Votre calendrier d'essai des moules vient de se heurter à un mur parce que le Makrolon 2407 est bloqué à la douane pendant encore deux semaines. Chaque jour de retard repousse un peu plus le lancement de votre produit, tandis que votre équipe s'efforce d'expliquer la situation aux parties prenantes.
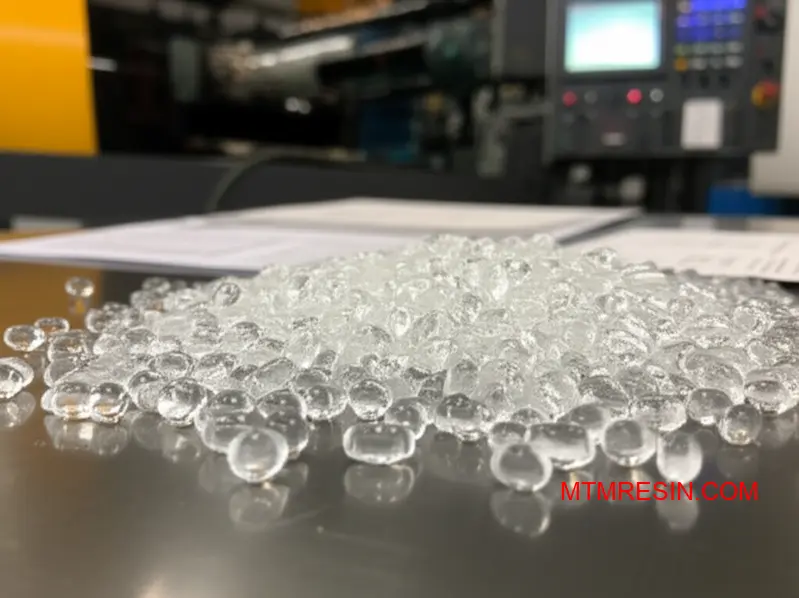
Makrolon 2407 est une résine polycarbonate haute performance conçue pour les applications de moulage par injection exigeant une clarté, une résistance aux chocs et une stabilité dimensionnelle exceptionnelles. Ce grade PC offre des caractéristiques de traitement cohérentes pour différentes géométries de moules tout en conservant des propriétés optiques essentielles pour les applications exigeantes.

J'ai travaillé avec des équipes d'ingénieurs confrontées à ce même scénario. La solution ne consiste pas seulement à trouver la bonne qualité de matériau, mais aussi à disposer d'un accès fiable lorsque vous en avez besoin. Ce guide couvre tous les aspects, depuis les spécifications techniques jusqu'aux stratégies d'approvisionnement local qui permettent de respecter le calendrier des essais.
La décomposition complète des propriétés du Makrolon 2407
Le Makrolon 2407 est un polycarbonate de choix pour de nombreux projets de moulage par injection que j'ai soutenus. Il offre un bon équilibre entre la facilité de traitement et des propriétés physiques robustes. Sa faible viscosité le rend idéal pour le remplissage de moules complexes, une exigence courante de nos clients.
Principales caractéristiques physiques
Ce matériau est connu pour sa grande transparence et son bon état de surface. D'un point de vue pratique, il offre une excellente résistance aux chocs, ce qui est essentiel pour les pièces qui doivent résister aux contraintes. Il conserve également son intégrité dans une plage de température convenable.
Aperçu des performances
Voici un bref aperçu de ses principales caractéristiques, basé sur nos comparaisons de données internes.
| Propriété | Valeur typique | Unité |
|---|---|---|
| Volume de matière fondue - débit (300°C/1,2 kg) | 19 | cm³/10 min |
| Résistance à l'impact Izod entaillé (23°C) | 60 | kJ/m² |
| Température de déflexion (1,8 MPa) | 128 | °C |
Cette combinaison fait du Makrolon 2407 un grade d'injection PC fiable pour de nombreuses applications.

Lors de la sélection d'un matériau pour un essai de moule, en particulier en Chine où les délais sont serrés, la constance des performances est essentielle. Le Makrolon 2407 offre cette fiabilité. Ses propriétés garantissent que ce que vous concevez est ce que vous obtiendrez du moule.
Stabilité dimensionnelle et résistance aux UV
La stabilité dimensionnelle de cette qualité est excellente. Elle est cruciale lors des essais de moulage, car elle permet de confirmer la précision du moule sans problème de rétrécissement du matériau. Pour les pièces exposées à la lumière, sa formulation stabilisée aux UV offre une bonne résistance au jaunissement dans le temps, protégeant ainsi l'aspect du produit final.
Compatibilité avec le moulage et résistance aux chocs
Le Makrolon 2407 fonctionne bien avec les types de moules standard. Sa fenêtre de traitement est assez indulgente, ce qui réduit le risque de défauts. Cela simplifie le processus d'essai. La résistance aux chocs est une caractéristique majeure, garantissant la durabilité des pièces fonctionnelles exigeantes qui requièrent ténacité et résilience. Nos essais confirment ses performances constantes dans ces domaines. Nous analysons souvent sa Volume et débit de la matière fondue1 pour prédire son comportement dans les moules complexes de nos clients.
| Fonctionnalité | Aperçu des performances |
|---|---|
| Remplissage des moules | La faible viscosité assure un remplissage complet des géométries complexes. |
| Durée du cycle | Les bonnes propriétés thermiques permettent d'obtenir des temps de cycle relativement rapides. |
| Finition de la surface | Permet d'obtenir une finition très brillante directement à partir du moule. |
Le Makrolon 2407 offre une combinaison fiable de processabilité, de résistance et de stabilité. Cet équilibre en fait un choix solide pour les essais de moulage par injection, garantissant des résultats prévisibles pour les pièces qui exigent clarté et robustesse. Chez MTM, nous le stockons justement pour cette raison.
Évitez cette erreur lorsque vous commandez du matériel informatique pour des essais
Le choix du bon matériau PC est crucial pour la réussite des essais de moulage. Une erreur fréquente consiste à considérer des qualités similaires comme interchangeables. Par exemple, les ingénieurs confondent souvent le Makrolon 2405 et le Makrolon 2407, pensant qu'ils ont les mêmes performances. Cette petite erreur peut entraîner des retards importants dans les essais.
Principales différences : 2405 vs. 2407
Bien qu'il s'agisse dans les deux cas de polycarbonates à usage général, leurs propriétés diffèrent. La principale distinction réside dans leur taux de fluidité. Celle-ci a un impact direct sur le comportement du matériau lors du moulage par injection. Supposer qu'ils sont identiques est une cause fréquente d'échec des essais.
| Fonctionnalité | Makrolon 2405 | Makrolon 2407 |
|---|---|---|
| Viscosité | Plus élevé | Plus bas |
| Débit de matière fondue | Plus bas | Plus élevé |
| Agent de libération | Oui | Oui |
| Application | Usage général | Parois plus fines, pièces complexes |
Pourquoi c'est important
L'utilisation d'une mauvaise qualité signifie que vos paramètres de traitement seront erronés. Cela peut entraîner des défauts de moulage, des pièces défectueuses et une perte de temps. Il peut être nécessaire de reprogrammer l'ensemble de l'essai en attendant l'arrivée du matériau correct.

Les erreurs dans le choix des matériaux pour PC proviennent souvent de l'oubli de différences subtiles dans les fiches techniques. La distinction entre le Makrolon 2405 et le makrolon 2407 est un exemple classique. Le débit de fonte plus élevé de makrolon 2407 Le remplissage du moule se fait plus facilement et avec moins de pression. Il remplit le moule plus facilement et avec moins de pression.
Implications en matière de traitement
Si un moule est conçu en fonction des propriétés d'écoulement du makrolon 2407, En revanche, l'utilisation du 2405, plus visqueux, peut poser des problèmes. Vous pourriez avoir un remplissage incomplet (tirs courts), des contraintes internes plus élevées ou des défauts de surface. L'ajustement des paramètres de la machine ne peut compenser qu'une partie de ces problèmes. Les caractéristiques fondamentales du matériau Rhéologie2 dicte son comportement.
| Paramètres | Impact de l'utilisation du 2405 au lieu du 2407 |
|---|---|
| Pression d'injection | Nécessité d'une augmentation significative |
| Vitesse de remplissage | Plus lent, risque de gel prématuré |
| Qualité des pièces | Risque de marques d'enfoncement et de gauchissement |
| Durée du cycle | Peut augmenter en raison d'ajustements de traitement |
Comment éviter les retards dans les procès
C'est là qu'un partenaire local comme MTM devient inestimable. Nous stockons les deux qualités en Chine, de sorte qu'en cas d'erreur de sélection, le matériau correct est disponible immédiatement. Cela permet d'éviter des semaines de retard dans l'attente d'une livraison à l'étranger et de respecter le calendrier de votre projet.
Choisir la bonne variante de PC, telle que makrolon 2407, est essentielle. Des différences mineures dans les propriétés des matériaux peuvent avoir un impact significatif sur les résultats des essais de moulage et les délais du projet. Vérifiez toujours la qualité exacte requise avant de passer commande afin d'éviter des retards coûteux.
Pourquoi vos échantillons de procès sont retardés - et comment Local PC y remédie
Attendre que les échantillons d'essai arrivent de l'étranger peut interrompre l'ensemble de votre projet. Les retards les plus fréquents sont liés au transport international et aux formalités douanières complexes. Chaque jour d'attente est un jour de retard supplémentaire pour votre projet.
Le coût réel des retards d'expédition
La logistique internationale est imprévisible. Une simple expédition d'un matériau comme le Makrolon 2407 peut rester bloquée pendant des semaines, ce qui perturbe le calendrier des essais de moulage. Cela oblige à des ajustements coûteux et comprime considérablement votre calendrier de développement, ce qui ajoute une pression inutile.
Comment l'approvisionnement local change la donne
Le fait d'avoir un partenaire local élimine ces incertitudes. En vous procurant les matériaux directement en Chine, vous évitez complètement le fret international et les douanes. Ainsi, vos matériaux sont prêts exactement au moment où votre moule l'est, ce qui vous permet de maintenir votre projet sur la bonne voie.
| Aspect | Expédition internationale | Approvisionnement local (MTM) |
|---|---|---|
| Délai d'exécution | 3-6 semaines | 1-3 jours |
| Risque douanier | Élevée (retards, obligations) | Aucun |
| Coût | Élevé (fret, assurance) | Plus bas (livraison locale) |
| Flexibilité | Faible | Haut |

Lorsque les délais sont serrés, il est essentiel de disposer d'un approvisionnement urgent en polycarbonate. Nous voyons souvent des projets s'arrêter complètement à cause de retards dans les échantillons d'essai des moules. Le principal goulot d'étranglement est presque toujours le voyage long et imprévisible des matériaux expédiés d'Europe ou d'Amérique du Nord vers la Chine.
L'effet de vague d'un simple délai
Un petit retard dans l'arrivée des matériaux peut avoir un impact majeur. Il ne se contente pas de repousser l'essai ; il affecte les activités en aval telles que les essais, la validation et même la planification de la production. Il en résulte un effet domino qui met en péril l'ensemble de la date de lancement. Nous avons vu cela se produire avec des grades spécifiques comme le Makrolon 2407.
Une solution pratique : Stock local de PC en Chine
C'est là qu'un stock local de PC en Chine devient inestimable. Au lieu de gérer une logistique complexe, vous pouvez simplement passer une commande et faire livrer le matériel à votre mouliste en quelques jours. Cette approche améliore les chances de succès de votre projet. Elasticité de la chaîne d'approvisionnement3, vous permettant de réagir rapidement aux changements de calendrier.
| Défis liés au transport maritime international | La solution locale de MTM |
|---|---|
| Dédouanement imprévisible | Pas de douane |
| Risque élevé d'endommagement/de perte du transit | Risque minimal lié au transport local |
| Horaires de livraison rigides | Livraison à la demande |
| Documentation compliquée | Facturation locale simple |
En fin de compte, dépendre de livraisons internationales pour des essais de moules urgents est un pari. Un approvisionnement local en matériaux tels que le Makrolon 2407 en Chine offre la fiabilité nécessaire pour respecter des délais serrés et éviter des retards coûteux.
L'attente des expéditions internationales présente des risques. Le recours à un fournisseur local tel que MTM, qui dispose d'un stock de PC prêts à l'emploi en Chine, élimine ces retards et garantit que vos essais de moules pour des matériaux tels que le Makrolon 2407 se déroulent dans les délais prévus et sans problèmes logistiques.
Guide complet pour le traitement du Makrolon 2407 dans le moulage par injection
Le traitement du Makrolon 2407 exige de la précision. En définissant les bons paramètres dès le départ, on évite les défauts courants et on gagne un temps précieux lors des essais de moulage. Ceci est particulièrement vrai pour un polycarbonate polyvalent comme le 2407. De petits ajustements de température ou de pression peuvent avoir un impact significatif sur la qualité de la pièce finale.
Principaux paramètres de traitement
La maîtrise des paramètres d'injection est cruciale pour la réussite. Vous trouverez ci-dessous un guide rapide basé sur nos tests pour obtenir des résultats optimaux avec le Makrolon 2407. Le respect de ces directives permet d'obtenir des pièces de qualité constante et un processus de production plus fluide.
Résumé des paramètres
Ce tableau constitue un point de départ fiable pour votre guide de moulage Makrolon 2407.
| Paramètres | Valeur recommandée |
|---|---|
| Température de séchage | 120°C (248°F) |
| Temps de séchage | 2 - 4 heures |
| Température de fusion | 280 - 320°C (536 - 608°F) |
| Température du moule | 80 - 120°C (176 - 248°F) |
| Vitesse d'injection | Moyen à élevé |
Plongée dans les paramètres d'injection
Il ne suffit pas de suivre une fiche technique. Comprendre le "pourquoi" de chaque paramètre du Makrolon 2407 est ce qui différencie un bon résultat d'un excellent. Décortiquons les facteurs critiques qui influencent votre succès avec les paramètres de moulage PC.
L'importance du séchage
Le polycarbonate est un hygroscopique4 Il s'agit d'un matériau qui absorbe facilement l'humidité de l'air. Un séchage insuffisant est la cause la plus fréquente d'échec que j'observe. Lorsque la résine humide est chauffée, l'eau se transforme en vapeur, ce qui provoque des marques d'évasement, une fragilité et une perte de résistance à l'impact dans la pièce finale.
Contrôle de la température et de la pression
Il est essentiel de contrôler la température de la matière fondue et du moule. Si elle est trop basse, vous risquez un remplissage incomplet ou des contraintes internes élevées. Une température trop élevée peut entraîner une dégradation du matériau. La pression de maintien est tout aussi importante ; elle compense le retrait du matériau lors du refroidissement de la pièce, évitant ainsi les retassures et les vides. Les paramètres d'injection appropriés pour le 2407 sont un exercice d'équilibre.
| Question commune | Cause probable | Solution |
|---|---|---|
| Marques d'évasement | Humidité dans la résine | Sécher le matériau à 120°C pendant 4 heures |
| Marques d'évier | Pression de maintien insuffisante | Augmenter la pression ou le temps de maintien |
| Déformation | Refroidissement inégal | Ajuster la température du moule ; vérifier les canaux de refroidissement |
| Coups de feu | Vitesse/pression d'injection faible | Augmenter la vitesse d'injection ou la température de fusion |
L'obtention de résultats optimaux avec le Makrolon 2407 dépend d'un contrôle précis du séchage, de la température et de la pression. Ces paramètres de moulage PC ne sont pas de simples lignes directrices ; ils sont essentiels pour produire des pièces de haute qualité, sans défaut, de manière cohérente et efficace au cours de vos essais de moulage.
Le secret de l'adéquation entre la qualité mondiale et l'approvisionnement local en PC
Le défi de la norme mondiale
S'approvisionner en polycarbonate en Chine pour qu'il corresponde exactement aux spécifications mondiales peut constituer un obstacle majeur. Les chefs de projet craignent souvent que les matériaux locaux ne répondent pas aux normes de qualité strictes d'un grade comme le Makrolon 2407, ce qui risquerait d'entraîner des échecs des essais de moulage et des retards dans le projet. Cette inquiétude est justifiée.
Combler le fossé grâce à une offre vérifiée
Le secret n'est pas seulement de trouver tous Il s'agit de trouver un approvisionnement qui a été rigoureusement vérifié. Un partenaire local fiable peut fournir un Makrolon 2407 équivalent qui fonctionne de manière identique, vous évitant ainsi des retards d'importation coûteux et une logistique complexe.
Approvisionnement local ou importé en PC
| Fonctionnalité | PC importé (par exemple, Makrolon 2407) | Équivalent local vérifié |
|---|---|---|
| Délai d'exécution | 4-8 semaines | 1-3 jours |
| Logistique | Douanes et transports maritimes complexes | Livraison locale simplifiée |
| Coût | Plus élevé en raison des transports/tarifs | Plus rentable |
| Qualité | Garantie de la norme de la marque | Vérifié pour correspondre à la norme |
Ce processus permet à votre projet de conserver son élan sans compromettre la qualité de la résine PC nécessaire à la réussite de l'essai de moulage.

Garantir une véritable adéquation de la qualité
Pour obtenir une qualité optimale, il ne suffit pas de jeter un coup d'œil à une fiche technique. Il s'agit d'un processus systématique que nous avons affiné chez MTM. Il garantit que la résine PC locale fonctionne exactement comme le matériau importé que votre projet a spécifié, tel que le Makrolon 2407.
Processus de vérification des fournisseurs
Tout d'abord, nous examinons minutieusement les fournisseurs locaux. Il s'agit d'évaluer la cohérence de leur production, leurs protocoles de contrôle de la qualité et leurs sources de matières premières. Nous ne nous associons qu'avec des fournisseurs qui s'engagent à respecter les normes internationales, ce qui garantit à nos clients une chaîne d'approvisionnement fiable et stable.
Analyse des spécifications et des fiches techniques
Ensuite, nous procédons à une analyse détaillée de la fiche technique du matériau. Nous comparons les paramètres critiques côte à côte. Il s'agit notamment du débit de matière fondue, de la résistance à la traction et de la température de déflexion. Nous examinons également la Résistance à l'impact Izod5, un indicateur clé de la ténacité pour de nombreuses applications.
Comparaison de la vérification des performances
| Paramètres | Global Makrolon 2407 | Équivalent PC local vérifié | Résultat |
|---|---|---|---|
| Débit de fusion (300°C/1,2kg) | 19 g/10 min | 19 g/10 min | Correspondance |
| Module de traction | 2400 MPa | 2400 MPa | Correspondance |
| Impact Izod cranté (23°C) | 65 kJ/m² | 65 kJ/m² | Correspondance |
Notre analyse garantit que le débat entre PC locaux et PC importés se termine par un résultat clair : les matériaux sont fonctionnellement identiques pour les essais de moulage. Cette vérification donne aux ingénieurs la confiance nécessaire pour procéder sans se soucier de la variance des matériaux.
Il est possible de s'approvisionner localement en résine PC de qualité en procédant à un contrôle rigoureux et à une analyse des données. Cette approche permet d'obtenir une résine équivalente au Makrolon 2407 et de respecter le calendrier et le budget de votre projet sans compromettre les normes d'ingénierie nécessaires à l'essai de votre moule en Chine.
Comment trouver des équivalents au Makrolon 2407 sans compromis
Trouver un équivalent fiable au Makrolon 2407 peut s'avérer difficile. La réussite de votre projet dépend de l'adéquation de ses caractéristiques de performance spécifiques. Il ne s'agit pas seulement de trouver un autre polycarbonate, mais d'assurer un comportement identique dans votre moule et votre produit final. La clé réside dans une approche systématique de la validation.
Identifier les équivalents potentiels
Plusieurs qualités sur le marché prétendent être l'équivalent du Makrolon 2407. Nous commençons par comparer les fiches techniques, en nous concentrant sur les valeurs critiques. Les matériaux des principaux fabricants constituent souvent un point de départ solide pour un premier examen.
Comparaison des performances clés
La première étape consiste à comparer les données côte à côte. Cependant, les fiches techniques ne donnent qu'une partie de l'information. Les performances réelles peuvent varier en raison de différences subtiles dans les additifs ou le traitement.
| Propriété | Makrolon 2407 | Équivalent potentiel |
|---|---|---|
| MVR (300°C/1,2 kg) | 19 cm³/10 min | 18-20 cm³/10 min |
| Impact Izod (entaillé) | 65 kJ/m² | ≥60 kJ/m² |
| HDT/B (0,45 MPa) | 132 °C | ≥130 °C |
Pour remplacer avec succès le polycarbonate 2407, il faut aller au-delà d'une simple comparaison sur papier. Les fiches techniques fournissent une base de référence, mais la véritable compatibilité n'est confirmée que par des essais rigoureux. Une légère variation dans l'écoulement de la matière fondue ou la stabilité thermique peut affecter de manière significative l'intégrité et l'apparence de la pièce finale.
L'importance de la validation
Dans les applications critiques, vous ne pouvez pas vous permettre de faire des suppositions. Nous recommandons un processus de validation en plusieurs étapes. Ce processus garantit que le matériau de remplacement est non seulement conforme aux spécifications, mais aussi qu'il fonctionne de manière fiable dans votre environnement de moulage spécifique. Cette approche permet d'atténuer les risques associés à la défaillance des pièces ou aux retards de production.
Un protocole de validation structuré
Un protocole structuré permet de confirmer qu'un équivalent potentiel du Makrolon 2407 est vraiment adapté. Nous conseillons souvent à nos clients d'effectuer des tests qui simulent les conditions réelles. Par exemple, une analyse thermique telle que Calorimétrie différentielle à balayage6 peut révéler de subtiles différences de traitement qui n'apparaissent pas sur une fiche technique standard. Ces étapes supplémentaires sont essentielles pour faire correspondre précisément les performances des PC.
| Étape de validation | Objectif | Résultats |
|---|---|---|
| Analyse de la fiche technique | Comparer les principales propriétés physiques et thermiques. | Sélection initiale des candidats. |
| Simulation de l'écoulement des moules | Prévoir le remplissage, le tassement et le gauchissement. | Identifier les problèmes potentiels de traitement. |
| Injection de l'échantillon | Produire des pièces d'essai en utilisant le moule réel. | Évaluer l'aptitude à la transformation dans le monde réel. |
| Essais partiels | Vérifier la stabilité dimensionnelle et le fonctionnement. | Confirmation finale de la performance. |
Une approche structurée permet de trouver un substitut adéquat au Makrolon 2407. En se concentrant sur une validation complète allant au-delà de la fiche technique, on s'assure que l'équivalent choisi offre les performances requises sans compromettre la qualité ou l'intégrité de votre produit final.
Comment assurer l'homogénéité des couleurs lors de l'utilisation du Makrolon 2407
L'obtention d'une couleur homogène avec des matériaux transparents tels que le Makrolon 2407 présente des défis uniques. Contrairement aux plastiques opaques, la moindre variation de teinte peut avoir un impact sur l'apparence du produit final, en particulier lorsque la transmission de la lumière est une exigence fonctionnelle ou esthétique essentielle pour la pièce.
Le défi de la clarté"
Le terme "clair" n'est souvent pas absolu en ce qui concerne le polycarbonate. Des lots différents peuvent présenter de subtiles teintes bleues ou jaunes. Cette variation peut entraîner des problèmes importants au niveau de la production, conduisant à des composants mal assortis et à des retards dans les projets. Une correspondance efficace des couleurs du polycarbonate exige un contrôle strict de la source du matériau.
L'importance de la cohérence des lots
Pour les projets où la couleur est essentielle, l'utilisation d'un matériau provenant d'un seul lot vérifié est indispensable pour les essais de moulage. Cela permet de s'assurer que la norme de couleur établie lors de l'essai peut être reproduite dans la production de masse.
| Facteur | Impact sur la cohérence des couleurs |
|---|---|
| Lot d'articles | Légères variations dans la teinte de la résine de base |
| Additifs | Mélange irrégulier de mélanges-maîtres |
| Contamination | Particules étrangères altérant la clarté |

En approfondissant le contrôle des couleurs du Makrolon 2407, plusieurs facteurs de traitement peuvent modifier la teinte finale. Il ne s'agit pas seulement de la matière première, mais aussi de la manière dont vous la traitez. C'est l'un des conseils les plus importants que je puisse donner en matière de PC transparent.
Influence du traitement sur la couleur
Les paramètres de moulage par injection ont une incidence directe sur la couleur finale. Surchauffer le matériau ou le laisser reposer trop longtemps dans le cylindre peut entraîner une dégradation thermique, qui se traduit souvent par une teinte jaunâtre. Il s'agit d'un problème courant qui nécessite une optimisation minutieuse du processus.
Principaux paramètres de traitement
| Paramètres | Ajustement recommandé pour le contrôle des couleurs |
|---|---|
| Température de fusion | Restez dans la fourchette recommandée pour éviter le jaunissement. |
| Temps de séjour | Réduire au minimum le temps passé dans le tonneau pour éviter la dégradation. |
| Température du moule | Une température stable garantit une brillance et une clarté constantes. |
La qualité objective de la couleur est définie par sa Chromaticité7. Lorsque vous devez vérifier une teinte spécifique, il est risqué d'attendre un échantillon provenant de l'étranger. Un partenaire local comme MTM vous permet d'obtenir rapidement un échantillon physique et de confirmer la couleur avant de vous engager dans un essai complet. Cette simple étape peut vous éviter des semaines de retard.
Pour garantir la constance de la couleur du Makrolon 2407, il faut gérer à la fois les variables liées au matériau et celles liées au traitement. Il est essentiel de s'approvisionner auprès d'un fournisseur local fiable, capable de fournir des lots cohérents à des fins de vérification. Cette étape simplifie l'obtention d'une correspondance parfaite des couleurs du polycarbonate, de l'essai à la production.
Le plan d'action complet de la chaîne d'approvisionnement pour un accès cohérent au 2407
L'obtention du Makrolon 2407 pour les essais de moulage exige une nouvelle approche. S'appuyer sur les cycles d'approvisionnement traditionnels entraîne souvent des retards et des dépassements de budget. La clé consiste à passer d'un modèle d'approvisionnement réactif à un modèle d'approvisionnement proactif qui anticipe vos besoins.
Approvisionnement traditionnel ou stabilisé
Un modèle stabilisé se concentre sur la disponibilité locale. Il élimine l'incertitude liée à l'expédition internationale et aux douanes. Cela garantit que les délais de votre projet restent intacts. Ce changement stratégique est crucial pour une chaîne d'approvisionnement stable en PC.
| Fonctionnalité | Modèle traditionnel | Modèle stabilisé |
|---|---|---|
| Délai d'exécution | 4-8 semaines | 1-3 jours |
| Logistique | Complexe, international | Simple, domestique |
| Risque lié aux coûts | Élevée (transport, tarifs) | Faible, prévisible |
| Disponibilité | Incertain | Garantie |
Ce plan de match permet à votre équipe d'obtenir le matériel exactement au moment où elle en a besoin, ce qui permet à votre projet d'avancer sans heurts.

Un approvisionnement régulier en Makrolon 2407 n'est pas une question de chance, mais de planification adéquate de la résine B2B. La méthode conventionnelle consiste à passer de grosses commandes auprès de distributeurs étrangers. Ce modèle ne fonctionne pas lorsque vous avez besoin de petites quantités urgentes pour la validation de moules en Chine.
Redéfinir le cycle de passation des marchés
Le cycle d'approvisionnement standard en Makrolon 2407 est trop long et trop rigide pour le rythme rapide du développement des outils. Vous devez faire face à de longues attentes et à une logistique complexe. Cela crée un goulot d'étranglement qui peut retarder l'ensemble du lancement de votre produit. Il s'agit d'un exemple classique de la Effet de fouet8 en action, où de petites demandes imprévisibles provoquent d'importantes perturbations de l'approvisionnement en amont.
Étapes d'un plan stable
Pour éviter cela, nous nous concentrons sur une stratégie de pré-stockage localisé. Tout d'abord, il convient de s'associer avec un fournisseur comme MTM qui détient des stocks en Chine. Deuxièmement, établir des canaux de communication clairs pour prévoir les besoins en matière d'essais. Cela permet de réduire le cycle de plusieurs semaines à quelques jours.
Un plan d'approvisionnement stable ne se limite pas à la commande de matériel. Il s'agit de mettre en place un système résistant. Ce système doit être conçu spécifiquement pour répondre aux exigences uniques de l'essai des moules. Il élimine les dépendances à l'égard de lignes d'approvisionnement internationales lentes et imprévisibles. C'est ainsi que vous obtiendrez un véritable avantage concurrentiel.
Un modèle d'approvisionnement stabilisé pour le Makrolon 2407 est essentiel. Il transforme votre chaîne d'approvisionnement d'un passif réactif en un actif proactif, éliminant les retards et garantissant que vos essais de moules en Chine se déroulent sans interruption. Cette approche garantit la disponibilité des matériaux lorsque vous en avez besoin.
Les secrets de l'harmonisation de la qualité des PC dans les ateliers d'outillage du monde entier
S'assurer que votre atelier d'outillage chinois utilise exactement la même qualité de PC que votre bureau à domicile est un défi courant. Une variation apparemment mineure peut entraîner l'échec des essais de moulage, une perte de temps et de ressources. Pour parvenir à une véritable harmonisation mondiale des PC, il faut adopter une approche stricte et normalisée de la spécification des matériaux et de l'approvisionnement.
La spécification n'est pas négociable
Votre fiche de spécification des matériaux est la seule source de vérité. Elle doit être détaillée et communiquée sans ambiguïté à votre fournisseur étranger. Pour un produit comme le Makrolon 2407, il ne suffit pas d'en indiquer le nom. Vous devez fournir la fiche technique complète.
Points de données critiques
| Paramètres | Pourquoi c'est important |
|---|---|
| Débit de matière fondue (MFR) | Dicte le comportement de traitement |
| Code couleur | Assurer la cohérence esthétique |
| Paquet d'additifs | Affecte la stabilité aux UV, la libération, etc. |
| Format du numéro de lot | Confirme l'origine et le lot des matériaux |
Cette clarté empêche les vendeurs de substituer un équivalent local "similaire" dont les performances peuvent être différentes.
Pour une véritable synchronisation du Makrolon 2407 ou de toute autre qualité, la documentation n'est qu'un début. Le véritable test consiste à vérifier le matériau sur le terrain. Un partenaire local devient essentiel pour l'alignement des essais de moulage entre les sites, en comblant le fossé entre vos spécifications et le matériau chargé dans la machine.
Mise en place d'un protocole de vérification
Vous devez disposer d'un protocole clair pour confirmer l'identité du matériel avant le début de tout essai. Il ne s'agit pas seulement de vérifier l'étiquette sur le sac. Le processus doit vérifier que les propriétés physiques correspondent à la documentation. C'est là que la science des matériaux joue un rôle clé dans le contrôle de la qualité.
La structure moléculaire, en particulier le Longueur de la chaîne polymère9, L'utilisation d'un produit de qualité supérieure a une influence directe sur des propriétés essentielles telles que la résistance aux chocs et la viscosité. Après nos tests, nous savons que même les matériaux certifiés peuvent varier légèrement d'une région à l'autre. C'est pourquoi la vérification locale est cruciale.
Liste de contrôle pour la vérification simple
| Étape | Action | Objectif |
|---|---|---|
| 1. Vérification croisée des documents | Faites correspondre les informations sur le sac avec votre TDS. | Confirme la qualité, la couleur et le lot. |
| 2. Inspection visuelle | Vérifier que les granulés ne sont pas contaminés. | Prévient les problèmes de traitement. |
| 3. Audit des partenaires locaux | Demander à un expert de vérifier physiquement. | Garantit l'intégrité des matériaux. |
Mon entreprise, MTM, s'occupe de cela en pré-stockant des grades spécifiques comme le Makrolon 2407. Nous agissons en tant que centre de matériaux sur site, en veillant à ce que la résine exacte que vous avez demandée soit livrée directement à l'atelier d'outillage, éliminant ainsi tout risque de substitution.
L'obtention d'une cohérence mondiale des qualités de PC nécessite une documentation solide et une vérification sur le terrain. La centralisation de votre approvisionnement auprès d'un partenaire local tel que MTM garantit que le matériau spécifié, tel que le Makrolon 2407, est utilisé pour chaque essai de moule à l'étranger, éliminant ainsi les incohérences et les retards coûteux.
Comment les stocks locaux évitent le fret aérien d'urgence de 2407
Le fret aérien d'urgence pour des matériaux tels que le Makrolon 2407 peut faire dérailler instantanément le budget d'un projet. Les coûts ne se limitent pas aux frais d'expédition ; ils incluent les retards douaniers et les frais administratifs, créant une cascade de problèmes qui affectent l'ensemble du calendrier de production.
Le véritable coût de l'urgence
Lorsque le calendrier d'essai d'un moule est serré, les équipes ont souvent recours à l'expédition express sans tenir compte de l'impact financier total. Cette approche réactive peut transformer un projet rentable en une perte, simplement en raison d'une mauvaise planification des matériaux pour une résine polycarbonate cruciale comme le Makrolon 2407.
Comparaison des coûts et des délais
| Facteur | Fret aérien d'urgence | Inventaire local (MTM) |
|---|---|---|
| Délai d'exécution | 7-10 jours | 1-2 jours |
| Facteur de coût | Très élevé | Coût standard des matériaux |
| Niveau de risque | Élevée (douane, perte) | Faible (prévisible) |
Je me souviens d'un client du secteur de l'électronique dont le projet était bloqué. Sa cargaison de Makrolon 2407 était bloquée à la douane et son essai de moule en Chine ne pouvait pas commencer. Face à des retards considérables, la seule option semblait être un autre envoi aérien d'urgence exorbitant en provenance d'Europe.
Il s'agit d'un scénario classique dans lequel un approvisionnement local transforme la situation. Nous avons pu leur fournir notre stock local de Makrolon pour l'essai du moule dans les 48 heures. Ce simple changement leur a permis d'éviter d'expédier à nouveau de la résine PC par avion, ce qui constitue un cas évident d'économie de fret en cas d'urgence. L'une des principales préoccupations était de s'assurer que nos matériaux étaient identiques. C'est là qu'une Traçabilité des matériaux10 devient cruciale. Nous fournissons une documentation complète pour garantir que l'origine du matériau et les spécifications correspondent aux exigences.
Chaîne d'approvisionnement proactive ou réactive
Le choix d'un fournisseur local n'est pas seulement un plan de secours, c'est une stratégie supérieure. Il permet à votre équipe de passer d'un mode réactif, où l'on lutte constamment contre les incendies, à un mode proactif où les délais sont contrôlés et prévisibles.
| Étape | Réactif (fret aérien) | Proactive (stock local) |
|---|---|---|
| 1. Le besoin se fait sentir | Passer une commande d'urgence | Contacter MTM avec les spécifications |
| 2. Logistique | Organiser le fret international | Organiser la livraison locale |
| 3. Les douanes | Attendre l'autorisation | Pas de formalités douanières |
| 4. Début du procès | Retardé | A l'heure |
Opter pour un approvisionnement local en Makrolon 2407 est une décision stratégique qui élimine les risques logistiques et garantit le calendrier de votre projet. Il n'est plus nécessaire de prendre des décisions de dernière minute et apporte de la prévisibilité à votre calendrier de fabrication en Chine, garantissant ainsi que les projets restent sur la bonne voie.
Makrolon 2407 Guide de dépannage pour les défauts de moulage
Le travail avec le polycarbonate Makrolon 2407 est généralement simple, mais des défauts de moulage peuvent apparaître. Les problèmes tels que les bulles, le gate blush ou le gauchissement sont fréquents, mais ils peuvent être résolus. Une approche systématique est cruciale pour un dépannage efficace des essais sur PC et pour obtenir une finition parfaite.
Contrôles initiaux des défauts courants
Avant de procéder à des réglages complexes, il faut toujours commencer par les bases. Une manipulation et une préparation correctes du matériau peuvent éviter de nombreuses tentatives de correction des imperfections du polycarbonate. La qualité de votre matière première est la base d'un essai de moulage réussi.
| Défaut | Cause primaire potentielle | Vérification rapide |
|---|---|---|
| Bulles / vides | Séchage inadéquat | Vérifier que la teneur en humidité est inférieure à 0,02%. |
| Fard à joues | Vitesse d'injection élevée | Vérifier la présence de marques visuelles de tension à proximité de la porte. |
| Déformation | Refroidissement inégal | Mesurer la température du moule sur les deux moitiés. |
Chez MTM, nous veillons à ce que notre stock de Makrolon 2407 soit stocké dans des conditions optimales, ce qui vous permet d'exclure tout problème de qualité dès le premier jour.
Plongée dans les correctifs
Une fois que vous avez confirmé que votre matériau est correctement préparé, vous pouvez vous concentrer sur les paramètres du processus. Chaque défaut a des causes spécifiques auxquelles il est possible de remédier en ajustant les réglages de la machine de moulage par injection. Voyons comment résoudre ces problèmes courants.
Traiter les bulles et les vides
Les bulles sont presque toujours dues à l'humidité. Le Makrolon 2407 doit être séché complètement pendant 2 à 4 heures à 120°C (248°F). Si le séchage est correct, il peut s'agir de gaz piégés. La réduction de la vitesse d'injection ou l'augmentation de la contre-pression peut aider à ventiler le moule plus efficacement.
Éliminer le fard à joues
Le Gate blush se présente sous la forme d'une marque trouble ou brumeuse à proximité de la porte d'injection. Il s'agit d'un signe classique de contrainte de cisaillement excessive. La solution consiste souvent à ralentir la vitesse d'injection au niveau de la porte d'injection ou à augmenter les températures de la matière fondue et du moule afin d'améliorer l'écoulement.
Correction du gauchissement
Le gauchissement est dû à des contraintes internes lorsque la pièce se refroidit. L'une des principales causes est Rétrécissement anisotrope11, Le matériau se rétracte alors de manière irrégulière. L'augmentation de la pression et de la durée d'emballage est utile, mais la garantie d'une température uniforme du moule est le facteur le plus critique pour la stabilité dimensionnelle.
| Enjeu | Paramètre à régler | Mesures recommandées |
|---|---|---|
| Bulles | Temps de séchage / Contre-pression | Augmenter le temps de séchage ; augmenter légèrement la contre-pression. |
| Fard à joues | Vitesse d'injection / température de fusion | Réduire la vitesse d'injection initiale ; augmenter les températures. |
| Déformation | Température du moule / Pression d'emballage | Assurer une température uniforme du moule ; augmenter l'emballage. |
Le dépannage des défauts de moulage du Makrolon 2407 implique un processus méthodique. Commencez par préparer le matériau, puis ajustez systématiquement les paramètres de la machine tels que la température, la pression et la vitesse. Une approche cohérente permet de gagner du temps et de garantir un produit final de haute qualité pour vos composants en polycarbonate.
Top 5 des industries qui font confiance au Makrolon 2407 pour les tests
Le Makrolon 2407 est un polycarbonate clé pour les essais de moulage, et non un choix aléatoire. Ses propriétés spécifiques le rendent essentiel pour les industries où la précision et la sécurité ne sont pas négociables. Il est constamment utilisé pour valider des moules complexes avant le début de la production de masse.
Médecine et soins de santé
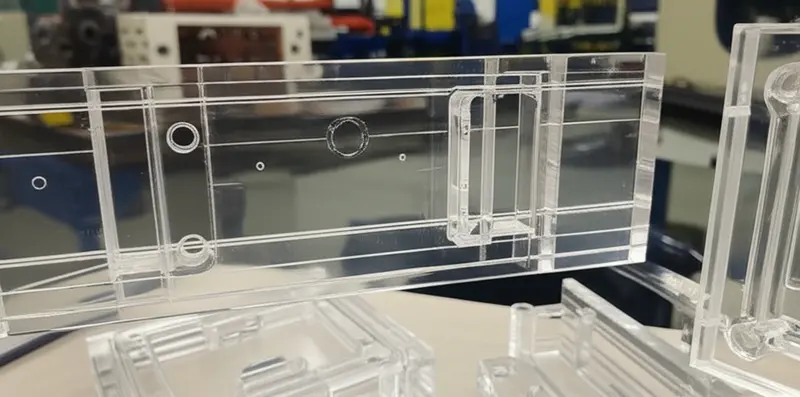
Dans le domaine du prototypage de dispositifs médicaux, la clarté et la durabilité sont essentielles. Ce matériau permet une inspection visuelle aisée de l'écoulement des fluides dans des dispositifs tels que les composants IV ou les outils chirurgicaux. Sa capacité à résister aux méthodes de stérilisation courantes est également un facteur important lors de la phase de test.
Composants automobiles
Les clients du secteur automobile utilisent le Makrolon 2407 pour les essais de composants d'éclairage tels que les lentilles et les tuyaux d'éclairage. Sa grande résistance aux chocs et sa clarté optique sont parfaites pour vérifier la conception et la fonction de ces pièces cruciales avant de s'engager dans un coûteux outillage de production.
| Focus sur l'industrie | Propriété principale du Makrolon 2407 | Exemple de demande d'essai |
|---|---|---|
| Médical | Grande clarté | Boîtiers transparents |
| Automobile | Résistance aux chocs | Prototypes de lampes frontales |
| Électronique | Résistance à la chaleur | Boîtiers de connecteurs |

La polyvalence de cette résine PC par l'industrie est remarquable. Au-delà de l'évidence, son application dans les essais de moulage révèle des exigences fonctionnelles plus profondes que les ingénieurs doivent valider. Chaque secteur tire parti d'une combinaison unique de ses propriétés équilibrées.
Électronique grand public
Pour l'électronique, le Makrolon 2407 est souvent le matériau d'essai pour les boîtiers, les connecteurs et les guides de lumière pour les LED. Ses bonnes propriétés d'isolation électrique et sa stabilité dimensionnelle sont testées pour s'assurer que les pièces s'adaptent parfaitement et fonctionnent en toute sécurité sous la contrainte thermique des composants internes.
Lentilles et équipements optiques
Les fabricants de capteurs industriels et de lunettes grand public l'utilisent pour créer des prototypes de lentilles. L'excellente transmission de la lumière et le faible voile du matériau sont évalués au cours des essais. Cela permet de confirmer les performances optiques avant de passer à des matériaux spécialisés, souvent plus coûteux, de qualité optique pour la production finale.
Aérospatiale et défense
Dans l'aérospatiale, il est utilisé pour le moulage d'essai des composants de l'habitacle et des couvercles transparents. La clé réside dans la combinaison d'un faible poids et d'une grande résistance aux chocs, ce qui est essentiel pour toute pièce destinée à être utilisée dans un avion. La nécessité d'un matériel d'essai par secteur comme celle-ci est cruciale.
La sélection des matériaux pour le moulage médical est particulièrement stricte. Lors d'essais avec des polycarbonate pour le moulage médical, nous discutons souvent Biocompatibilité12 avec les clients. Il s'agit d'une propriété fondamentale qui doit être prise en compte dès les premières étapes du prototypage de tout dispositif en contact avec le patient.
| Secteur | Objectif principal du test | Contrôle secondaire |
|---|---|---|
| Électronique | Stabilité dimensionnelle | Isolation électrique |
| Optique | Transmission de la lumière | Indice de trouble et de jaunisse |
| Aérospatiale | Rapport résistance/poids | Retardateur de flamme (pour certains grades) |
Chez MTM, nous stockons le Makrolon 2407 parce qu'il soutient ces industries critiques. Le fait qu'il soit prêt en Chine évite de longs retards à nos clients qui ont besoin de réaliser leurs essais de moules correctement et dans les délais.
Le Makrolon 2407 est un choix de confiance dans des secteurs exigeants comme le médical, l'automobile et l'électronique pour les essais de moulage. Son profil équilibré de clarté, de résistance aux chocs et de résistance thermique en fait un matériau essentiel pour valider la conception et la fonction des pièces avant la production à grande échelle.
Comment MTM réduit les délais d'approvisionnement en résine de plus de 70% pour les essais B2B
L'attente des résines est l'un des principaux goulets d'étranglement dans les essais de moulage. Lorsqu'un projet spécifie un matériau comme le Makrolon 2407, l'approvisionnement à l'étranger peut ajouter des semaines à votre calendrier. Ce délai a un impact direct sur votre capacité à tester, à répéter et à approuver votre moule.
Le défi de l'approvisionnement traditionnel
L'importation de matériaux implique une logistique complexe et des formalités douanières. Ces étapes sont imprévisibles et entraînent souvent des retards qui mettent en suspens des projets entiers. Votre moule est prêt, votre équipe attend, mais l'essai ne peut commencer sans la résine spécifiée.
L'avantage MTM en Chine
Chez MTM, nous éliminons cette attente. Nous pré-stockons des matériaux clés comme le Makrolon 2407 directement en Chine. Cela signifie que vous pouvez obtenir votre matériel d'essai en quelques jours, et non en quelques semaines. Notre modèle d'inventaire local offre une voie directe vers un échantillonnage plus rapide.
| Méthode d'approvisionnement | Délai d'exécution type | Facteur de risque |
|---|---|---|
| Expédition outre-mer | 4-6 semaines | Élevé (douanes, logistique) |
| MTM Stock local | 3-5 jours | Faible (livraison nationale) |

Notre solution d'essai de moule MTM s'articule autour d'un principe fondamental : la rapidité. L'approvisionnement rapide en résine n'est pas seulement une commodité, c'est un avantage stratégique. Il permet à votre équipe d'ingénieurs de mener des essais, d'identifier les problèmes et de valider les conceptions beaucoup plus rapidement qu'auparavant.
Dé-risquer le calendrier de votre projet
En éliminant l'incertitude liée à l'expédition internationale, vous réduisez les risques liés au calendrier de votre projet. D'après nos données sur les projets, cette approche permet d'obtenir un calendrier fiable, ce qui facilite la planification des étapes ultérieures de développement et de production par les chefs de projet. Les retards ne sont plus un élément accepté du processus.
L'impact sur l'échantillonnage
Lorsque vous avez besoin d'un grade spécifique comme le Makrolon 2407, l'utilisation d'un équivalent n'est pas toujours possible. Les propriétés critiques, telles que la résistance à l'usure du matériau, la résistance à la corrosion et la résistance à l'oxydation, doivent être prises en compte. Module de traction13, Les matériaux utilisés pour les essais, doivent correspondre exactement aux spécifications de la conception. Le fait de disposer localement du matériau exact garantit que les résultats des essais sont valables et reflètent les performances du produit final.
| Calendrier Composante | Approvisionnement traditionnel | MTM Fast Sourcing |
|---|---|---|
| Résine Ordre d'arrivée | 30+ jours | 3-5 jours |
| Début de l'essai des moules | Retardé | Dans les délais |
| Cycle d'itération du projet | Lenteur | Accéléré |
| Temps total gagné | – | Plus de 70% |
Cette réduction du délai de 2407 transforme votre flux de travail. Au lieu de perdre un mois en logistique, vous pouvez consacrer ce temps à des travaux d'ingénierie productifs, ce qui permet à votre projet d'avancer sans interruptions coûteuses.
Le modèle d'inventaire chinois de MTM modifie fondamentalement le processus d'essai des moules. En stockant localement des résines telles que le Makrolon 2407, nous réduisons les délais de plus de 70%, éliminant ainsi les retards d'expédition transfrontaliers et vous aidant à accélérer votre projet, de l'échantillonnage à l'approbation.
Obtenez un Makrolon 2407 rapide et fiable pour chaque essai de moule - MTM
Prêt à éliminer les retards et à obtenir du Makrolon 2407 authentique pour votre prochain essai de moule en Chine ? MTM pré-stocke tous les principaux grades de PC, y compris le Makrolon 2407 et ses équivalents, prêts à être enlevés immédiatement. Demandez dès maintenant des devis rapides et laissez MTM réduire vos délais, vos coûts et votre stress dès aujourd'hui !

-
Comprendre cela permet de prévoir comment le matériau s'écoulera dans le moule au cours du traitement. ↩
-
La compréhension de ce concept permet d'optimiser les paramètres de moulage par injection pour des matériaux spécifiques. ↩
-
Comprendre ce concept permet d'établir un calendrier de projet plus souple et plus réactif face aux perturbations inattendues. ↩
-
La compréhension de cette propriété permet d'expliquer pourquoi certaines étapes de prétraitement ne sont pas négociables pour certains polymères. ↩
-
Comprendre cette mesure clé pour évaluer la ténacité des matériaux et prévenir la défaillance des produits. ↩
-
Découvrez comment cette analyse thermique permet de vérifier la stabilité et les performances de traitement des polymères. ↩
-
La compréhension de ce concept aide à quantifier la couleur, ce qui permet une communication technique précise et un contrôle de la qualité dans la fabrication. ↩
-
En comprenant cet effet, vous comprendrez pourquoi vos petites commandes peuvent subir des retards importants de la part des grands fournisseurs. ↩
-
Comprendre cela permet de prévoir l'écoulement du matériau, sa résistance et ses performances globales pendant le moulage. ↩
-
Comprenez comment la traçabilité complète des matériaux garantit la qualité et la cohérence de vos projets internationaux. ↩
-
Explorer comment les propriétés directionnelles des matériaux influencent la géométrie des pièces et la stabilité dimensionnelle. ↩
-
Découvrez comment les matériaux sont rigoureusement testés pour s'assurer qu'ils sont sans danger pour le contact direct avec les tissus humains. ↩
-
Comprenez comment cette propriété clé influe sur la sélection des matériaux et prédit les performances des pièces dans le monde réel. ↩