Besoin d'aide pour sélectionner le bon grade Bayblend PC/ABS pour votre prochain projet ? Les ingénieurs sont souvent confrontés aux spécifications des matériaux lorsqu'ils conçoivent des boîtiers automobiles ou des boîtiers électroniques, en particulier lorsque les contraintes de temps imposent des essais de moulage immédiats en Chine.
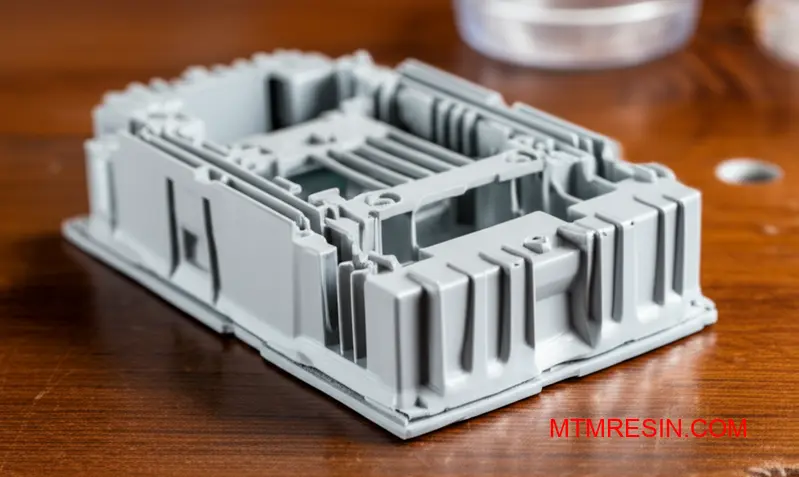
Bayblend PC/ABS combine la résistance à la chaleur du polycarbonate et la facilité de mise en œuvre de l'ABS, créant ainsi un alliage technique idéal pour les applications automobiles et électroniques nécessitant à la fois une résistance aux chocs et une stabilité dimensionnelle.

Ce guide couvre tous les aspects, de la sélection des grades entre les variantes de la série T et FR aux paramètres de traitement et aux stratégies d'approvisionnement. Vous saurez quels grades spécifiques, tels que T65 XF ou FR3010, correspondent aux exigences de votre projet et comment éviter les problèmes de moulage les plus courants.
Optimisation des projets d'ingénierie avec les alliages Bayblend PC/ABS
Lorsque les ingénieurs ont besoin d'un matériau qui ne fait pas de compromis, Bayblend PC/ABS est souvent la réponse. Ce mélange Covestro associe de manière experte la solidité et la résistance à la chaleur du polycarbonate (PC) à la flexibilité et à la facilité de mise en œuvre de l'acrylonitrile butadiène styrène (ABS). Il crée un profil équilibré unique.
Solde du bien immobilier clé
Ce matériau offre une grande résistance aux chocs, même à basse température, une excellente résistance à la chaleur et de bonnes propriétés d'écoulement pour la conception de pièces complexes. Cette combinaison en fait un choix fiable pour les applications exigeantes où les performances sont essentielles.
Applications courantes
Nous le voyons fréquemment spécifié dans des projets d'intérieurs automobiles et de boîtiers électroniques. Dans ces domaines, la durabilité, l'esthétique et la constance des performances ne sont pas négociables. L'utilisation du bon matériau dès le départ est la clé de la réussite des essais de moulage.
| Propriété | Bénéfice | Industrie cible |
|---|---|---|
| Haute résistance | Durabilité, résistance aux chocs | Automobile, Biens de consommation |
| Résistance à la chaleur | Stabilité dans les environnements difficiles | Électronique, appareils ménagers |
| Bon débit | Conception de moules complexes | Tous les moulages par injection |

Le choix de la bonne qualité de Bayblend est une étape critique qui nécessite une attention particulière. Il ne s'agit pas seulement de choisir un mélange PC/ABS ; il s'agit de faire correspondre des besoins de performances spécifiques à une formulation particulière. Certains projets peuvent donner la priorité à l'ignifugation, tandis que d'autres ont besoin d'une meilleure stabilité aux UV ou d'une correspondance spécifique des couleurs.
Naviguer dans la sélection des grades
Par exemple, un grade ignifuge (FR) comme le Bayblend FR3010 est essentiel pour les boîtiers électroniques afin de répondre aux normes de sécurité. En revanche, un composant de tableau de bord automobile peut nécessiter un grade à faibles émissions et à haute résistance à la chaleur pour résister à l'exposition au soleil sans se déformer ni se dégrader.
Le rôle du mélange de polymères
Les performances de ces alliages dépendent fortement de la composition de l'alliage. Miscibilité1 entre les phases PC et ABS. Ce facteur influence directement les propriétés mécaniques finales. Un mélange bien formulé permet d'obtenir la combinaison souhaitée de résistance et de facilité de traitement, en évitant des problèmes tels que la fragilité ou la délamination. Chez MTM, nous aidons nos clients à faire ces choix, en veillant à ce que leurs matériaux d'essai pour moules en Chine correspondent aux spécifications exactes du projet.
| Grade Bayblend | Caractéristiques principales | Application typique |
|---|---|---|
| T65 XF | Débit élevé, propriétés équilibrées | Boîtiers à parois minces |
| FR3010 | V-0 Retardateur de flamme @ 1.5mm | Boîtiers électroniques |
| T85 XF | Haute résistance à la chaleur | Pièces d'intérieur automobile |
Bayblend PC/ABS offre une solution polyvalente pour les besoins d'ingénierie complexes dans les domaines de l'automobile et de l'électronique. Une sélection correcte des qualités est cruciale pour la réussite d'un projet. Avoir un partenaire local fiable comme MTM en Chine vous assure d'obtenir le bon matériau pour des essais de moules efficaces et précis.
La synergie du polycarbonate et de l'ABS : Comprendre la chimie
Le polycarbonate (PC) et l'acrylonitrile-butadiène-styrène (ABS) sont puissants en soi. Mais lorsqu'ils sont mélangés, ils créent un alliage supérieur. Cette combinaison permet de résoudre des problèmes d'ingénierie courants en fusionnant les forces des deux matériaux en un seul polymère polyvalent.
Équilibrer la solidité et l'aptitude au traitement
Le PC offre une excellente résistance aux chocs mais peut être difficile à transformer. L'ABS, quant à lui, offre une grande facilité de transformation mais n'a pas la résistance à la chaleur et aux chocs du PC. Le mélange crée un matériau plus facile à mouler que le PC pur.
Création d'un alliage polyvalent
L'alliage PC/ABS hérite des propriétés clés de ses deux matériaux de base. Cette synergie permet d'obtenir un profil équilibré, ce qui en fait un choix de premier ordre pour les applications complexes. Vous trouverez ci-dessous une comparaison simple basée sur nos tests en laboratoire.
| Propriété | Polycarbonate (PC) | ABS | Alliage PC/ABS |
|---|---|---|---|
| Résistance aux chocs | Excellent | Bon | Très bon |
| Résistance à la chaleur | Haut | Modéré | Bon |
| Capacité de traitement | Juste | Excellent | Bon |
| Coût | Plus élevé | Plus bas | Modéré |

Au niveau microscopique, un mélange PC/ABS est un exemple fascinant de la science des polymères. Les deux matériaux ne sont pas totalement miscibles. Ils forment plutôt une structure multiphase où un polymère est dispersé dans l'autre. Cet arrangement unique est la clé de ses performances.
Comprendre la morphologie des polymères
La structure spécifique, ou morphologie du polymère, dicte les propriétés finales. Dans la plupart des grades PC/ABS, comme la célèbre série Bayblend, une structure de phase continue est souvent souhaitée. Cela garantit que les propriétés des deux polymères sont effectivement exprimées dans l'ensemble du matériau.
Le rôle des compatibilisants
Pour stabiliser ce mélange et améliorer l'adhérence entre les phases PC et ABS, des agents de compatibilité sont souvent ajoutés. Ces agents agissent à l'interface des deux polymères. Ils empêchent la séparation des phases pendant le moulage, ce qui garantit des performances mécaniques constantes dans la pièce finale. Le choix du compatibilisant est essentiel pour obtenir des résultats optimaux.
Chez MTM, nous aidons souvent les clients à choisir la bonne qualité. Le rapport entre le PC et l'ABS détermine l'équilibre final des propriétés. Une teneur plus élevée en PC améliore la résistance aux chocs et à la chaleur, tandis qu'une plus grande quantité d'ABS améliore la fluidité et réduit les coûts.
| Rapport PC/ABS | Bénéfice principal | Candidature commune |
|---|---|---|
| PC élevé | Augmentation de la résistance | Pare-chocs automobiles |
| Équilibré | Performance globale | Boîtiers électroniques |
| ABS élevé | Meilleur débit, moindre coût | Biens de consommation |
Il s'agit d'un exemple classique de mélanges thermoplastiques amorphes2 créer un matériau bien plus utile que ses composants individuels.
Les alliages PC/ABS combinent magistralement la résistance du polycarbonate et la facilité de mise en œuvre de l'ABS. Cette synergie crée un matériau équilibré et rentable qui convient aux applications exigeantes, des pièces automobiles à l'électronique grand public, et qui offre des performances là où les polymères individuels sont insuffisants.
Le choix du bon grade de Bayblend se résume souvent à une question clé : l'ignifugation est-elle une exigence ? Ce facteur unique divise le portefeuille en deux voies principales. Les grades à usage général offrent d'excellentes propriétés mécaniques et esthétiques pour les applications quotidiennes où la sécurité incendie n'est pas la première préoccupation.
Grades à usage général
Ces matériaux sont des outils de travail pour les boîtiers et les pièces structurelles. Ils offrent un profil équilibré de résistance aux chocs, de résistance à la chaleur et d'aptitude à la transformation. Pensez aux boîtiers d'appareils électroniques grand public ou aux composants intérieurs d'automobiles qui n'abritent pas de sources d'énergie critiques. Ils sont généralement plus rentables.
Grades ignifuges
Lorsque votre application exige des certifications de sécurité spécifiques, vous devez vous tourner vers la série Retardateur de flammes (FR). Ces qualités sont conçues pour s'éteindre d'elles-mêmes lorsqu'elles sont exposées à une flamme, une caractéristique essentielle pour les produits qui seront branchés sur un mur ou qui contiendront des piles.
| Catégorie de grade | Cas d'utilisation principal | Caractéristiques principales |
|---|---|---|
| Usage général | Boîtiers structurels, couvercles esthétiques | Propriétés mécaniques équilibrées |
| Retardateur de flamme | Boîtiers électriques, adaptateurs de puissance | Conforme aux normes d'inflammabilité UL94 |

Le portefeuille de Bayblend est clairement segmenté pour simplifier la sélection. Les deux familles les plus importantes sont la série T (usage général) et la série FR (retardateur de flamme). Mes clients de MTM ont souvent besoin de clarifier la voie à suivre pour leurs essais de moulage en Chine.
Bayblend Série T
Le Bayblend série T comme T65 XF ou T85 XF, sont des mélanges PC/ABS standard. Ils sont optimisés pour la ténacité, la rigidité et d'excellentes propriétés d'écoulement. Ils sont idéaux pour les pièces où les performances mécaniques sont prioritaires et où les organismes de réglementation n'imposent pas d'exigences strictes en matière d'inflammabilité.
Grades Bayblend FR
Inversement, Grade Bayblend FR sont conçus pour répondre à des normes de sécurité spécifiques. La décision d'utiliser un grade FR n'est pas un choix mais une nécessité dictée par l'utilisation finale du produit. Si le composant doit abriter des appareils électroniques ou se trouver à proximité d'une source de chaleur, un classement UL94 est souvent obligatoire. Le processus de Pyrolyse3 est inhibé par les additifs présents dans ces qualités.
Par exemple, l'obtention d'un UL94 V-0 PC/ABS pour le boîtier d'un appareil est une exigence courante. Dans ce cas, les grades de la série FR3000 sont la solution idéale.
| Facteur | Bayblend Série T | Série Bayblend FR |
|---|---|---|
| Conducteur principal | Performance mécanique et coût | Sécurité et conformité UL |
| Utilisation typique | Intérieurs d'automobiles, dispositifs non motorisés | Alimentations, chargeurs, boîtiers d'appareils |
| Spécificité de la clé | Impact Izod cranté, HDT | Indice d'inflammabilité UL94 (V-0, V-1) |
| L'accent mis sur les additifs | Modificateurs d'impact, stabilisateurs thermiques | Retardateurs de flamme halogénés ou non halogénés |
La principale différence entre les qualités à usage général et les qualités ignifuges de Bayblend est la conformité réglementaire. La série T donne la priorité aux produits mécaniques, tandis que la série FR est conçue pour répondre aux normes spécifiques de sécurité incendie UL94 pour les applications électroniques et électriques, ce qui en fait un choix obligatoire pour ce type de produits.
Plongée en profondeur : Analyse des performances des Bayblend T65 XF et T85 XF
Lors de la sélection d'un matériau pour des composants de boîtier, les ingénieurs sont souvent confrontés à un choix entre des grades similaires. Les Bayblend T65 XF et T85 XF sont des options populaires de PC/ABS à haut débit, mais ils répondent à des besoins différents. La principale distinction réside dans leurs propriétés thermiques et d'impact.
Aperçu des performances initiales
Le T85 XF offre une meilleure résistance à la chaleur, ce qui est essentiel pour les appareils générant une chaleur interne importante. À l'inverse, le T65 XF présente un léger avantage en termes de fluidité et de résistance aux chocs. Il s'agit donc d'un choix judicieux pour les applications générales où les contraintes thermiques sont moins importantes.
Comparaison des données clés
Voici un bref aperçu de leurs performances sur la base de nos données de test internes.
| Propriété | Bayblend T65 XF | Bayblend T85 XF |
|---|---|---|
| Température d'adoucissement Vicat (B50) | 114 °C | 120 °C |
| Effet d'entaille Charpy (23°C) | 50 kJ/m² | 45 kJ/m² |
| Débit de fusion (260°C/5kg) | 20 cm³/10 min | 18 cm³/10 min |
Ce tableau montre un compromis clair entre la résistance à la chaleur et le débit.

Le choix entre les Bayblend T65 XF et T85 XF implique une analyse minutieuse des compromis. Le "XF" signifie "eXtra Flow", et les deux grades offrent une excellente processabilité. C'est un avantage significatif pour les mouleurs qui travaillent avec des géométries complexes ou des pièces à parois minces, réduisant les temps de cycle et les pressions d'injection.
Résistance aux chocs et résistance thermique
La discussion entre le Bayblend T65 et le Bayblend T85 porte souvent sur la chaleur. Le T65 est plus élevé que le T85. Température de ramollissement Vicat4 de T85 XF est son principal argument de vente. Il peut supporter environ 6°C de chaleur supplémentaire avant de se déformer, ce qui peut être un facteur décisif pour les intérieurs automobiles ou les boîtiers électroniques qui fonctionnent à chaud.
Données détaillées sur la résistance aux chocs
Cependant, cette robustesse thermique a un coût minime en termes de performances d'impact. Bien que les deux matériaux soient résistants, le T65 XF présente systématiquement des données de résistance aux chocs légèrement supérieures lors des tests en laboratoire. Il convient donc mieux aux pièces susceptibles de subir des chutes ou une manipulation brutale.
| Type d'essai d'impact | Bayblend T65 XF | Bayblend T85 XF |
|---|---|---|
| Impact Izod (23 °C) | 55 kJ/m² | 50 kJ/m² |
| Impact Izod (-30 °C) | 40 kJ/m² | 35 kJ/m² |
Chez MTM, nous stockons les deux qualités en Chine. Cela permet aux clients d'effectuer des essais de moulage avec le matériau exact spécifié pour leur projet, garantissant ainsi la validation des performances sans délais d'expédition internationaux.
En résumé, le choix dépend de l'agent stressant principal. Pour les applications génératrices de chaleur, le Bayblend T85 XF est supérieur. Pour les applications exigeant une ténacité maximale et un traitement plus facile dans des conceptions très complexes, le Bayblend T65 XF est souvent la solution la plus pratique et la plus rentable.
Normes de sécurité critiques : Examen de Bayblend FR3010 et FR3000
Lors de la sélection de matériaux ignifuges, en particulier pour l'électronique, le choix entre Bayblend FR3010 et FR3000 est crucial. Les deux sont des mélanges PC/ABS connus pour leur sécurité, mais ils répondent à des besoins différents. La compréhension de leurs spécifications est essentielle à la réussite de la conception et de la conformité des produits.
Les différences fondamentales en un coup d'œil
Le Bayblend FR3010 offre un retardateur de flamme supérieur, ce qui le rend idéal pour les applications exigeant les niveaux de sécurité les plus élevés. En revanche, le FR3000 offre un profil équilibré avec de meilleures propriétés d'écoulement, ce qui est crucial pour la fabrication de pièces complexes à parois minces.
Comparaison rapide
| Fonctionnalité | Bayblend FR3010 | Bayblend FR3000 |
|---|---|---|
| Avantage principal | Retardateur de flamme amélioré | Flux équilibré et FR |
| Cas d'utilisation typique | Boîtiers pour blocs d'alimentation | boîtiers électroniques complexes |
| Teneur en halogènes | Sans halogène | Sans halogène |
Pourquoi cela est-il important pour votre projet ?
Le choix de la bonne qualité a un impact direct sur la moulabilité et la conformité aux normes de sécurité. Pour les projets impliquant des conceptions complexes ou le moulage de parois minces, le FR3000 peut être la meilleure option. Pour ceux où la sécurité est la priorité absolue, le FR3010 est le vainqueur incontesté.
Une plongée plus profonde dans les spécifications techniques
Dans le cadre de mon travail, j'aide souvent mes clients à se familiariser avec la fiche technique du Bayblend FR3010. Ce matériau obtient la note V-0 selon la norme UL 945 à des épaisseurs de paroi très fines, souvent jusqu'à 0,75 mm. Cette performance est exceptionnelle pour les matériaux PC/ABS FR sans halogène.
Flux et retardement de la flamme
Le principal compromis se situe entre l'écoulement de la matière fondue et la résistance à la flamme. La formulation du FR3010 donne la priorité à la sécurité, ce qui augmente légèrement sa viscosité. Cela peut poser des problèmes lors du remplissage de moules complexes à parois minces, une exigence courante pour l'électronique grand public moderne.
En revanche, le Bayblend FR3000 offre un taux de fluidité plus élevé. Cela en fait l'un des matériaux de moulage à parois minces les plus utilisés. Il offre toujours un retardateur de flamme fiable, mais il est optimisé pour garantir l'efficacité de la fabrication et la liberté de conception pour les géométries complexes, sans compromettre totalement la sécurité.
Aperçu des spécifications
Nous avons constaté que les distinctions suivantes sont les plus pertinentes pour les ingénieurs qui font leur choix.
| Spécifications | Bayblend FR3010 | Bayblend FR3000 |
|---|---|---|
| Débit de matière fondue (MFR) | Plus bas | Plus élevé |
| UL 94 V-0 Classement (épaisseur) | Réalisable à ~0,75 mm | Réalisable à ~1,5 mm |
| Résistance aux chocs | Excellent | Excellent |
| Temp. de déviation de la chaleur. | Haut | Haut |
Cet équilibre est la raison pour laquelle la disponibilité des deux qualités dans notre entrepôt de Chine à MTM est si précieuse. Cela permet d'effectuer des essais et des validations rapides, sans délais d'expédition internationaux.
Le choix entre Bayblend FR3010 et FR3000 implique de trouver un équilibre entre les besoins de sécurité et les aspects pratiques de la fabrication. Le FR3010 offre un retardateur de flamme de premier ordre pour les applications critiques, tandis que le FR3000 offre une meilleure fluidité pour les conceptions complexes à parois minces, sans sacrifier les normes de sécurité essentielles.
Principaux paramètres de traitement : Contrôle de l'humidité et spécifications de séchage
Le séchage correct de la résine Bayblend n'est pas une simple suggestion, c'est une étape obligatoire pour un moulage de qualité. Ce mélange PC/ABS étant hygroscopique, il absorbe facilement l'humidité de l'air. Si l'on n'élimine pas cette humidité avant le traitement, on obtient directement des problèmes tels que des stries argentées et des marques d'évasement sur la surface de la pièce.
Réglages de séchage recommandés
Un séchage efficace empêche la dégradation des matériaux et garantit des performances optimales. Sur la base de nos tests, vous devez respecter des paramètres stricts pour éviter les échecs de traitement.
| Paramètres | Valeur recommandée | Unité |
|---|---|---|
| Température de séchage | 80 - 110 | °C |
| Temps de séchage | 2 - 4 | Heures |
| Humidité résiduelle | < 0.02 | % |
| Point de rosée | -20 à -30 | °C |
Les conséquences d'un mauvais séchage
Sauter ou raccourcir le cycle de séchage compromettra l'intégrité structurelle de votre produit final. Les propriétés mécaniques du matériau peuvent être considérablement réduites, ce qui constitue une défaillance critique pour toute pièce fonctionnelle.

Obtenir un point de rosée correct
De nombreux transformateurs se concentrent uniquement sur la température et la durée, mais le facteur le plus critique pour le séchage du Bayblend est le point de rosée. Un séchoir à air chaud standard ne permet pas d'atteindre le niveau de sécheresse requis. Vous devez utiliser un séchoir à dessiccation pour atteindre un point de rosée de -20°C ou moins. Cela garantit que l'air est suffisamment sec pour extraire l'humidité des granulés. Un matériau insuffisamment séché est susceptible de Hydrolyse6 pendant le traitement de la matière fondue. Cette réaction chimique rompt de manière permanente les chaînes de polymères, affaiblissant le matériau avant même qu'il ne remplisse le moule.
Comparaison des types de séchoirs
Le choix du sécheur a un impact direct sur la sensibilité à l'humidité des PC/ABS et sur la qualité des pièces finales. La différence de performance est significative.
| Type de séchoir | Capacité de mesure du point de rosée | Aptitude au Bayblend | Raison |
|---|---|---|---|
| Sécheur à air chaud | Ambiant | Non recommandé | L'humidité n'est pas suffisamment éliminée |
| Sécheur à dessiccation | De -20°C à -40°C | Hautement recommandé | Atteint les niveaux de sécheresse requis |
Chez MTM, nous insistons toujours auprès de nos clients sur la nécessité de régler correctement le dessiccateur. Il s'agit d'une étape fondamentale pour un essai de moule réussi, qui garantit que le matériau Bayblend fonctionne exactement comme spécifié par le fabricant.
Pour un traitement Bayblend réussi, un séchoir déshydratant est essentiel. Le respect de la température, de la durée et surtout d'un point de rosée bas permet d'éviter les défauts liés à l'humidité. Cela garantit l'intégrité du matériau et conduit à un résultat de moulage réussi.
Optimisation des températures des cylindres et de la matière fondue pour le moulage par injection
Le traitement du Bayblend nécessite un profil de température spécifique pour obtenir des résultats optimaux. La fourchette générale se situe entre 240°C et 280°C. Toutefois, le réglage exact dépend fortement du grade spécifique que vous utilisez. Cette précision est essentielle à la réussite.
T-Grades vs. FR-Grades
Les grades ignifuges (FR) sont plus sensibles à la chaleur que les grades T standard. Le dépassement de la température recommandée peut dégrader les additifs retardateurs de flamme. Chez MTM, nous veillons à ce que les clients obtiennent le grade Bayblend exact spécifié, ce qui est crucial pour la précision des essais de moulage en Chine.
Températures de traitement recommandées
| Type de grade | Température de la buse (°C) | Cylindre Zone 1 (°C) | Cylindre Zone 2 (°C) | Cylindre Zone 3 (°C) |
|---|---|---|---|---|
| T-Grade (Standard) | 250 - 270 | 250 - 270 | 240 - 260 | 230 - 250 |
| Qualité FR (retardateur de flammes) | 240 - 260 | 240 - 260 | 230 - 250 | 220 - 240 |

Obtenir le bon profil de température de moulage par injection pour Bayblend ne se limite pas à suivre une fiche technique. Il s'agit de prévenir les risques de dégradation des matériaux qui peuvent silencieusement ruiner votre projet. La surchauffe est une préoccupation majeure, en particulier pour les grades FR.
Le danger de la dégradation thermique
Lorsque le Bayblend surchauffe, sa structure moléculaire se décompose. Ses propriétés mécaniques s'en trouvent réduites, ce qui entraîne la fragilisation des pièces. Pour les qualités FR, les additifs retardateurs de flamme peuvent également se dégrader, ce qui compromet l'indice de sécurité du matériau et provoque des défauts de surface tels que des marques d'évasement.
Coussin de fusion et temps de séjour
Le contrôle de la température est lié à la gestion du coussin de fusion et de l'eau. temps de séjour7. Un coussin de fusion constant assure un transfert de pression stable. Plus important encore, le fait de minimiser le temps de séjour du matériau dans le tonneau chaud l'empêche de "cuire" et de se dégrader avant même qu'il ne soit injecté dans le moule.
Nous conseillons souvent à nos clients d'utiliser la température la plus basse possible qui permette encore un remplissage complet sans défaut. Cette approche préserve l'intégrité du matériau, en particulier pour les qualités sensibles comme le Bayblend FR. C'est un équilibre que nous aidons nos partenaires à atteindre au cours de leurs essais.
Il est essentiel de contrôler correctement la température des différentes qualités de Bayblend. La surchauffe, en particulier pour les variantes FR, entraîne une dégradation thermique. La gestion du temps de séjour et du coussin de fusion permet de maintenir l'intégrité du matériau et de garantir des pièces de haute qualité, évitant ainsi de coûteux contretemps dans les projets.
Lorsque l'on travaille avec Bayblend, Les outilleurs doivent tenir compte de son taux de rétrécissement typique de 0,5% à 0,7%. Cette fourchette est un point de départ, mais la précision des tolérances de conception des moules exige une compréhension plus approfondie. Ignorer ces nuances conduit souvent à des pièces qui échouent aux contrôles dimensionnels.
Facteurs clés de la rétraction
La valeur finale de retrait n'est pas statique. Elle est influencée par la composition du matériau et les conditions de traitement. Par exemple, la présence de fibres de renforcement peut modifier de manière significative le comportement du matériau, affectant les dimensions finales de la pièce de manière différente selon sa géométrie.
Direction du flux Impact
L'un des facteurs les plus critiques est la direction de l'écoulement de la matière fondue dans la cavité du moule. Les matériaux tels que les Bayblend se rétractent différemment le long de la trajectoire d'écoulement par rapport à la perpendiculaire. Cette variance doit être intégrée dans la conception de l'outil afin d'obtenir une stabilité dimensionnelle.
| Direction | Rétrécissement typique |
|---|---|
| Direction de l'écoulement | ~0.5% |
| Direction de l'écoulement transversal | ~0.7% |
Comprendre la base Bayblend Le taux de rétrécissement n'est qu'une première étape. Le véritable défi consiste à prévoir comment les additifs et le traitement affectent ce taux. Chez MTM, nous aidons souvent des clients dont les pièces échouent à l'inspection parce que les tolérances initiales de conception du moule étaient trop simplistes.
Effets du renforcement des fibres
Ajout de fibres de verre aux Bayblend améliore les propriétés mécaniques mais complique la prévision du retrait. Les fibres s'alignent dans le sens de l'écoulement, ce qui limite le retrait le long de cet axe. Cependant, le retrait dans le sens transversal augmente souvent, un phénomène qui peut entraîner un gauchissement inattendu s'il n'est pas géré.
Rétrécissement dans les grades renforcés par des fibres
Le comportement du matériau devient non-uniforme ou présente Anisotropie8. Après avoir effectué des tests avec plusieurs clients, nous avons observé que la géométrie d'une pièce peut fortement influencer l'alignement des fibres, créant des zones localisées de contraintes élevées et de variations dimensionnelles. Cela nécessite une approche beaucoup plus sophistiquée pour définir les tolérances de conception des moules.
| Contenu en fibres | Rétrécissement du débit | Rétrécissement transversal |
|---|---|---|
| 0% (Neat Resin) | 0,5% - 0,7% | 0,5% - 0,7% |
| 15% GF | 0,2% - 0,4% | 0,6% - 0,9% |
| 30% GF | 0,1% - 0,3% | 0,7% - 1,0% |
Comprendre la norme Bayblend La prise en compte du taux de rétrécissement et de facteurs tels que la teneur en fibres est cruciale. Une bonne conception du moule doit tenir compte de ces variables pour garantir la précision dimensionnelle et la stabilité de la pièce finale, afin d'éviter des retouches coûteuses et des retards dans le projet.
Opérations post-moulage : Peinture, placage et collage Bayblend
La polyvalence de Bayblend va au-delà du moulage. Sa composition PC/ABS le rend idéal pour les opérations secondaires. Pour les projets nécessitant une finition métallique, sa chimie de surface offre une excellente adhérence pour le placage galvanique. Il s'agit donc d'un excellent choix pour les pièces décoratives et fonctionnelles.
Peinture et finition
Une bonne préparation de la surface est essentielle pour peindre les pièces automobiles fabriquées à partir de Bayblend. Le matériau accepte bien les différents systèmes de peinture, mais la surface doit être propre et exempte d'agents de démoulage. Cela garantit une finition durable et de haute qualité, essentielle pour les composants esthétiques.
Considérations relatives au placage
Pour la galvanoplastie des PC/ABS, le processus commence par une gravure de la surface afin de créer des ancrages microscopiques. Cette étape est cruciale pour obtenir une forte adhésion entre le plastique et les couches métalliques.
| Fonctionnement | Exigence clé | Candidature commune |
|---|---|---|
| Peinture | Nettoyage de surface | Garniture intérieure automobile |
| Placage | Gravure en surface | Grilles chromées |
| Collage | Conception conjointe | Boîtiers électroniques |

Les opérations secondaires définissent les performances et l'aspect du produit final. Avec Bayblend, il est facile d'obtenir une finition de qualité supérieure par la peinture ou la métallisation, à condition de suivre les étapes correctes. Les propriétés équilibrées du matériau constituent un avantage majeur pour la galvanoplastie des composants PC/ABS dans les industries exigeantes.
Préparation de la surface pour l'adhésion
Avant tout revêtement, la surface doit être méticuleusement préparée. Il s'agit d'éliminer les contaminants tels que les huiles, la poussière et les agents de démoulage. Chez MTM, nous recommandons souvent à nos clients des protocoles de nettoyage spécifiques afin de garantir des résultats optimaux et d'éviter la délamination ou la formation de cloques.
Méthodes de collage et d'assemblage
Pour l'assemblage, le ‘soudage par ultrasons Bayblend’ est une méthode populaire et efficace. Ce procédé utilise des vibrations à haute fréquence pour créer une soudure solide et propre. Toutefois, la réussite de la soudure dépend fortement de la conception du joint et des caractéristiques du matériau. Énergie de surface9. Les adhésifs et les fixations mécaniques sont également des options viables.
| Méthode de collage | Vitesse | La force | Coût de l'équipement |
|---|---|---|---|
| Soudage par ultrasons | Rapide | Haut | Modéré |
| Adhésifs | Lenteur | Variable | Faible |
| Fixations mécaniques | Rapide | Haut | Faible |
Le Bayblend convient parfaitement à la peinture, au placage et au collage, ce qui en fait un choix polyvalent pour les assemblages complexes. Une bonne préparation de la surface et le choix de la bonne opération secondaire sont essentiels pour obtenir des pièces finales durables et de haute qualité qui répondent aux spécifications du projet.
Vérifier l'authenticité : Approvisionnement en matériaux Covestro authentiques en Chine
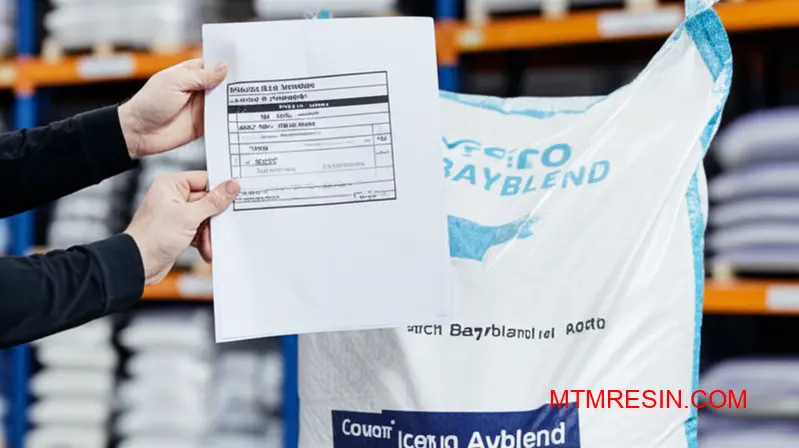
La vérification de l'authenticité des résines sur le marché chinois est une étape cruciale. Le certificat d'analyse (CoA) est le document principal, mais il n'est utile que s'il correspond au matériau physique. Pour un grade spécifique comme le Bayblend, cette vérification permet d'éviter des problèmes de production coûteux.
Éléments clés d'un CdA
Vous devez toujours comparer le certificat d'authenticité avec l'emballage du produit. Vérifiez la cohérence du numéro de lot, de la qualité du produit et de la date de fabrication. Toute anomalie est un signal d'alarme majeur qui nécessite une enquête immédiate.
| Détail du CdA | Étiquette d'emballage | Statut |
|---|---|---|
| Qualité du produit | Qualité du produit | Doit correspondre |
| Numéro de lot | Numéro de lot | Doit correspondre |
| Fabricant | Fabricant | Doit correspondre |
Le défi de faire correspondre le papier et le plastique
Le plus grand défi de l vérification des certificats de matériaux n'est pas le document lui-même, mais la confirmation qu'il appartient au matériel que vous avez reçu. Un CdA authentique peut facilement être associé à un sac de résine contrefait. Il s'agit d'un problème courant lorsqu'il s'agit d'un sac de résine qui n'a pas fait l'objet d'un contrôle. Distributeur de résine en Chine.
Processus de vérification étape par étape
Tout d'abord, vérifiez le numéro de lot figurant sur le sac par rapport au CdA. Ils doivent être identiques. Deuxièmement, vérifiez que l'emballage ne présente pas de signes de falsification, tels que des sacs refermés ou une impression de mauvaise qualité. Le certificat officiel Covestro China supply a un emballage standardisé. Pour les projets à fort enjeu, une analyse plus poussée à l'aide de méthodes telles que le Spectroscopie10 peut confirmer la composition chimique du matériau, offrant ainsi une preuve définitive.
| Étape de vérification | Ce qu'il faut rechercher | Échec commun |
|---|---|---|
| 1. Numéro de lot | Correspondance exacte entre le sac et le CoA | Numéros non concordants ou manquants |
| 2. Emballage | Marquage officiel, coutures scellées | Sacs recollés, logos flous |
| 3. Historique du fournisseur | Établi et autorisé | Distributeur nouveau ou non vérifié |
Chez MTM, nous effectuons cette vérification pour chaque lot de Bayblend que nous stockons. Cela garantit que le matériau que vous recevez pour vos essais de moulage est authentique, ce qui vous permet de gagner du temps et d'éviter les risques.
Pour vérifier l'authenticité, il est essentiel que le certificat d'authenticité corresponde au matériau physique. Ce processus protège votre projet des résines contrefaites telles que Bayblend et évite des retards coûteux. Un partenaire local de confiance simplifie ce processus en se chargeant de la vérification pour vous, garantissant ainsi l'authenticité du matériau à chaque fois.
L'avantage MTM : disponibilité immédiate des qualités Bayblend
La logistique est souvent le principal frein à la réalisation d'un essai de moule. L'attente de l'expédition internationale d'un matériau spécifique comme le Bayblend peut transformer un projet rapide en une épreuve d'un mois. Chez MTM, nous éliminons ce délai en agissant en tant que stockiste local de résine en Chine.
Des semaines aux jours
Nous pré-stockons les qualités les plus demandées afin de les avoir sous la main lorsque vous en avez besoin. Ce simple changement transforme votre calendrier. Au lieu d'attendre le dédouanement, votre matériel est déjà là.
Comparaison des calendriers
| Méthode traditionnelle | Méthode MTM |
|---|---|
| Délai de livraison de 4 à 6 semaines | Livraison le lendemain |
| Frais d'expédition élevés | Frais de livraison locale |
| Risques douaniers et de transit | Pas de risques liés à l'expédition |
Notre stock de résine local signifie que votre essai de moule pour Bayblend T65 ou FR3010 peut avoir lieu demain, et non le mois prochain. C'est le cœur de notre soutien aux essais de moules rapides.

Disposer d'un approvisionnement local en qualités spécifiques de Bayblend va au-delà de la simple rapidité. Il désamorce fondamentalement le processus d'essai des moules. Lorsque vous dépendez d'expéditions internationales, votre projet est exposé à des retards potentiels dus aux douanes, à des erreurs logistiques ou à des dommages dus au transport, ce qui peut faire dérailler des calendriers serrés.
Garantir les délais des projets
Notre rôle est de fournir un tampon contre ces incertitudes. En maintenant un stock de résine MTM, nous assurons la cohérence et la disponibilité du matériau. Vous obtenez le grade exact spécifié, comme Bayblend FR3010, sans vous soucier de savoir si un substitut affectera la performance ou la validation de l'outil.
Atténuation des risques grâce à l'inventaire local
| Facteur de risque | Impact de l'expédition internationale | La solution de MTM |
|---|---|---|
| Retenue douanière | Le projet est reporté pour une durée indéterminée | Éliminé ; le matériel est d'origine nationale |
| Dommages matériels | Nécessite une nouvelle commande et des délais supplémentaires | Atténué par un transport local sécurisé |
| Inadéquation des notes | Des résultats d'essais inexacts | Précision garantie de la qualité du stock |
Cette approche simplifie également le processus de vérification des propriétés physiques. Le matériau étant facilement disponible, les ingénieurs peuvent effectuer des essais préliminaires sur le lot exact de résine. Cela permet de s'assurer que les propriétés telles que Rhéologie11 s'alignent parfaitement sur les données de simulation avant l'essai principal, ce qui permet d'éviter les découvertes coûteuses de dernière minute et d'assurer une validation plus aisée.
Nos grades Bayblend pré-stockés en Chine éliminent les goulets d'étranglement logistiques. Le stock local de résine de MTM transforme une période d'attente de plusieurs semaines en une livraison le jour suivant, fournissant le soutien rapide aux essais de moules nécessaire pour maintenir vos projets sur la bonne voie et dans le respect du budget.
Obtenez Bayblend rapidement : Accélérez votre projet avec MTM
Vous êtes prêt à vous approvisionner en grades Bayblend PC/ABS ou vous avez besoin de conseils techniques pour votre essai de moule en Chine ? Contactez MTM dès maintenant pour obtenir des devis instantanés et une disponibilité rapide des matériaux - évitez l'attente de l'expédition internationale, obtenez des Bayblend certifiés et faites passer votre projet de l'ébauche au prototype sans délai !

-
La compréhension de la miscibilité permet de prévoir les propriétés finales des alliages de polymères comme le Bayblend. ↩
-
Comprenez comment ces mélanges de polymères non cristallins obtiennent des propriétés uniques pour des solutions d'ingénierie avancées. ↩
-
La compréhension de ce processus de décomposition thermique permet d'expliquer comment les retardateurs de flamme préviennent les incendies dans les boîtiers en plastique. ↩
-
La compréhension de ce test permet de prédire la stabilité dimensionnelle d'une pièce sous l'effet d'une charge thermique. ↩
-
La compréhension de cette norme permet de sélectionner des matériaux conformes pour les boîtiers électroniques, ce qui garantit l'accès au marché mondial. ↩
-
Découvrez comment cette réaction affecte la résistance du polymère et les performances de la pièce. ↩
-
Découvrez l'impact de ce concept sur le temps de cycle et l'intégrité des matériaux dans le moulage. ↩
-
Découvrez comment cette propriété affecte le comportement du matériau, ce qui est essentiel pour prévoir le gauchissement des pièces et garantir l'intégrité de la conception. ↩
-
Il est essentiel de comprendre ce concept pour obtenir des liaisons solides et fiables dans les assemblages plastiques. ↩
-
Découvrez comment cette technique d'analyse fournit une empreinte chimique permettant de confirmer l'identité d'un matériau. ↩
-
Découvrez comment les propriétés d'écoulement des matériaux peuvent prédire le comportement du moulage et prévenir les défauts. ↩