden los conceptos básicos. Comprenderlo es clave para seleccionar el grado de policarbonato correcto para sus pruebas de molde, evitando errores costosos. En MTM, a menudo ayudamos a nuestros clientes a descifrar estos nombres.
Sistema de numeración de los núcleos
El identificador primario es un número de cuatro cifras. El primer dígito suele indicar una familia general o un tipo de aplicación. Por ejemplo, la serie 2000 es una familia estándar de uso general, mientras que otras series pueden indicar propiedades especializadas, como la resistencia al fuego o la estabilidad a los rayos UV.
Explicación de los indicadores de viscosidad
Los dos últimos dígitos de muchos grados comunes se correlacionan directamente con la viscosidad, medida por el índice volumen-flujo de fusión (MVR). Un número más bajo significa mayor viscosidad (flujo más lento), y un número más alto indica menor viscosidad (flujo más rápido). Esto es fundamental para el procesamiento.
| Grado | MVR (300°C/1,2 kg) | Aplicación común |
|---|---|---|
| Makrolon 2405 | 19 cm³/10 min | Flujo fácil, paredes finas |
| Makrolon 2805 | 10 cm³/10 min | Media viscosidad, general |
| Makrolon 3105 | 6,0 cm³/10 min | Alta viscosidad, extrusión |

Elegir entre grados de viscosidad alta y baja, como Makrolon 2407 frente a 2805, es un reto habitual para los equipos de ingeniería. La decisión afecta directamente tanto al proceso de moldeo como al rendimiento de la pieza final. No se trata sólo de si el material llenará el molde.
Impacto de la viscosidad en el moldeo
Un grado de viscosidad más bajo (MVR más alto) fluye más fácilmente, lo que lo hace adecuado para piezas con geometrías complejas o paredes finas. Sin embargo, a veces puede reducir la resistencia mecánica. Los grados de alta viscosidad ofrecen mayor resistencia al impacto y durabilidad, pero requieren presiones y temperaturas de inyección más elevadas.
Seleccionar el grado adecuado
El índice de fluidez del policarbonato debe coincidir con el diseño de su herramienta y los requisitos de la pieza. En mi experiencia, el uso de un grado con el MVR incorrecto puede causar problemas como flash si la viscosidad es demasiado baja, o disparos cortos si es demasiado alta. Por eso es tan importante tener acceso a varios grados para realizar pruebas. A Termoplástico1 El comportamiento de un material es predecible si se conocen sus propiedades fundamentales.
| Nivel de viscosidad | Gama típica de MVR | Consideraciones sobre el tratamiento | Parte Rendimiento |
|---|---|---|---|
| Bajo | >15 cm³/10 min | Menor presión, ciclos más rápidos | Bueno para detalles intrincados |
| Medio | 8-15 cm³/10 min | Ventana de procesamiento equilibrado | Versátil, uso general |
| Alta | <8 cm³/10 min | Mayor presión y temperatura | Dureza y resistencia superiores |
Comprender la nomenclatura de Makrolon es crucial para una selección eficaz del material. Prestar atención a la serie y a los indicadores de viscosidad ayuda a garantizar que el grado elegido se ajusta perfectamente a las demandas de procesamiento de su aplicación y a los requisitos de rendimiento final, ahorrando tiempo durante las pruebas críticas del molde.
Uso general frente a grados especiales: Adecuación de la resina a la aplicación
Elegir la resina adecuada es algo más que escoger un tipo de material. Se trata de adaptar las propiedades específicas a su aplicación. Un policarbonato de uso general como Makrolon 2805 es un caballo de batalla, ideal para muchas aplicaciones de interior. Pero, ¿y si su pieza va a estar en el exterior o tiene una geometría compleja?
PC de uso general
Los grados de uso general ofrecen una base de excelente resistencia al impacto y claridad. Son rentables y están ampliamente disponibles, por lo que son ideales para los ensayos iniciales de moldes en los que la forma y el ajuste son las principales preocupaciones. Proporcionan un estándar fiable para la mayoría de los componentes internos.
La necesidad de grados especiales
Las calidades especiales están diseñadas con aditivos para mejorar el rendimiento. Por ejemplo, el policarbonato estabilizado a los rayos UV es esencial para los productos de exterior, ya que evita el amarilleamiento y la degradación. Los grados de desmoldeo ayudan a que las piezas salgan sin problemas de moldes complejos, reduciendo los tiempos de ciclo y los defectos estéticos.
| Tipo de grado | Característica principal | Caso de uso común |
|---|---|---|
| Uso general | Rendimiento estándar | Carcasas interiores, tubos de luz |
| Estabilizado UV | Resistencia a la luz solar | Iluminación exterior, cerramientos |
| Liberación de moldes | Expulsión más fácil | Piezas complejas de paredes finas |

La decisión entre una resina estándar y una especial suele depender de dos factores clave: la exposición medioambiental y la complejidad de fabricación. Si no se tienen en cuenta, pueden producirse fallos en las piezas o retrasos en la producción. Es un paso fundamental en cualquier guía de selección de resinas para PC.
Por qué es importante la estabilización UV
Una pieza de PC estándar expuesta a la luz solar se degradará. El material se vuelve quebradizo y se decolora debido a un proceso denominado Fotooxidación2. El policarbonato estabilizado frente a los rayos UV contiene aditivos que absorben la radiación UV, protegiendo la estructura del polímero y garantizando la durabilidad a largo plazo para aplicaciones en exteriores.
El papel de los agentes desmoldeantes
Para piezas con nervaduras profundas o superficies texturadas, un grado de desmoldeo es inestimable. Estos lubricantes internos reducen la fricción entre el plástico y el molde de acero. Esto permite una expulsión más rápida y limpia de la pieza, minimizando las marcas de tensión y mejorando la eficiencia general de la producción, un beneficio clave que vemos en las pruebas de los clientes.
En MTM almacenamos Makrolon tanto de uso general como especial. Esto garantiza que sus ensayos de moldes en China utilicen el material exacto especificado para el producto final, lo que evita problemas de validación en el futuro.
| Escenario | Grado recomendado | Razón |
|---|---|---|
| Lente de faro para automóviles | PC estabilizado UV | Debe soportar la exposición constante al sol |
| Dispositivo médico con pequeños broches | Desmoldeo PC | Garantiza una liberación limpia de los rasgos finos |
| Carcasa electrónica interna | Makrolon de uso general | Sin necesidades medioambientales ni de moldeado especiales |
Seleccionar el grado de resina correcto desde el principio es crucial. Las resinas de uso general como Makrolon 2805 son excelentes para muchos usos, pero los grados especiales con estabilización UV o agentes desmoldeantes son esenciales para necesidades específicas de rendimiento y fabricación, garantizando la longevidad y eficiencia del producto.
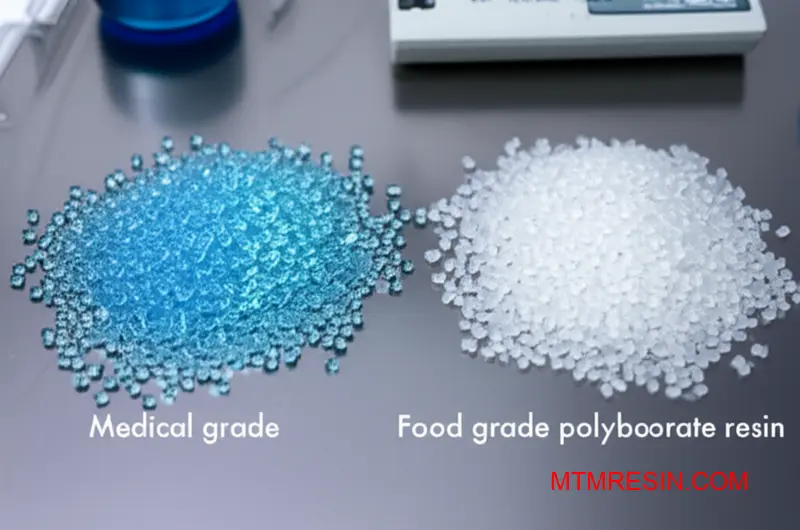
Cumplimiento de la normativa médica y alimentaria: Selección de los grados Rx y Food de Makrolon
Elegir el grado correcto de Makrolon es fundamental para los productos regulados. Esta decisión va más allá de las simples propiedades mecánicas; afecta directamente a la seguridad del paciente y a la protección del consumidor. La elección entre materiales de grado médico y alimentario no es intercambiable y exige una consideración cuidadosa.
Principales diferencias de designación
La principal diferencia radica en el uso al que se destinan y la normativa que cumplen. Los grados Rx de Makrolon son para dispositivos médicos, mientras que los grados alimentarios son para aplicaciones como utensilios de cocina. Confundirlos puede provocar importantes contratiempos en los proyectos y fallos de conformidad durante las auditorías.
| Tipo de grado | Aplicación principal | Enfoque normativo clave |
|---|---|---|
| Makrolon Rx | Productos sanitarios | Biocompatibilidad (ISO 10993) |
| Makrolon Alimentación | Artículos en contacto con alimentos | Pruebas de migración (FDA, UE 10/2011) |
Impacto en los plazos del proyecto
La selección de un material incorrecto a menudo conduce al fracaso de las pruebas de validación y a costosos rediseños. En MTM, disponemos de ambos tipos de resina Makrolon en China, lo que garantiza que sus ensayos de moldes se realicen con el material correcto y conforme desde el primer día.
Normativa sobre productos sanitarios
En el caso de los productos sanitarios, la norma aplicable es la ISO 10993. Este protocolo evalúa la biocompatibilidad3 de los materiales, garantizando que no provoquen reacciones biológicas adversas al entrar en contacto con el cuerpo. Es un requisito fundamental para la seguridad del paciente.
La serie Makrolon Rx, un policarbonato biocompatible líder, está específicamente diseñada y probada según estas rigurosas normas. El uso de un material de grado médico Makrolon precertificado proporciona a los fabricantes una ventaja significativa, agilizando el proceso de validación de dispositivos y reduciendo los riesgos.
Aspectos esenciales de la conformidad en contacto con alimentos
Para las aplicaciones en contacto con alimentos, las normativas como FDA CFR 21 en Estados Unidos y EU 10/2011 en Europa son la principal preocupación. Estas normas se centran en limitar la migración de sustancias del plástico a los alimentos, protegiendo a los consumidores.
| Reglamento | Objetivo principal | Alcance de las pruebas | Ejemplo de uso del material |
|---|---|---|---|
| ISO 10993 | Reacción biológica | Citotoxicidad, sensibilización | Instrumentos quirúrgicos, administración de fármacos |
| FDA / UE | Migración química | Extraíbles, lixiviables | Recipientes para alimentos, utensilios |
Seleccionar una resina de PC que cumpla los requisitos de la FDA es esencial para cualquier producto destinado a entrar en contacto con alimentos. Aunque algunos materiales pueden cumplir los requisitos de ambos sectores, utilizar un Makrolon específico para alimentos es el enfoque más seguro y eficaz para estas aplicaciones.
La elección entre los grados Makrolon Rx y alimentario depende totalmente del entorno normativo de uso final. Las aplicaciones médicas exigen biocompatibilidad según la norma ISO 10993, mientras que el contacto con alimentos requiere pruebas de migración para cumplir con la FDA. Hacer la elección correcta por adelantado es fundamental para el éxito del proyecto.
Soluciones ignífugas: Profundice en la serie Makrolon FR
A la hora de seleccionar materiales para componentes electrónicos o de automoción, la seguridad no es negociable. Las propiedades ignífugas (FR) son críticas. La serie Makrolon FR de Covestro ofrece soluciones fiables, diseñadas específicamente para cumplir las estrictas normas del sector en materia de PC ignífugos. Estos materiales garantizan la seguridad sin comprometer el rendimiento.
Principales aplicaciones de Makrolon FR
El primer paso es saber qué grado se adapta mejor a su proyecto. Las distintas aplicaciones exigen niveles de retardancia a la llama y propiedades físicas específicas. A menudo ayudamos a los clientes a elegir entre estas opciones para sus ensayos de moldes en China, asegurándonos de que obtienen el material adecuado desde el principio.
| Ejemplo de grado | Característica principal | Aplicación común |
|---|---|---|
| Makrolon FR7087 | UL94 V-0 @ 1,5 mm | Carcasas electrónicas |
| Makrolon FR7067 | UL94 5VA @ 3,0 mm | Fuentes de alimentación |
| Makrolon FR6005 | Alto caudal, V-0 | Piezas de pared delgada |
Esta serie proporciona una base sólida para el diseño de productos seguros y duraderos.
Comprender los índices de inflamabilidad
Para los materiales de carcasas electrónicas, la norma UL94 es la referencia universal. Una clasificación UL94 V-0 significa que el material se autoextingue en 10 segundos tras dos aplicaciones de llama. Esto es esencial para prevenir incendios en aparatos electrónicos de consumo y otros dispositivos en los que la seguridad es primordial.
El dilema: aditivos FR frente a flujo de material
Conseguir la clasificación UL94 V-0 en policarbonato requiere aditivos específicos. Sin embargo, estos aditivos suelen aumentar la viscosidad del material. Esto hace que el plástico fundido fluya con menos facilidad durante el moldeo por inyección. Esta contrapartida es una consideración importante para piezas con geometrías complejas o paredes finas.
Un mayor nivel de aditivos FR puede repercutir en los principales parámetros de procesamiento. La elección del grado de Makrolon debe equilibrar el índice de seguridad requerido con la fabricabilidad del componente. Algunos retardantes de llama utilizan un Intumescente4 para crear una capa protectora de carbón.
Impacto en el tratamiento
He aquí una visión simplificada de la relación entre el nivel de FR y el índice de fluidez (MFI), basada en nuestros datos de pruebas. Un MFI más bajo indica un flujo más pobre.
| Nivel de aditivo FR | Clasificación UL94 típica | IMF relativo |
|---|---|---|
| Bajo | V-2 | Alta |
| Medio | V-0 a 3,0 mm | Medio |
| Alta | V-0 a 1,5 mm | Bajo |
En MTM, tenemos en stock varios grados de Makrolon FR para ayudar a los clientes a probar rápidamente qué material proporciona el mejor equilibrio para su molde y aplicación específicos aquí mismo en China.
La serie Makrolon FR proporciona materiales esenciales con clasificación UL94 V-0 para aplicaciones críticas de seguridad. Los ingenieros deben equilibrar cuidadosamente estas propiedades ignífugas con los requisitos de procesamiento, especialmente el flujo de material, para garantizar el éxito de la fabricación de componentes electrónicos y de automoción complejos.
Calidad óptica y transmisión de la luz: Consideraciones para piezas transparentes
El papel fundamental de la claridad
En aplicaciones como la iluminación de automóviles y la electrónica de consumo, la calidad óptica no es negociable. La capacidad del material para transmitir la luz sin distorsiones repercute directamente en el rendimiento y la seguridad. Seleccionar la resina adecuada es el primer paso y el más crucial en el proceso de diseño de cualquier pieza transparente.
Métricas clave de rendimiento
Nos centramos en dos factores principales: el porcentaje de transmisión de la luz y el nivel de opacidad. Un mayor porcentaje de transmisión garantiza la máxima luminosidad, mientras que un bajo nivel de opacidad garantiza la claridad. Los materiales como el Makrolon de calidad óptica están diseñados específicamente para destacar en estas áreas, por lo que son ideales para aplicaciones exigentes.
Comparación de materiales
He aquí un rápido resumen de los materiales transparentes más comunes que a menudo comentamos con los clientes para los ensayos de moldes.
| Material | Transmisión de luz (%) | Haze (%) |
|---|---|---|
| PC (uso general) | 85-89 | >1.0 |
| PC (grado óptico) | 89-92 | <1.0 |
| PMMA | 92-93 | <1.0 |
| COC/COP | 91-92 | <0.5 |
Como puede ver, el grado del material, como el policarbonato de grado óptico específico, marca una diferencia significativa.

Consideraciones sobre materiales avanzados para lentes
Cuando trabajamos con fabricantes de lentes para iluminación y automoción, la conversación va más allá de la claridad básica. Debemos abordar el rendimiento a largo plazo en condiciones duras. Para estos clientes, la selección de materiales consiste en equilibrar la calidad óptica inicial con la durabilidad a lo largo de la vida útil del producto.
Cumplimiento de las normas de automoción
Las lentes para automóviles requieren materiales resistentes al amarilleamiento por la exposición a los rayos UV y a las fluctuaciones de temperatura. El policarbonato de alta transmisión, especialmente los grados como Makrolon LED2245, es una opción popular. Ofrece una excelente estabilidad térmica y protección contra los rayos UV, garantizando que la lente permanezca clara y funcional durante años.
El reto de la iluminación LED
Los modernos sistemas de iluminación LED son muy eficientes, pero pueden generar calor localizado. El material no sólo debe transmitir la luz con eficacia, sino también gestionar el estrés térmico sin degradarse. En MTM ayudamos a menudo a nuestros clientes a encontrar resinas específicas diseñadas para minimizar el calor. Birrefringencia5 y otros defectos ópticos durante el moldeo. Seleccionar la resina correcta para lentes de automoción desde el principio evita costosos ajustes del molde y retrasos en las pruebas, lo que garantiza que los proyectos se ajusten al calendario previsto. Aquí es donde tener materiales prealmacenados en China se convierte en una gran ventaja para los ajustados plazos de desarrollo de nuestros clientes.
Elegir el material transparente adecuado implica encontrar un equilibrio entre rendimiento óptico, durabilidad y procesabilidad. Las resinas de grado óptico, como los grados específicos de Makrolon, están diseñadas para aplicaciones exigentes, garantizando una alta transmisión de luz y una baja opacidad, que son fundamentales para el éxito de los productos de iluminación LED y de automoción.
Optimización de los parámetros de moldeo por inyección: Control de temperatura y presión
Conseguir la temperatura y la presión adecuadas es fundamental en el moldeo por inyección. Para un material como el policarbonato Makrolon, un control preciso evita los defectos. Si la temperatura del barril es demasiado baja, el material no fluirá correctamente. Si es demasiado alta, puede degradarse y provocar fragilidad o decoloración.
Unos ajustes adecuados garantizan la calidad de las piezas. El objetivo es un proceso estable que produzca componentes uniformes y de alta calidad. A menudo aconsejamos a los clientes que establezcan una línea de base y la ajusten gradualmente en función de la geometría específica del molde y de la pieza.
Temperatura del barril y del molde
El perfil de temperatura del barril es fundamental. Debe aumentar gradualmente desde la zona de alimentación hasta la boquilla para garantizar una fusión uniforme. Un perfil mal ajustado puede dar lugar a partículas no fundidas o a la degradación del material, lo que repercute directamente en la resistencia y el aspecto del producto final.
La temperatura del molde es igual de importante. Influye en la velocidad de enfriamiento, que a su vez afecta al acabado superficial, la contracción y la tensión interna. En el caso de materiales de PC como Makrolon, suele ser necesaria una temperatura de molde más alta para conseguir una buena superficie y minimizar la tensión.
| Parámetro | Intervalo recomendado (°C) | Notas |
|---|---|---|
| Zona trasera del cañón | 260 - 280 | Garantiza una alimentación adecuada del material |
| Zona media del barril | 280 - 300 | Zona de fusión primaria |
| Zona delantera del cañón | 290 - 310 | Homogeneiza la temperatura de fusión |
| Temperatura de la boquilla | 285 - 305 | Ligeramente más bajo para evitar el babeo |
| Temperatura del molde | 80 - 120 | Las temperaturas más altas mejoran el acabado superficial |

La relación entre velocidad y estrés
La velocidad de inyección está directamente relacionada con la tensión interna de una pieza moldeada. Una inyección más rápida llena el molde con rapidez, pero puede crear altas tasas de cizallamiento en el polímero fundido. Este proceso introduce una tensión significativa, que puede provocar deformaciones o grietas más adelante.
Encontrar el equilibrio es clave. Según nuestras pruebas con clientes, empezar con una velocidad moderada y observar los resultados es un enfoque práctico. Hay que tener en cuenta cómo se comporta el material en diferentes condiciones de flujo, un concepto fundamental para la fabricación de materiales. Reología6. Esto ayuda a predecir cómo se transmite la presión a través de la masa fundida.
Ajustes de la presión de inyección
La presión de inyección debe ser suficiente para llenar completamente la cavidad antes de que el material se congele. Sin embargo, una presión excesiva puede provocar rebabas o un sobreembalaje, con los consiguientes problemas dimensionales. A continuación, se aplica una presión de retención para compensar la contracción del material al enfriarse.
Este control de la presión en dos etapas es crucial para la precisión dimensional. Hacerlo bien requiere experiencia, especialmente cuando se utilizan grados específicos como Makrolon. En MTM, suministramos los materiales exactos necesarios para estos ensayos, eliminando variables y ayudando a los equipos a centrarse únicamente en la optimización del proceso.
| Parámetro de inyección | Efecto de ser demasiado alto | Efecto de ser demasiado bajo |
|---|---|---|
| Velocidad de inyección | Alta tensión interna, flash | Tiros cortos, marcas de flujo |
| Presión de inyección | Flash, exceso de equipaje, parte de estrés | Tiros cortos, marcas de hundimiento |
| Presión de mantenimiento | Difícil de expulsar, alta tensión | Marcas de hundimiento, huecos, alabeos |
Dominar las temperaturas del barril y del molde, junto con la presión y la velocidad de inyección, es esencial para un moldeo de alta calidad. El uso de los parámetros correctos para materiales como Makrolon evita defectos comunes, reduce la tensión interna y garantiza la integridad constante de las piezas en cualquier proyecto.
Mitigación de defectos comunes: Solución de rayas plateadas, burbujas y desviaciones
Los defectos visuales, como las vetas plateadas, las burbujas y las separaciones, pueden paralizar un proyecto. Cuando se trabaja con materiales como Makrolon, estos problemas a menudo apuntan a algunos problemas básicos de procesamiento. Comprender sus causas es el primer paso para encontrar una solución.
Identificación del origen del defecto
Estos defectos pueden parecer similares, pero se deben a problemas diferentes. Las estrías plateadas y la separación suelen deberse a la humedad, mientras que las burbujas pueden indicar gas atrapado o degradación del material. Identificar correctamente el problema ahorra un tiempo valioso en la planta de moldeo.
Resumen de las causas más comunes
Un enfoque sistemático ayuda a aislar la variable causante del defecto. Antes de realizar ajustes importantes, es crucial confirmar los aspectos básicos, como la manipulación del material y los ajustes de la máquina.
| Defecto | Principal sospechoso | Sospechoso secundario |
|---|---|---|
| Rayas plateadas | Humedad en el material | Aire atrapado |
| Burbujas | Degradación térmica | Mala ventilación |
| Marcas de separación | Secado insuficiente | Calor cortante excesivo |
Una comprobación rápida
Realizar un rápido "disparo de aire" purgando material a cielo abierto puede ayudar. Si el material purgado muestra burbujas o rayas, es probable que el problema esté en el material o en las condiciones del barril, no en el molde en sí.
Solución de problemas en profundidad
Para ingenieros y técnicos, es esencial disponer de una ruta de diagnóstico clara. Desglosemos las soluciones para los defectos de moldeado de policarbonato, vinculándolos a problemas de humedad, calor o ventilación específicamente en materiales como Makrolon.
Defectos inducidos por la humedad
El policarbonato es Higroscópico7, absorbe fácilmente la humedad del aire. Si no se seca correctamente, esta humedad se convierte en vapor en el barril, provocando rayas plateadas y marcas de separación en la superficie de la pieza. Esta es la causa más común de tales defectos visuales.
Problemas relacionados con el calor
Un calor excesivo o un tiempo de permanencia prolongado pueden degradar Makrolon, liberando gases que forman burbujas dentro de la pieza. Esto difiere de los vacíos relacionados con la humedad. Hemos visto que esto ocurre cuando las temperaturas del barril son demasiado altas o los tiempos de ciclo son innecesariamente largos.
Ventilación y aire atrapado
Si el material está bien secado y la temperatura es correcta, el problema puede ser mecánico. Una ventilación inadecuada del molde atrapa aire en la cavidad. Este aire comprimido puede causar defectos que imitan los problemas de humedad o dar lugar a marcas de quemaduras al final del recorrido de llenado.
| Síntoma | Causa probable | Acción recomendada |
|---|---|---|
| Rayas que irradian desde la puerta | Humedad | Verifique la temperatura y el tiempo del secador. |
| Burbujas dentro de la sección más gruesa | Degradación del material | Bajar la temperatura de la barrica o reducir el tiempo de permanencia. |
| Marcas de separación al final del relleno | Aire atrapado / Mala ventilación | Compruebe si las rejillas de ventilación del moho están obstruidas o tienen el tamaño adecuado. |
Solucionar estos defectos comunes del moldeado de policarbonato requiere un proceso metódico. Al abordar el control de la humedad, la gestión térmica y la ventilación adecuada del molde, puede eliminar la mayoría de las marcas de separación y las rayas plateadas en las piezas de Makrolon, lo que garantiza resultados de alta calidad y el mantenimiento de los proyectos en la fecha prevista.
Autenticidad y trazabilidad: Garantizar la autenticidad del Makrolon en los ensayos mundiales
En los ensayos globales de moldes, el riesgo de utilizar "equivalentes locales" no aprobados es una preocupación importante. Un proveedor puede ofrecer un policarbonato genérico, alegando que es el mismo que Makrolon. Este atajo introduce variables imprevisibles que pueden comprometer la integridad de todo el proyecto.
El problema de los materiales no verificados
El uso de un material no especificado puede dar lugar a ensayos fallidos y datos inexactos. Las propiedades físicas podrían no coincidir, causando problemas con el rendimiento de la pieza, la estabilidad dimensional o la apariencia. Esto socava el propósito de la prueba, que es validar el molde con el material de producción final.
Makrolon auténtico frente a PC genérico
Es fundamental entender la diferencia. El auténtico Makrolon de Covestro tiene unas características de rendimiento específicas que los materiales genéricos no suelen reproducir.
| Característica | Makrolon auténtico | Policarbonato genérico |
|---|---|---|
| Coherencia | Fiabilidad entre lotes | Varía según el proveedor |
| Rendimiento | Cumple las especificaciones exactas | A menudo se desvía |
| Trazabilidad | Totalmente documentado | Limitado o ninguno |

La función del certificado de análisis (COA)
El documento más importante para la verificación de materiales es el Certificado de Análisis (COA). Es la prueba definitiva de la identidad, el número de lote y el cumplimiento de las especificaciones de una resina. En MTM, siempre insistimos en proporcionar una verificación completa del COA de la resina para cada lote.
Cómo verificar su resina
Un COA es algo más que un trozo de papel. Es una garantía. Contiene datos críticos como el índice de flujo de fusión, la densidad y otras propiedades. Estos datos confirman que está trabajando con resina Covestro auténtica, no con un sustituto barato. A menudo utilizamos métodos avanzados para volver a comprobar estas propiedades para nuestros clientes.
Información crítica sobre un COA
- Nombre del fabricante: Debería indicar claramente Covestro.
- Grado del producto: Debe coincidir con el grado de Makrolon especificado.
- Número de lote: Imprescindible para una trazabilidad completa del material.
- Resultados de las pruebas: Las propiedades físicas clave deben estar dentro del intervalo especificado.
Este nivel de verificación es una práctica habitual para nosotros. Análisis avanzados como Espectroscopia8 puede utilizarse incluso para confirmar la huella química única de un polímero, sin dejar lugar a dudas sobre su autenticidad.
Garantizar la autenticidad del material no es negociable para el éxito de los ensayos globales. Exija siempre un certificado de análisis para verificar que está utilizando Makrolon auténtico. Este sencillo paso protege su proyecto de costosos retrasos y fallos causados por materiales falsificados o incorrectos.
Materiales equivalentes frente a marca especificada: Cuándo sustituir
Decidir entre una marca especificada y un material equivalente es una elección crítica en el ensayo de moldes. Cuando un proyecto especifica un policarbonato de alta calidad como Makrolon, su suministro en China puede causar retrasos. En las pruebas iniciales de T1, el objetivo suele ser verificar la geometría del molde y su funcionalidad básica.
¿Es aceptable un equivalente para el T1?
Para las primeras pruebas, suele bastar con un equivalente local de alta calidad con una ficha técnica comparable. Este enfoque permite comprobar el ajuste, la forma y la acción mecánica sin tener que esperar a costosos envíos internacionales. Además, acelera considerablemente el ciclo de retroalimentación inicial.
Factores decisivos
La decisión depende del objetivo del ensayo. Una sencilla comparación puede orientar su elección.
| Fase de prueba | Objetivo principal | Material recomendado |
|---|---|---|
| T1 (Primer disparo) | Verificar el funcionamiento y las dimensiones del molde | PC equivalente |
| T2 (Perfeccionamiento) | Optimizar los parámetros de procesamiento | Marca equivalente o especificada |
| Validación final | Certificar el rendimiento del producto | Marca especificada (Makrolon) |

Aunque las fichas técnicas son un punto de partida, no ofrecen una visión completa. Los riesgos de la sustitución de materiales suelen residir en diferencias sutiles que no son evidentes a primera vista. Por ejemplo, las variaciones en los aditivos de procesamiento, la consistencia entre lotes y el rendimiento a largo plazo bajo presión.
Más allá de la ficha técnica
Una marca específica como Makrolon garantiza una estructura molecular y unas propiedades constantes. El policarbonato es un Amorfo9 lo que significa que su rendimiento depende de su estructura interna. Un equivalente puede coincidir sobre el papel, pero comportarse de forma diferente bajo presiones y temperaturas de moldeo reales.
Un marco para la validación
En MTM guiamos a nuestros clientes a través de un proceso práctico de validación de equivalentes de Makrolon. Esto implica una comparación directa centrada en atributos críticos para la calidad.
Puntos críticos de comparación
Al sustituir, analizamos las posibles desviaciones que podrían afectar al producto final. Incluso pequeñas diferencias en el comportamiento del material pueden afectar al resultado de la prueba del molde y la validación posterior.
| Atributo | Makrolon especificado | Riesgo potencial equivalente |
|---|---|---|
| Contracción | Coherente y previsible | Mayor variabilidad, que afecta a las tolerancias |
| Flujo de fusión | Estable en todos los lotes | Puede variar, lo que requiere ajustes del proceso |
| Claridad óptica | Alto y uniforme | Puede presentar una ligera neblina o cambios de color |
El uso de materiales equivalentes para las pruebas iniciales T1 acelera la validación del molde al reducir los tiempos de espera. Sin embargo, para el rendimiento final y la aprobación reglamentaria, no es negociable utilizar la marca especificada, como Makrolon. La clave está en saber cuándo es apropiado cada enfoque para el calendario de su proyecto.
Operaciones secundarias: Pintar, pegar y soldar piezas de Makrolon
Tras el moldeo, sus piezas Makrolon necesitan a menudo toques finales. Operaciones secundarias como la pintura, el pegado y la soldadura son fundamentales tanto para la estética como para la función. Sin embargo, no todos los métodos son adecuados para todos los grados de policarbonato Makrolon. Es esencial planificar estos pasos desde la fase de diseño.
Selección del proceso inicial
La elección del proceso secundario adecuado depende totalmente de los requisitos de su aplicación. Por ejemplo, la pintura mejora el aspecto y la resistencia a los rayos UV, mientras que la soldadura proporciona uniones estructurales fuertes. Debe tener en cuenta las tensiones específicas que soportará la pieza final. No tener esto en cuenta puede provocar el fallo de la pieza.
| Operación | Objetivo principal | Desafío clave |
|---|---|---|
| Pintura | Estética, protección UV | Adherencia, compatibilidad con disolventes |
| Vinculación | Montaje, sellado | Selección del adhesivo, preparación de la superficie |
| Soldadura | Juntas estructurales | Calidad del material, diseño de la junta |
Adecuación del grado al proceso
Los distintos grados de Makrolon responden de forma diferente. Por ejemplo, un grado diseñado para dispositivos médicos puede no aceptar ciertas pinturas debido a la química de la superficie. Por eso es tan importante la selección del material. En MTM, ayudamos a nuestros clientes a encontrar el grado exacto que necesitan para todo su proceso, no solo para el moldeo.
Soldadura ultrasónica Makrolon
La soldadura ultrasónica es un método popular para unir componentes Makrolon. Utiliza vibraciones de alta frecuencia para crear una soldadura de estado sólido. Sin embargo, el éxito de este proceso depende en gran medida del diseño de la unión, el grado de Makrolon utilizado y los ajustes del equipo.
Impacto de los rellenos
Los grados de Makrolon rellenos de vidrio o minerales pueden ser difíciles de soldar por ultrasonidos. Los rellenos pueden interferir con el flujo de polímero en la interfaz de unión, lo que provoca una unión más débil. En estos casos, es fundamental ajustar el tiempo de soldadura y la presión para lograr resultados óptimos.
Riesgos de la adhesión con disolventes
El pegado con disolventes es otra técnica habitual, pero conlleva riesgos importantes si no se hace correctamente. Algunos disolventes pueden provocar grietas por tensión ambiental, lo que compromete la integridad de la pieza a largo plazo. El material Viscoelasticidad10 afecta a cómo responde a la tensión química y mecánica combinada.
He aquí una rápida comparación de los métodos habituales de unión de componentes de PC.
| Método | Fuerza | Velocidad | Restricción de material |
|---|---|---|---|
| Soldadura por ultrasonidos | Alta | Rápido | Lo mejor para los grados sin rellenar |
| Adhesión con disolventes | Moderado | Moderado | Alto riesgo de agrietamiento por tensión |
| Adhesivos (epoxi/cianoacrilato) | Varía | Lento | Requiere preparación de la superficie |
En última instancia, la elección del método de unión adecuado requiere un profundo conocimiento del grado específico de Makrolon. Adquirir el material correcto para su prueba de molde garantiza que las pruebas posteriores al moldeo reflejarán con precisión el rendimiento final de la producción, evitando costosas sorpresas en el futuro.
Elegir el grado correcto de Makrolon es crucial para el éxito de las operaciones secundarias. Una planificación adecuada de la pintura, el pegado o la soldadura por ultrasonidos evita fallos costosos y garantiza la integridad de la pieza. Estos detalles son importantes desde las primeras fases del diseño del producto y la selección del material.
Desbloquee la velocidad de prueba de Makrolon con las soluciones MTM
¿Busca calidades de Makrolon para su próxima prueba de moldeo por inyección en China? Agilice su proyecto: solicite un presupuesto a MTM y obtenga acceso inmediato a materiales Makrolon auténticos y prealmacenados. Olvídese de los envíos al extranjero y de los retrasos. Póngase en contacto con nosotros hoy mismo para garantizar la coherencia, el cumplimiento y el éxito rápido de su ensayo.

-
Comprender el comportamiento de este tipo de polímero bajo el calor, crucial para la optimización del proceso de moldeo por inyección. ↩
-
Comprenda cómo afecta este proceso químico a la durabilidad a largo plazo y a la estética del producto. ↩
-
Comprender esto es crucial para desarrollar dispositivos médicos seguros que interactúen con sistemas biológicos. ↩
-
Comprender este mecanismo de formación de carbonilla ayuda a seleccionar sistemas ignífugos avanzados para aplicaciones de alta temperatura. ↩
-
Comprender esta propiedad ayuda a los ingenieros a minimizar la distorsión óptica en lentes moldeadas y componentes transparentes. ↩
-
Comprender este concepto ayuda a predecir el flujo de material y a optimizar el moldeo de piezas complejas. ↩
-
Comprender esta propiedad del material es fundamental para prevenir los defectos relacionados con la humedad en muchos polímeros de ingeniería. ↩
-
Descubra cómo esta técnica analítica confirma la composición de los polímeros, garantizando la autenticidad del material. ↩
-
Comprender esta estructura ayuda a predecir comportamientos del material como la transparencia y la contracción durante el proceso de moldeo. ↩
-
Comprender esta propiedad ayuda a predecir cómo responderá Makrolon al calor y la presión de la soldadura. ↩