El moldeo de plásticos técnicos de alto rendimiento como el Stanyl TW200F6 en China plantea retos únicos. Muchos ingenieros se enfrentan a resultados incoherentes en los ensayos, problemas inesperados de procesamiento y problemas de autenticidad de los materiales que pueden hacer descarrilar proyectos enteros.
El Stanyl TW200F6 es un grado de PA46 reforzado con fibra de vidrio 30% que ofrece una excepcional resistencia al calor (HDT >280°C), una resistencia mecánica superior y una excelente resistencia química, por lo que resulta ideal para aplicaciones eléctricas y de automoción exigentes en las que el PA66 estándar no llega.
Para obtener el TW200F6 adecuado es necesario comprender sus requisitos específicos de procesamiento y el comportamiento del material. La siguiente guía cubre las consideraciones técnicas esenciales, desde los protocolos de presecado hasta la resolución de los defectos de moldeo más comunes, ayudándole a conseguir pruebas satisfactorias y resultados de producción consistentes.
Evaluación de Stanyl TW200F6 para aplicaciones de ingeniería de alto rendimiento
Los ingenieros suelen especificar Stanyl TW200F6 cuando la PA66-GF30 estándar se queda corta. Esta poliamida de alto rendimiento, una PA46 con fibra de vidrio 30%, ofrece unas propiedades térmicas y mecánicas superiores. Es un material idóneo para aplicaciones que exigen un rendimiento constante en condiciones extremas de calor y tensión mecánica.
Principales diferencias de rendimiento
La principal razón para elegir Stanyl TW200F6 es su elevado techo de prestaciones. Mantiene la rigidez y la resistencia a temperaturas a las que la PA66 empezaría a reblandecerse y fallar. Esto lo hace ideal para componentes cerca de motores o en sistemas eléctricos de alta potencia.
Comparación de propiedades: PA46-GF30 frente a PA66-GF30
A continuación se ofrece una comparación general basada en datos de materiales típicos. Los valores específicos pueden variar, pero la tendencia es coherente.
| Propiedad | Stanyl TW200F6 (PA46-GF30) | Estándar PA66-GF30 |
|---|---|---|
| Temperatura de deflexión térmica (1,8 MPa) | ~285°C | ~250°C |
| Módulo de tracción (seco) | Alta | Medio-Alto |
| Fluidez | Excelente | Bien |
| Resistencia a la fluencia a alta temperatura | Superior | Moderado |
Este perfil convierte al Stanyl TW200F6 en un material fundamental para la automoción y la electrónica.
Profundizar en la idoneidad de las aplicaciones
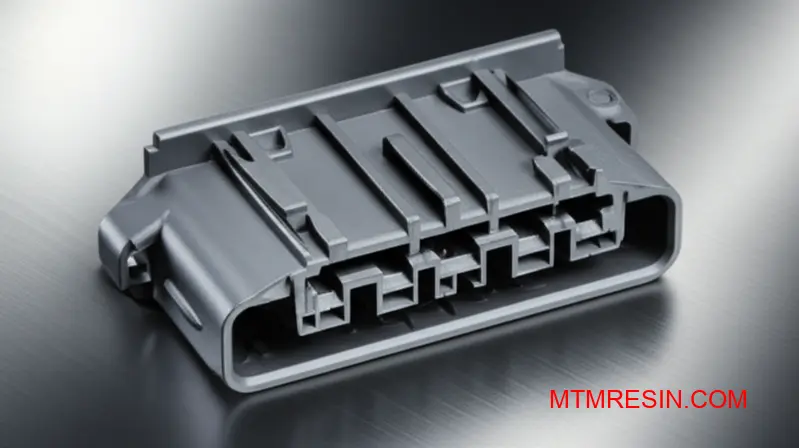
La elección de Stanyl TW200F6 no se limita a una mayor resistencia a la temperatura; se trata de un rendimiento predecible. Su estructura molecular estable proporciona una excelente resistencia a la fluencia bajo carga a altas temperaturas, un factor crítico para los conectores y las piezas estructurales que deben mantener tolerancias estrictas durante su vida útil.
Equilibrio entre rendimiento y procesabilidad
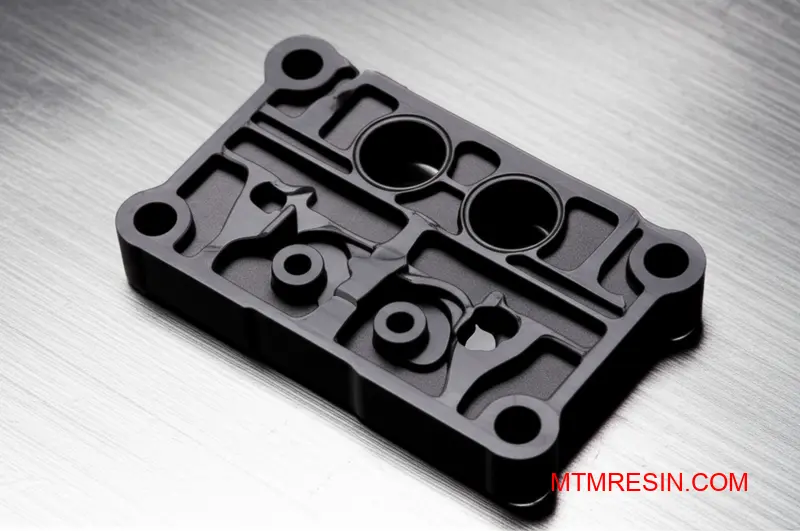
Una de las características más destacadas del Stanyl es su excelente fluidez a pesar de su elevado punto de fusión. Esto permite diseñar piezas complejas de paredes finas sin sacrificar la resistencia. A menudo, los clientes de MTM utilizan este material para piezas complejas que serían difíciles de moldear con otras resinas de alta temperatura. La capacidad del material para rellenar geometrías complejas reduce la presión de inyección y los tiempos de ciclo.
El papel de la estabilidad térmica
El rendimiento térmico superior está directamente relacionado con su mayor Temperatura de transición vítrea1. Esta característica garantiza que las propiedades mecánicas se mantengan muy por encima de las temperaturas de funcionamiento de muchos plásticos de ingeniería estándar. Para los ingenieros que diseñan piezas de automoción bajo el capó o conectores de montaje superficial, esto proporciona un margen de seguridad crucial.
| Factor de aplicación | Ventaja Stanyl TW200F6 |
|---|---|
| Conectores de alta temperatura | Mantiene la fuerza de retención del pasador |
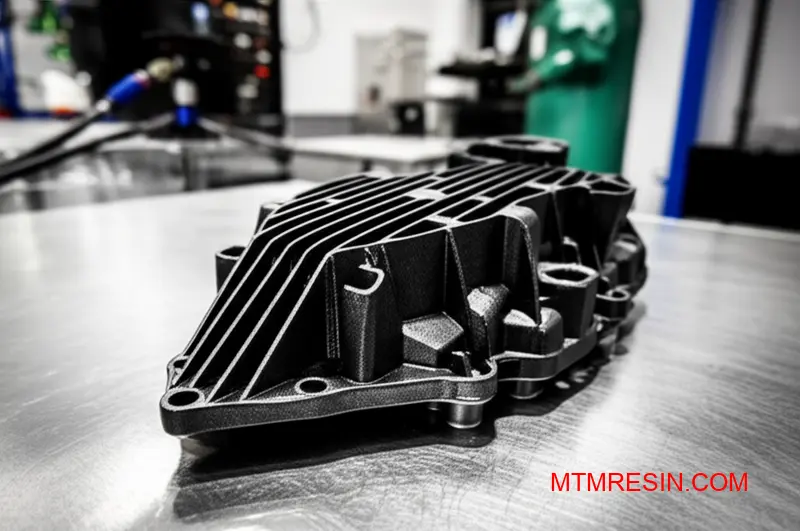
| Componentes del motor | Resiste la fluencia y la fatiga |
| Carcasas de pared delgada | Rellena los moldes con facilidad, reduce el estrés |
Esta combinación de propiedades justifica su selección en aplicaciones de alto riesgo.
El Stanyl TW200F6 se especifica por su equilibrio superior de resistencia al calor, rigidez y excelentes propiedades de fluidez. Esto lo convierte en una opción fiable para componentes exigentes de automoción y E&E en los que la PA66 estándar no es suficiente para un rendimiento y una fiabilidad a largo plazo.
Propiedades mecánicas clave: Análisis de la resistencia a la tracción y la rigidez
Al seleccionar un material para aplicaciones exigentes, la resistencia a la tracción y la rigidez son fundamentales. Estas propiedades determinan cómo se comportará una pieza bajo carga. En el caso de un material como el Stanyl TW200F6, la hoja de datos proporciona las cifras esenciales, pero entender sus implicaciones en el mundo real es lo que realmente importa para el éxito de su proyecto.
Comprender la resistencia a la tracción
La resistencia a la tracción mide la tensión máxima que puede soportar un material al ser estirado antes de romperse. En el caso de la PA46 reforzada con fibra de vidrio, este valor es significativamente alto, lo que indica su idoneidad para componentes estructurales. Una alta resistencia a la tracción garantiza que la pieza mantenga su integridad estructural bajo tensión.
El papel de la rigidez (módulo de tracción)
La rigidez, o módulo de tracción, indica cuánto se deforma elásticamente un material cuando se le aplica una fuerza. Un módulo de tracción elevado, como el del Stanyl TW200F6, significa que el material resiste la flexión y el estiramiento. Esto es vital para piezas que requieren estabilidad dimensional y rigidez.
Valores clave de la ficha técnica
He aquí un rápido vistazo a los valores típicos que puede encontrar. Estas cifras ponen de relieve las excelentes propiedades mecánicas del TW200F6.
| Propiedad | Valor típico | Unidad |
|---|---|---|
| Módulo de tracción | 11000 | MPa |
| Tensión de rotura | 190 | MPa |

El refuerzo de fibra de vidrio 30% del Stanyl TW200F6 es la clave de sus impresionantes prestaciones mecánicas. Estas fibras actúan como un esqueleto de soporte de carga dentro de la matriz de poliamida 46. Esto aumenta drásticamente tanto el módulo de tracción como la tensión a la rotura en comparación con los grados PA46 sin relleno. Esto aumenta drásticamente tanto el módulo de tracción como la tensión de rotura en comparación con las calidades de PA46 sin relleno.
Más allá de la ficha técnica
Sin embargo, basarse únicamente en los valores de la hoja de datos puede ser engañoso. En la práctica, el rendimiento de las piezas de PA46 reforzadas con fibra de vidrio depende en gran medida del proceso de moldeo. La orientación de las fibras de vidrio durante el moldeo por inyección influye directamente en las propiedades finales del material en diferentes direcciones.
El impacto de la orientación de la fibra
Cuando en MTM ayudamos a nuestros clientes con los ensayos de moldes, siempre hacemos hincapié en este punto. Una pieza será más fuerte y rígida en la dirección del flujo del polímero, donde las fibras están alineadas. Por el contrario, las propiedades serán más débiles en la dirección transversal. Este Anisotropía2 es una consideración crítica de diseño.
Comparación de propiedades direccionales
Nuestras pruebas con los clientes suelen revelar variaciones como las que se indican a continuación, que son cruciales para garantizar la integridad estructural.
| Propiedad | Dirección del caudal | Dirección transversal |
|---|---|---|
| Módulo de tracción | Más alto | Baja |
| Resistencia a la tracción | Más alto | Baja |
Por este motivo, comprender la relación entre el diseño de la pieza, la apertura del molde y el flujo de material es esencial para aprovechar todo el potencial de materiales como el Stanyl TW200F6.
La fibra de vidrio 30% de Stanyl TW200F6 proporciona una resistencia a la tracción y un módulo excepcionales. Sin embargo, los ingenieros deben tener en cuenta la orientación de la fibra durante el diseño y el moldeo para garantizar que la integridad estructural de la pieza cumpla los requisitos de rendimiento en todas las direcciones.
Rendimiento térmico: Desviación del calor y temperaturas de uso continuo
Elegir el material adecuado para entornos con altas temperaturas es una decisión que afecta directamente a la fiabilidad de los componentes. No se trata sólo de que un material sobreviva a altas temperaturas, sino de que mantenga su forma y resistencia bajo carga. Comprender las métricas de rendimiento térmico es crucial para el éxito.
Indicadores térmicos clave
A menudo, el rendimiento se reduce a datos concretos. Un material puede resistir el calor, pero ¿puede soportar también tensiones mecánicas a esa temperatura? Aquí es donde los indicadores clave aportan claridad a las decisiones de ingeniería.
Comparación de clases de materiales
| Propiedad | CCE estándar | Stanyl TW200F6 |
|---|---|---|
| HDT/A (1,8 MPa) | ~280 °C | 290 °C |
| Punto de fusión | ~310 °C | 295 °C |
Esta sencilla comparación muestra cómo se comportan las diferentes poliamidas de alto rendimiento.
El sello distintivo de la química PA46, especialmente en grados como Stanyl TW200F6, es su extraordinaria resistencia térmica. Este material está diseñado para entornos en los que el calor es un desafío constante, como bajo el capó de un vehículo. Dos parámetros clave definen esta capacidad: HDT y CUT.
Temperatura de deflexión térmica (HDT)
La HDT del Stanyl TW200F6 es excepcionalmente alta, en torno a los 290°C. Este valor indica la temperatura a la que el material empieza a deformarse bajo una carga específica. Es una medida de la resistencia al calor a corto plazo y es vital para piezas que deben mantener su forma durante picos de temperatura.
Temperatura de uso continuo (CUT)
CUT mide la estabilidad térmica a largo plazo. En el caso del Stanyl TW200F6, esta temperatura es de unos 190°C. Garantiza a los ingenieros que un componente puede funcionar de forma fiable durante miles de horas a esta temperatura sin una degradación significativa de sus propiedades. Otra métrica relacionada es la Temperatura de reblandecimiento Vicat3, que ayuda a evaluar el reblandecimiento bajo una carga concentrada.
Comparación del rendimiento térmico
| Material | HDT (1,8 MPa) | CORTE (UL 746B) |
|---|---|---|
| Estándar PA66-GF30 | ~250 °C | ~130 °C |
| Stanyl TW200F6 | 290 °C | ~190 °C |
Esta diferencia pone de relieve por qué Stanyl TW200F6 es la opción preferida para aplicaciones que requieren resistencia a temperaturas máximas y durabilidad a largo plazo. En MTM, disponemos de materiales como este para que su equipo pueda validar el rendimiento sin retrasos en los envíos internacionales.
Stanyl TW200F6 ofrece un rendimiento térmico excepcional. Su elevado HDT asegura la integridad estructural durante los picos de temperatura, mientras que su robusto CUT garantiza la fiabilidad a largo plazo. Estas propiedades lo convierten en la mejor elección para las exigentes aplicaciones industriales y de automoción en las que el calor es un factor primordial.
Perfil de resistencia química y a los fluidos para entornos de automoción
Cuando se seleccionan materiales para componentes de automoción, la resistencia a fluidos y productos químicos no es negociable. Las piezas bajo el capó están constantemente expuestas a una dura mezcla de aceites, grasas y sales. Estas sustancias pueden degradar los polímeros y provocar fallos prematuros y costosas retiradas del mercado.
Evaluación del rendimiento de los materiales
Stanyl TW200F6, un PA46, ofrece un perfil robusto frente a estos retos. Su rendimiento es fundamental para componentes como cubiertas de motor, sensores y conectores. Conocer sus límites garantiza la fiabilidad.
Líquidos de automoción comunes
Con frecuencia probamos los materiales con productos químicos estándar para automoción. Esto ayuda a los responsables de compras a validar los materiales elegidos y evitar futuros problemas.
| Tipo de fluido | Impacto típico en los polímeros | Stanyl TW200F6 Rendimiento |
|---|---|---|
| Aceite de motor | Hinchazón, pérdida de propiedades | Excelente resistencia |
| Grasa | Degradación superficial | Excelente resistencia |
| Sal de carretera | Agrietamiento, decoloración | Alta resistencia |
Garantizar compatibilidad de fluidos de automoción desde el principio es una parte fundamental de nuestro proceso de validación de materiales en MTM.

La durabilidad de las piezas de automoción está directamente relacionada con la capacidad del material para soportar la exposición química a lo largo del tiempo. Stanyl TW200F6 demuestra una estabilidad excepcional, que es un atributo clave de su resistencia química PA46. Esto se debe a su estructura polimérica altamente cristalina.
Rendimiento con aceites y grasas
En nuestras evaluaciones, hemos observado que Stanyl TW200F6 muestra un cambio dimensional o de peso mínimo tras una inmersión prolongada en aceites de motor y fluidos de transmisión. Esta estabilidad es crucial para las piezas que requieren tolerancias estrictas, ya que garantiza su correcto funcionamiento durante toda la vida útil del vehículo.
Impacto de las sales de carretera y los glicoles
La exposición a la niebla salina de la carretera y a los refrigerantes a base de glicol presenta otro desafío. Mientras que algunos materiales se vuelven quebradizos, la PA46 mantiene su integridad mecánica. Esta resistencia evita el agrietamiento por tensión ambiental. La baja susceptibilidad del material a Hidrólisis4 es un factor importante para su rendimiento a largo plazo en estas condiciones.
Realizamos Pruebas de durabilidad de Stanyl para que los clientes confirmen los parámetros de rendimiento. Disponer de Stanyl TW200F6 en prealmacén en China permite a nuestros socios realizar estas pruebas de validación sin costosos retrasos en los envíos.
| Condición de prueba | Cambio de propiedad | Observación |
|---|---|---|
| 150°C Inmersión en aceite (1000h) | <2% Hinchazón | Muy estable |
| 5% Niebla salina (500h) | Sin grietas | Excelente resistencia |
| Etilenglicol (120°C) | Absorción mínima | Conserva las propiedades |
El Stanyl TW200F6 ofrece una excelente resistencia a los aceites, grasas y sales habituales en las aplicaciones de automoción. Su perfil químico estable garantiza la longevidad y fiabilidad de los componentes, lo que lo convierte en una elección de confianza para ingenieros y responsables de compras que buscan materiales duraderos y de alto rendimiento para entornos exigentes.
Características de absorción de humedad y requisitos de manipulación
La poliamida 46 (PA46), como la Stanyl TW200F6, es conocida por sus características de alto rendimiento. Sin embargo, también es altamente higroscópica, lo que significa que absorbe fácilmente la humedad del ambiente. Esta característica es crucial para el éxito del moldeo y el rendimiento final de la pieza.
El impacto de la humedad
La humedad actúa como plastificante en la PA46. Antes del moldeo, un exceso de humedad puede provocar problemas de procesamiento y degradación. Después del moldeo, la cantidad de agua absorbida influye directamente en las propiedades del material y en su estabilidad dimensional. Una manipulación adecuada no es sólo una recomendación; es un requisito.
Consideraciones previas y posteriores al moldeo
En la tabla siguiente se describen las principales diferencias en el estado de los materiales. Ignorar estos factores suele provocar que las piezas no cumplan las especificaciones, un problema habitual que ayudamos a evitar a nuestros clientes suministrándoles materiales almacenados adecuadamente para sus pruebas de moldes en China.
| Condición | Efecto de humedad | Acción recomendada |
|---|---|---|
| Pre-moldeo (Pellets) | Riesgo de hidrólisis durante la transformación | Pellets secos a <0,05% de humedad |
| Postmoldeo (pieza) | Cambios en las dimensiones y flexibilidad | Acondicionar las piezas hasta la humedad de equilibrio |

Comprender la absorción de humedad de un material como el Stanyl TW200F6 es fundamental. Su tendencia a absorber humedad define cómo debe manipularse desde el momento en que llega a las instalaciones hasta el acondicionamiento final de la pieza moldeada.
Saturación y rendimiento
La PA46 puede absorber una cantidad significativa de agua, alcanzando a menudo más de 1,5% a 50% de humedad relativa y mucho más cuando está totalmente saturada. Este proceso, impulsado por Higroscopicidad5, altera directamente el rendimiento de la pieza. Hemos visto que, a medida que aumenta el contenido de humedad, disminuyen la resistencia a la tracción y la rigidez, mientras que mejoran la resistencia al impacto y la flexibilidad.
Estabilidad dimensional
La absorción de humedad hace que el material se hinche. Este cambio en las dimensiones es una consideración crítica en el diseño. Una pieza diseñada sobre la base de dimensiones de moldeado en seco no cumplirá las tolerancias una vez que se aclimate a su entorno de servicio. Esta es la razón por la que el acondicionamiento del plástico es un paso vital posterior al moldeo.
Prevención de la hidrólisis
Durante el moldeo, cualquier resto de humedad en los gránulos de Stanyl TW200F6 se convertirá en vapor. Esto puede provocar marcas de separación en la superficie de la pieza y, lo que es más importante, desencadenar la hidrólisis de la PA46. Esta reacción química rompe las cadenas poliméricas, comprometiendo gravemente las propiedades mecánicas del producto final.
| Propiedad | Moldeado en seco | Acondicionado (50% RH) |
|---|---|---|
| Módulo de tracción | Alta | Disminuye |
| Resistencia al impacto | Baja | Aumenta |
| Dimensiones | Más pequeño | Se hincha |
El secado correcto de Stanyl TW200F6 no es negociable. En los ensayos de moldes, en MTM siempre insistimos en la importancia de utilizar material correctamente preparado para obtener resultados válidos. Pasar por alto este paso conduce a evaluaciones inexactas tanto de la herramienta como del material.
Es esencial secar y acondicionar correctamente la PA46, como la Stanyl TW200F6. La gestión de la humedad garantiza unas dimensiones predecibles de las piezas, evita la degradación del material durante el procesamiento y consigue el rendimiento mecánico previsto en la aplicación final, evitando costosos retrasos en los proyectos.
Protocolos de secado previo al proceso: Garantizar fusiones sin defectos
El secado incorrecto es una de las principales causas de defectos en los materiales de alto rendimiento. En el caso de una poliamida como Stanyl TW200F6, saltarse o precipitarse en este paso provoca marcas de separación y compromete la integridad de la pieza. Se trata de una fase de preparación crítica que repercute directamente en la calidad del producto final.
Parámetros clave de secado
Para conseguir una fusión sin defectos, debe controlar tres variables principales: temperatura, tiempo y punto de rocío. Si las controla correctamente, se asegurará de que el contenido de humedad del material esté por debajo del umbral recomendado antes de que entre en la máquina de moldeo por inyección.
Recomendaciones iniciales para el TW200F6
Según nuestras pruebas con clientes, estos ajustes constituyen un punto de partida fiable. Utilice siempre un secador desecante para obtener resultados uniformes.
| Parámetro | Valor recomendado |
|---|---|
| Temperatura de secado | 80°C |
| Tiempo de secado | 4-6 horas |
| Punto de rocío | -40°C (-40°F) o inferior |

Más allá de lo básico: Optimizar su proceso
Aunque los ajustes recomendados son una base sólida, la verdadera optimización requiere una comprensión más profunda. El objetivo no es sólo calentar los pellets, sino crear un entorno en el que se elimine eficazmente la humedad. Esto evita problemas durante la fase de preparación del moldeo.
El papel del secador desecante
Un secador desecante no es negociable para materiales como el Stanyl TW200F6. Utiliza un material que absorbe la humedad para crear un aire extremadamente seco, medido por el punto de rocío. El aire caliente por sí solo no puede eliminar eficazmente la humedad ligada a los gránulos de poliamida.
Verificación de los niveles de humedad
En última instancia, el objetivo es alcanzar la meta Humedad de equilibrio6 antes de la transformación, que para este material debe ser inferior a 0,1%. La única forma de confirmarlo es utilizando un analizador de humedad. Basarse únicamente en el tiempo puede ser engañoso si el contenido de humedad inicial es inusualmente alto.
| Condición | Consecuencia |
|---|---|
| Secado insuficiente | Marcas de separación, fragilidad, propiedades mecánicas reducidas. |
| Secado excesivo | Degradación del material, decoloración, alteración de la viscosidad. |
En MTM, nos aseguramos de que nuestros materiales se almacenan correctamente, pero verificar el proceso de secado en las instalaciones del moldeador es un paso crucial para el éxito de la prueba del molde. Esto evita culpar al material de un problema relacionado con el proceso.
Los protocolos de secado precisos son esenciales para materiales de alto rendimiento como Stanyl TW200F6. Cumplir las directrices específicas de temperatura, tiempo y punto de rocío es la estrategia más eficaz para evitar los defectos inducidos por la humedad y garantizar un resultado de moldeo satisfactorio.
Optimización de las temperaturas del barril de moldeo por inyección
El procesamiento de materiales de alto rendimiento como el Stanyl TW200F6 requiere precisión. A diferencia de otros polímeros más tolerantes, la temperatura del barril debe controlarse cuidadosamente. Una ligera desviación puede afectar significativamente a la calidad de la pieza. Conseguir el perfil adecuado desde el principio es crucial para el éxito de la prueba del molde.
Perfil de cañón recomendado para Stanyl TW200F6
Según nuestras pruebas, un buen punto de partida para el perfil del cañón es un aumento gradual de atrás hacia delante. Esto garantiza una fusión uniforme sin sobrecalentar el material antes de que llegue a la boquilla. Verifíquelo siempre con su máquina y molde específicos.
| Zona de barriles | Temperatura (°C) | Temperatura (°F) |
|---|---|---|
| Trasera | 295 - 315 | 563 - 599 |
| Centro | 305 - 325 | 581 - 617 |
| Frente | 315 - 330 | 599 - 626 |
| Boquilla | 310 - 325 | 590 - 617 |
La temperatura de fusión ideal de Stanyl TW200F6 debería estar entre 320°C y 330°C (608°F y 626°F).
La ventana de procesamiento crítico PA46
El principal reto del Stanyl TW200F6 es su estrecha ventana de procesamiento. Esto significa que el intervalo de temperatura entre la fusión adecuada y el inicio de la descomposición del material es muy pequeño. Hay poco margen de error en los ajustes del perfil del cilindro, por lo que la precisión es primordial.
Riesgos de superar el límite de temperatura
Si la temperatura es demasiado alta, aunque sea por poco tiempo, se corre el riesgo de Degradación térmica7. No se trata sólo de decoloración; rompe las cadenas de polímeros. Las piezas resultantes serán frágiles y no cumplirán las especificaciones mecánicas, un resultado costoso para cualquier proyecto.
Consecuencias de un calor insuficiente
Por el contrario, si la temperatura es demasiado baja, la viscosidad del material sigue siendo demasiado alta para que fluya correctamente. El resultado suele ser un llenado incompleto del molde, líneas de soldadura prominentes o tensiones internas elevadas. Estos defectos comprometen la integridad estructural y el aspecto del producto final.
En MTM, nos aseguramos de que reciba Stanyl TW200F6 de alta calidad. Esto permite a su equipo centrarse en el ajuste de la ventana de procesamiento de PA46 sin preocuparse de que la variabilidad del material afecte a los resultados. Elimina una variable importante de un proceso muy delicado.
El procesado de Stanyl TW200F6 requiere un estricto cumplimiento de su perfil de barril específico. Desviarse de su estrecho margen provoca la degradación del material o defectos de moldeo, comprometiendo la integridad de la pieza final. La precisión es absolutamente esencial para el éxito con este material de alto rendimiento.
Estrategias de temperatura de moldeo para la cristalinidad y el acabado superficial
Cuando se trabaja con materiales semicristalinos como la PA46, la temperatura del molde no es sólo un ajuste; es un parámetro crítico del proceso. Determina directamente el rendimiento y el aspecto de la pieza final. Un descuido común es centrarse sólo en la temperatura de fusión y descuidar las condiciones térmicas del molde.
La necesidad innegociable de calor
En el caso de materiales como el Stanyl TW200F6, el moldeado en frío da lugar a una cristalinidad deficiente. Esto provoca inestabilidad dimensional y propiedades mecánicas reducidas. Para lograr un acabado superficial de alta calidad y una integridad estructural óptima es necesario que la superficie del molde esté suficientemente caliente para controlar eficazmente la velocidad de cristalización.
El doble impacto de la temperatura
Una temperatura de molde más alta permite que las cadenas de polímero tengan más tiempo y movilidad para organizarse en una estructura cristalina ordenada. Esto no solo mejora la resistencia, sino que también produce un acabado superficial superior y brillante que refleja con precisión la textura del molde.
| Parámetro | Baja temperatura del molde (<80°C) | Alta temperatura de moldeado (>120°C) |
|---|---|---|
| Cristalinidad | Bajo, Incompleto | Alto, Completamente Desarrollado |
| Acabado superficial | Líneas de flujo opacas | Brillante, Uniforme |
| Estabilidad dimensional | Deficiente, propenso a la deformación | Excelente, Estable |
| Resistencia mecánica | Subóptima | Optimizado |
Conseguir la temperatura de molde adecuada para Stanyl TW200F6 a menudo requiere algo más que los reguladores de temperatura estándar basados en agua. Basándonos en nuestras pruebas, vemos que alcanzar temperaturas superiores a 80°C, y a menudo hasta 120°C, es esencial para liberar todo el potencial del material. Aquí es donde se hacen necesarios los controladores de moldes de aceite caliente.
Por qué son fundamentales los controladores de aceite caliente
Una superficie de molde fría hace que el polímero fundido se solidifique demasiado rápido al entrar en contacto. Este enfriamiento rápido, o "temple", congela las cadenas de polímero en un estado desordenado y amorfo. Aunque la pieza parezca formada, su estructura interna es débil y poco desarrollada, lo que provoca contracción y alabeo tras el moldeo.
Permitir la cristalización completa
Los controladores de aceite caliente mantienen una temperatura elevada y constante en la superficie del molde. Esto proporciona la energía térmica necesaria para que las cadenas de polímeros se organicen en estructuras cristalinas estables conocidas como Esferulita8. Este proceso controlado garantiza la formación de una red cristalina densa y bien definida en toda la pieza. El resultado es un componente que cumple estrictas especificaciones de rendimiento.
| Tipo de controlador | Pros | Contras |
|---|---|---|
| A base de agua | Más barato, más sencillo | Limitado a ~90°C, calentamiento más lento |
| A base de aceite | Altas temperaturas (>120°C), estable | Mayor coste, más mantenimiento |
En MTM, a menudo aconsejamos a los clientes que invertir en el control de temperatura adecuado es tan crucial como seleccionar el material adecuado, especialmente para aplicaciones exigentes en las que se utiliza Stanyl TW200F6.
Para materiales de alto rendimiento como Stanyl TW200F6, es esencial utilizar controladores de molde de aceite caliente. Se necesitan temperaturas de molde elevadas para lograr una cristalinidad completa, lo que garantiza unas propiedades mecánicas óptimas y un acabado superficial impecable. Esta inversión en el control del proceso evita problemas posteriores al moldeo y garantiza la calidad de las piezas.
Ajustes de velocidad y presión de inyección para piezas de paredes finas
Cuando se trabaja con una PA46 de alto flujo como la Stanyl TW200F6, la velocidad de inyección es un parámetro crítico. Para piezas de paredes finas, hay que llenar la cavidad rápidamente antes de que el material se congele. La gran fluidez del TW200F6 es una gran ventaja en este caso, ya que permite un llenado rápido y completo.
Equilibrio entre velocidad y calor
Sin embargo, las altas velocidades generan un importante calor de cizallamiento. Esto puede degradar el material si no se gestiona adecuadamente. El objetivo es encontrar la velocidad más rápida que llene la pieza sin causar quemaduras, destellos o degradación. A menudo empezamos con un ajuste medio-alto y lo ajustamos en función de los resultados.
Guía de parámetros iniciales
He aquí una guía general que utilizamos al iniciar un nuevo ensayo de molde para componentes de paredes finas.
| Espesor de pared | Velocidad recomendada | Riesgo potencial |
|---|---|---|
| < 1,0 mm | Muy alta | Quemadura por cizallamiento |
| 1,0 - 1,5 mm | Alta | Intermitente |
| > 1,5 mm | Medio-Alto | Marcas de flujo |
Una vez rellenada la cavidad, la presión de mantenimiento se convierte en el centro de atención. Su función es compensar la contracción volumétrica a medida que se enfría el plástico. Sin una presión de retención adecuada, los defectos como las marcas de hundimiento y los huecos están casi garantizados, especialmente en secciones con espesores de pared variables.
Optimización del perfil de presión de mantenimiento
En el caso de Stanyl TW200F6, un perfil de presión de retención de varias etapas o descendente suele ofrecer los mejores resultados. Este enfoque ayuda a empaquetar la pieza de forma eficaz a la vez que minimiza la tensión residual. Una presión inicial alta garantiza que la cavidad esté completamente llena, evitando hundimientos cerca de la entrada.
El comportamiento de flujo del material también se ve influido por Adelgazamiento por cizallamiento9. Esta propiedad permite que el material fluya fácilmente a alta velocidad de inyección, pero recupere viscosidad cuando el flujo se ralentiza, lo que ayuda al proceso de empaquetado durante la fase de mantenimiento. En MTM ayudamos a nuestros clientes a afinar estos perfiles durante sus pruebas de molde en China.
Ejemplo de presión descendente
Un perfil típico podría tener este aspecto, evitando el exceso de equipaje en la puerta.
| Escenario | Presión (% de Máx) | Tiempo (s) |
|---|---|---|
| Retención 1 | 60% | 1.5 |
| Retención 2 | 45% | 2.0 |
| Refrigeración | 0% | 10.0 |
Dominar la velocidad de inyección y la presión de retención es esencial para obtener piezas de pared fina de alta calidad. Para materiales como Stanyl TW200F6, la inyección rápida es necesaria para un llenado completo, mientras que un perfil de retención bien ajustado garantiza la estabilidad dimensional y evita los defectos.
Diseño de tornillos y selección de máquinas para la fabricación de PA46
El procesamiento de materiales de alto desgaste y rellenos de vidrio como Stanyl TW200F6 requiere una atención específica a su equipo. El diseño adecuado del husillo de moldeo por inyección y la selección de la máquina no son sólo las mejores prácticas; son esenciales para evitar el desgaste prematuro y garantizar una calidad constante de las piezas. Veamos los parámetros clave.
Relaciones L/D y de compresión
Para materiales con alto contenido en fibra de vidrio, una relación L/D estándar de 20:1 a 22:1 suele ser suficiente. Una relación de compresión más baja, normalmente entre 2,0:1 y 2,5:1, es crítica. Esto minimiza el calentamiento por cizallamiento y evita la degradación de las fibras de vidrio, lo que preserva las propiedades mecánicas del material.
| Parámetro | Gama recomendada para PA46 GF | Justificación |
|---|---|---|
| Relación L/D | 20:1 - 22:1 | Equilibra la eficacia de fusión y el tiempo de residencia. |
| Relación de compresión | 2.0:1 - 2.5:1 | Reduce el cizallamiento de las fibras de vidrio. |
Componentes resistentes al desgaste
Los componentes estándar no durarán mucho contra materiales abrasivos. Recomiendo encarecidamente utilizar tornillos, barriles y anillos de retención fabricados con metales altamente resistentes al desgaste. Estas piezas especializadas protegen su inversión y mantienen la estabilidad del proceso a lo largo del tiempo.

Comprobar la selección del anillo
El anillo de retención (válvula antirretorno) es un componente de alto desgaste. Para un material como el Stanyl TW200F6, un anillo estándar fallará rápidamente. A menudo se prefiere un diseño de flujo libre, ya que reduce la caída de presión y minimiza el daño a las fibras. La elección del material de estos componentes es igualmente importante.
Según nuestras pruebas, los aceros endurecidos para herramientas o los componentes con recubrimientos de carburo especializados ofrecen el mejor rendimiento. Ofrecen la durabilidad necesaria para hacer frente a la naturaleza abrasiva de las fibras de vidrio, garantizando un proceso de moldeo por inyección más estable y fiable.
| Tipo de anillo de control | Idoneidad para PA46 GF | Beneficio clave |
|---|---|---|
| Anillo deslizante estándar | No recomendado | Propensos a un rápido desgaste y avería. |
| Anillo Free-Flow | Recomendado | Minimiza el daño a la fibra y la pérdida de presión. |
| Anillo de retención de bola | Recomendado | Diseño sencillo y eficaz con buena resistencia al desgaste. |
Consideraciones sobre el tonelaje de la máquina
La PA46 rellena de vidrio tiene una mayor viscosidad de fusión, lo que significa que requiere una mayor presión de inyección para llenar el molde. Esto afecta directamente al cálculo del tonelaje de la máquina. Debe tener en cuenta el área proyectada de la pieza y el peso del material. reología10. Si se subestima el tonelaje, pueden producirse rebabas o piezas incompletas, lo que compromete la calidad.
Disponer del material adecuado como Stanyl TW200F6 listo en China a través de MTM permite a su equipo centrarse en estos ajustes cruciales de la máquina sin preocuparse por los retrasos en la cadena de suministro.
Para materiales abrasivos como el Stanyl TW200F6, el éxito depende del uso de componentes resistentes al desgaste, una geometría de husillo adecuada y un tonelaje de máquina correctamente calculado. Pasar por alto estos detalles provoca daños en el equipo y problemas de producción, comprometiendo tanto la eficiencia como la calidad final de la pieza.
El Stanyl, en particular grados como el Stanyl TW200F6, es conocido por su excepcional fluidez. Esta propiedad es excelente para rellenar piezas complejas de paredes finas. Sin embargo, durante las pruebas T1, a menudo se producen rebabas. Esto ocurre cuando el material fluye hacia huecos no intencionados en la línea de partición del molde.
El reto del alto caudal
El instinto inicial suele ser aumentar la fuerza de sujeción, pero no siempre es la solución correcta. Un apriete excesivo puede dañar los delicados componentes del molde. La clave está en encontrar un equilibrio preciso entre llenar la pieza por completo y evitar que el material se escape.
Parámetros iniciales del proceso
He aquí un punto de partida habitual que a menudo requiere ajustes.
| Parámetro | Ajuste inicial | Problema común |
|---|---|---|
| Fuerza de sujeción | Cálculo estándar | Insuficiente para material de gran caudal |
| Velocidad de inyección | Alta | Exacerba el flash |
| Conmutación V/P | Por puesto (95% completo) | El flash se produce antes de la conmutación |

Gestionar con éxito PA46 problemas de alto caudal requiere un enfoque más matizado que el simple aumento de la fuerza. Se trata de controlar la presión en el momento preciso en que se necesita. Confiar únicamente en la fuerza de apriete es un error común que veo en muchos escenarios de resolución de problemas de pruebas de moldes.
Ajuste estratégico de la fuerza de sujeción
En lugar de aumentar al máximo la fuerza de apriete, aplique sólo la suficiente para sellar eficazmente la línea de apertura. Hemos comprobado que un pequeño aumento incremental suele ser suficiente. Supervise la línea de apertura con cada ajuste para ver si se reduce la rebaba sin deformar el molde.
El punto crítico de conmutación V/P
La herramienta más eficaz para solución de problemas flash con Stanyl TW200F6 es el punto de cambio de velocidad a presión (V/P). Al pasar antes del control de la velocidad de inyección al control de la presión, se reduce el pico de presión dentro de la cavidad justo antes de que esté completamente llena. Esto evita que el material fluido se vea forzado a entrar en la línea de separación. El material Viscoelasticidad11 desempeña aquí un papel importante, ya que su respuesta a los cambios de presión no es instantánea.
| Acción | Justificación | Resultados esperados |
|---|---|---|
| Aumentar la fuerza de sujeción | Aumentar en incrementos de 5-10%. | Sella la línea de separación sin dañar el molde. |
| Reducir la velocidad de inyección | Reducir la velocidad de la etapa final. | Reduce el impulso del frente de fusión. |
| Ajustar conmutación V/P | Interruptor anterior (por ejemplo, 90% completo). | Minimiza el pico de presión de la cavidad. |
| Optimizar la presión de embalado | Utilice un perfil de varias etapas. | Evita el sobreembalaje y los destellos. |
Gestionar la alta fluidez de Stanyl es un acto de equilibrio. El éxito de las pruebas de moldeo depende menos de la fuerza bruta y más del control preciso del punto de cambio V/P y de los ajustes estratégicos de la fuerza de cierre para evitar las rebabas sin comprometer la integridad de la pieza.
Control del alabeo y la contracción en la PA46 rellena de vidrio
Trabajar con materiales rellenos de vidrio como Stanyl TW200F6 presenta un desafío único: la contracción anisotrópica. Las fibras de vidrio no encogen, pero la matriz polimérica sí. Esta disparidad provoca importantes alabeos si no se gestiona correctamente. La orientación de la fibra, dictada por el flujo de fusión, es la causa principal de este problema.
Entender el reto
Las piezas encogen más en dirección perpendicular al flujo de fusión que en dirección paralela. Esto ocurre porque las fibras se alinean con el flujo, restringiendo la contracción en esa dirección. El resultado suele ser una pieza que se dobla o se retuerce después de la expulsión.
Factores clave de la contracción
Las estrategias eficaces de control del alabeo empiezan por comprender estas diferencias direccionales. Las tasas de contracción pueden variar sustancialmente, creando tensiones internas dentro de la pieza moldeada.
| Dirección | Contracción típica | Influencia primaria |
|---|---|---|
| Dirección del caudal | Bajo | Alineación de fibras |
| Dirección del flujo transversal | Alta | Matriz polimérica |
El alabeo por orientación de la fibra requiere un enfoque polifacético. No se trata sólo de la configuración del proceso; el diseño del molde desempeña el papel más importante. Dos áreas clave en las que me centro con los clientes son la ubicación de la puerta y el diseño del circuito de refrigeración. Estos elementos influyen directamente en la geometría final de la pieza.
Ubicación estratégica de la puerta
La posición de la compuerta determina cómo fluye el material en la cavidad, estableciendo directamente la orientación inicial de la fibra. La colocación de compuertas para crear un frente de flujo equilibrado y uniforme ayuda a minimizar la contracción impredecible. Para piezas largas y delgadas, una compuerta en abanico puede favorecer un flujo y una alineación más uniformes.
Impacto del tipo de compuerta en el alabeo
Las distintas puertas influyen de forma diferente en la orientación de las fibras. Basándonos en nuestro trabajo con clientes en materiales como el Stanyl TW200F6, hemos visto cómo un simple cambio de puerta puede reducir drásticamente el alabeo. Una colocación incorrecta suele provocar tensiones internas desequilibradas.
| Tipo de puerta | Efecto de la orientación de la fibra | Tendencia al alabeo |
|---|---|---|
| Pasador Puerta | Flujo radial | Alto (si no está centrado) |
| Puerta del ventilador | Flujo frontal uniforme | Bajo a medio |
| Pestaña Puerta | Flujo lineal | Bajo (para piezas planas) |
Técnicas avanzadas de refrigeración
La refrigeración uniforme es tan crucial como el control del caudal. Contracción diferencial12 se produce cuando una zona de la pieza se enfría más rápido que otra, lo que agrava el alabeo. Solemos aconsejar el uso de circuitos de refrigeración separados para el núcleo y la cavidad, con un control preciso de la temperatura para garantizar que la pieza se solidifique de manera uniforme.
El control del alabeo en la PA46 rellena de vidrio depende de la gestión de la orientación de las fibras y de las condiciones térmicas. La ubicación estratégica de la entrada determina el flujo, mientras que la refrigeración optimizada garantiza una solidificación uniforme. Estos dos factores son esenciales para producir piezas precisas y dimensionalmente estables con materiales como Stanyl TW200F6.
Pautas de rejilla y ventilación para los moldes Stanyl
Cuando se trabaja con materiales de alto rendimiento como Stanyl, el diseño adecuado del molde es fundamental. El diseño de las compuertas y los orificios de ventilación no es sólo una sugerencia; es esencial para la calidad de las piezas. Una compuerta incorrecta puede introducir una elevada tensión de cizallamiento y provocar la degradación del material incluso antes de que se llene la cavidad.
Diseño estratégico de puertas para la PA46
Para materiales como el Stanyl TW200F6, la colocación de las compuertas debe garantizar una trayectoria de flujo equilibrada. Esto minimiza el alabeo y las tensiones internas. El tamaño de la compuerta debe ser lo suficientemente grande como para permitir un llenado rápido sin generar un calor excesivo debido a la fricción por cizallamiento, un problema común con la PA46.
Tipos de compuerta recomendados
| Tipo de puerta | Idoneidad de la aplicación | Consideraciones clave |
|---|---|---|
| Túnel/Submarino | Desengrase automático | Puede aumentar el esfuerzo cortante |
| Pestaña Puerta | Piezas grandes y planas | Reduce el chorro |
| Puerta del ventilador | Piezas anchas | Garantiza un frente de flujo uniforme |
La importancia de la ventilación del moho
Una ventilación inadecuada atrapa el aire, que se comprime y se calienta, provocando marcas de quemaduras, un fenómeno a menudo denominado efecto diésel. Una ventilación adecuada permite que salga el aire atrapado, lo que garantiza un llenado completo y evita defectos estéticos en la pieza final. Se trata de un paso innegociable.

Profundicemos en por qué la ventilación es tan crucial, especialmente con materiales de flujo rápido. El objetivo es evacuar el aire de la cavidad antes de que llegue el polímero fundido. Si el aire no tiene adónde ir, se comprime al final del recorrido del flujo.
Cómo evitar los gases atrapados y las quemaduras
Esta rápida compresión provoca un pico masivo de temperatura, un proceso conocido como Compresión adiabática13. Este efecto es lo suficientemente fuerte como para chamuscar el plástico, dejando marcas marrones o negras en la pieza. También puede degradar el material, comprometiendo sus propiedades mecánicas.
Dimensiones críticas de ventilación
En el caso del Stanyl TW200F6, la profundidad del orificio de ventilación es fundamental. Hemos comprobado que una profundidad de 0,015 a 0,020 mm suele ser eficaz. Esta profundidad es suficiente para evitar que el polímero penetre en el canal de ventilación y permitir que los gases atrapados escapen eficazmente.
| Edición | Causa raíz | Solución |
|---|---|---|
| Marcas de quemaduras | Compresión de gas atrapado | Añadir o profundizar los respiraderos al final del flujo |
| Disparos cortos | Resistencia a la presión del aire | Aumentar la superficie de ventilación |
| Soldaduras deficientes | Gas atrapado entre frentes de flujo | Colocar respiraderos en los puntos de soldadura |
En MTM suministramos materiales como el Stanyl TW200F6, que permite a los equipos validar el diseño de sus herramientas, incluidas las estrategias de inyección y ventilación, sin retrasos por envíos internacionales. Acertar en estos detalles durante la fase de prueba es clave para el éxito del lanzamiento de la producción.
Un guiado adecuado minimiza la tensión de cizallamiento, mientras que una ventilación adecuada evita las trampas de gas y las marcas de quemaduras. Estos dos aspectos del diseño de herramientas son fundamentales para producir piezas de alta calidad y sin defectos con materiales exigentes como Stanyl PA46, garantizando tanto la integridad estética como la funcional.
Garantizar la autenticidad y trazabilidad del material
Cuando se adquieren materiales a nivel local, especialmente grados de alto rendimiento como Stanyl TW200F6, el riesgo de falsificaciones es una preocupación real. Las resinas falsas pueden provocar daños catastróficos en las herramientas o el fallo del producto. La autenticidad del material no es un paso que deba pasarse por alto; es fundamental para el éxito del proyecto.
Los peligros de los materiales no auténticos
El uso de materiales no verificados introduce riesgos significativos. El ahorro inicial se ve rápidamente anulado por los problemas que surgen a continuación. Todo el calendario y el presupuesto del proyecto corren peligro. Garantizar la trazabilidad de la resina es su primera línea de defensa.
Comparación de los riesgos de las resinas auténticas y falsificadas
| Característica | Material auténtico | Riesgo de falsificación |
|---|---|---|
| Rendimiento | Cumple los valores especificados en la ficha técnica | Rendimiento impredecible y deficiente |
| Seguridad de las herramientas | Seguro para moldes caros | Alto riesgo de daños en las herramientas |
| Calendario del proyecto | Juicios previsibles y puntuales | Retrasos por ensayos fallidos |
| Coste | Precio inicial más elevado | Costes ocultos por daños/reparaciones |
En MTM, eliminamos estas preocupaciones proporcionando materiales totalmente trazables, lo que garantiza que sus ensayos de moldes se desarrollen sin sorpresas relacionadas con los materiales.

Verificación de la autenticidad del material
No puede fiarse sólo de la confianza. Dos documentos físicos son esenciales para la verificación: el Certificado de Análisis (COA) y el envase original, intacto. Estos elementos proporcionan un vínculo directo con el fabricante y confirman la identidad y calidad del material.
El papel del Certificado de Análisis (COA)
Un COA válido de Stanyl debería ser su primer punto de control. Este documento es una garantía de calidad del fabricante. Contiene los resultados de pruebas específicas para el lote exacto de material que ha recibido. Siempre aconsejamos a nuestros clientes que comparen el número de lote del COA con el número impreso en la bolsa.
Inspección del embalaje original
El embalaje original es otro punto crítico de verificación. Busque precintos de fábrica intactos, marcas correctas y un etiquetado claro y profesional. Cualquier signo de manipulación, reempaquetado o etiquetas mal impresas son señales de alarma. Todo este proceso de verificación forma parte del mantenimiento de un sistema de etiquetado claro y profesional. Cadena de custodia14.
| Punto de verificación | Qué comprobar |
|---|---|
| Número de lote COA | Debe coincidir con el número de la etiqueta de la bolsa. |
| Logotipo del fabricante | Debe ser clara y coherente con las normas de la marca. |
| Sello de bolsa | Debe ser el precinto original de fábrica, intacto. |
| Calidad del material | Compruebe que coincide con su pedido (por ejemplo, Stanyl TW200F6). |
Si obtiene los materiales a través de un centro de confianza como MTM, evitará estos riesgos. Nosotros nos encargamos del abastecimiento y la verificación, y le entregamos materiales auténticos listos para su ensayo.
Es esencial verificar la autenticidad del material mediante el COA y el embalaje original. Esta diligencia protege su inversión, evita retrasos costosos y garantiza la integridad de su producto final. Es un paso innegociable en los procesos modernos de fabricación y adquisición.
Comparación de TW200F6 con nilones equivalentes de alto rendimiento
A la hora de seleccionar una poliamida de altas prestaciones, los ingenieros suelen comparar Stanyl TW200F6 con otros materiales. Aunque existen alternativas, fijarse únicamente en los valores de la ficha técnica puede ser engañoso. La verdadera diferencia aparece durante el proceso real de prueba del molde, especialmente en condiciones exigentes.
Evaluación comparativa inicial del rendimiento
Competidores como Zytel o Durethan ofrecen grados de PA46 con propiedades térmicas similares. Sin embargo, nuestras pruebas internas demuestran que Stanyl TW200F6 suele ofrecer una ventana de procesamiento más amplia y una mejor estabilidad de la fusión, lo que resulta crucial para geometrías complejas. Esto minimiza los defectos durante las pruebas.
Principales factores diferenciadores
Esta tabla ofrece una visión simplificada basada en los comentarios típicos de un proyecto.
| Característica | Stanyl TW200F6 | Zytel (equivalente PA46) | Durethan (equivalente PA46) |
|---|---|---|---|
| Duración del ciclo | Potencialmente más corto | Estándar | Estándar |
| Resistencia de la línea de soldadura | Excelente | Bien | Bien |
| Fluidez | Alta | Alta | Moderado-alto |
| Consistencia de los lotes | Muy alta | Alta | Alta |
Estos datos ponen de manifiesto por qué es necesaria una comparación directa para aplicaciones específicas.
Una inmersión más profunda en el rendimiento de los materiales
Elegir entre la Stanyl TW200F6 y sus alternativas va más allá de la hoja de especificaciones. Se trata de rendimiento bajo presión. En muchos proyectos en los que he colaborado, los grados genéricos de PA46 no podían igualar la consistencia de procesado de Stanyl. Esto se hace evidente en piezas con paredes finas o detalles intrincados.
Velocidad de cristalización y su impacto
El Stanyl TW200F6 es conocido por su rápida cristalización. Este comportamiento está directamente influenciado por la eficiencia de su Nucleación15 proceso. Un crecimiento más rápido de los cristales permite tiempos de enfriamiento más cortos y un desmoldeo más rápido, lo que puede reducir significativamente los tiempos de ciclo totales en escenarios de producción de gran volumen.
Comparación de la estabilidad de procesamiento
Hemos observado que algunas alternativas presentan mayores cambios de viscosidad a temperaturas elevadas. Stanyl TW200F6 tiende a mantener una reología de fusión más estable. Esta estabilidad garantiza que la última pieza de una tirada sea dimensionalmente idéntica a la primera, un factor crítico para el éxito de la validación del molde.
A continuación figura un cuadro que resume las diferencias prácticas que hemos observado con los clientes.
| Parámetro | Stanyl TW200F6 | Alternativas genéricas a la PA46 |
|---|---|---|
| Ventana de procesamiento | Ancho | Más estrecho |
| Estabilidad dimensional | Excelente | Variable por lote |
| Tendencia al alabeo | Bajo | Moderado |
| Desgaste de herramientas | Estándar | Potencialmente superior |
Para proyectos en los que la precisión y la velocidad no son negociables, estas sutiles diferencias hacen de la Stanyl TW200F6 la elección necesaria. En MTM, lo tenemos en stock en China, para que pueda validar su herramienta sin demoras de envío internacionales.
Aunque las alternativas ofrecen ventajas en cuanto a costes, Stanyl TW200F6 suele resultar superior en aplicaciones exigentes que requieren tiempos de ciclo rápidos y alta precisión. Sus características únicas de procesamiento justifican su selección en proyectos críticos, garantizando un proceso de prueba de moldes más suave y predecible.
Consiga su Stanyl TW200F6 de MTM: Prueba de moldes fácil
¿Está listo para realizar una prueba de molde con Stanyl TW200F6 en China? No deje que la logística de materiales o los problemas de abastecimiento local retrasen su proyecto. Póngase en contacto con MTM ahora: ¡sus materiales de prueba ya están almacenados en China! Envíe su petición de oferta hoy mismo y acelere el éxito de su ingeniería con la garantía de autenticidad del material.

-
Comprender este concepto ayuda a predecir la rigidez y la estabilidad dimensional de un polímero a temperaturas de servicio elevadas. ↩
-
Comprender cómo influye la alineación de las fibras en la resistencia del material en diferentes direcciones. ↩
-
Esta medición ofrece información clave sobre la resistencia de un material a la penetración de calor localizado. ↩
-
Comprender este proceso de descomposición química es clave para predecir el fallo de los materiales en entornos húmedos o mojados. ↩
-
Comprender esta propiedad ayuda a predecir el comportamiento del material y a evitar defectos de procesamiento. ↩
-
Comprender esto ayuda a optimizar los ciclos de secado y a evitar la degradación del material por un secado excesivo. ↩
-
Comprender este proceso químico ayuda a evitar fallos en el material y a optimizar los parámetros de moldeo para obtener mejores resultados. ↩
-
Comprender el crecimiento de las esferulitas ayuda a predecir la resistencia del material y las propiedades ópticas de las piezas acabadas. ↩
-
Comprender este efecto ayuda a optimizar el comportamiento del flujo y a reducir los requisitos de presión de inyección para piezas complejas. ↩
-
Comprender esto ayuda a predecir el flujo de material, lo que es crucial para optimizar los parámetros de inyección y garantizar la consistencia del llenado del molde. ↩
-
Comprender esta propiedad ayuda a predecir el comportamiento del polímero durante la inyección, lo que mejora el control del proceso. ↩
-
Comprender esto ayuda a diagnosticar las causas del alabeo y a diseñar soluciones de refrigeración más eficaces y específicas para piezas complejas. ↩
-
La comprensión de este proceso termodinámico es la causa fundamental de las marcas de quemaduras en el moldeo por inyección. ↩
-
Explore cómo este concepto garantiza la integridad del material desde la fuente hasta su molde, evitando la infiltración de falsificaciones. ↩
-
Comprender este proceso ayuda a predecir el comportamiento del polímero y a optimizar los ciclos de moldeo. ↩