Lo stampaggio a iniezione con il policarbonato Makrolon sembra spesso semplice, fino a quando non si verifica una confusione di gradi, difetti di lavorazione o ritardi nell'approvvigionamento dei materiali. Gli ingegneri spesso lottano per selezionare il grado giusto dall'ampio portafoglio di Covestro, per poi trovarsi di fronte a striature argentate, bolle o problemi di autenticazione durante le fasi critiche di prova.
Lo stampaggio a iniezione del Makrolon richiede un'attenta selezione dei gradi, parametri di lavorazione precisi e un approvvigionamento affidabile dei materiali per ottenere risultati costanti. Il successo dipende dalla comprensione del sistema di nomenclatura, dall'ottimizzazione dei profili di temperatura e dalla garanzia di autenticità del materiale durante l'intero processo.
Questa guida completa vi guida attraverso l'intero processo di stampaggio a iniezione del Makrolon, dalla decodifica delle nomenclature dei gradi alla risoluzione dei difetti più comuni. Condividerò le intuizioni pratiche acquisite lavorando con i team di ingegneri che hanno affrontato con successo queste sfide durante le loro prove di stampaggio in Cina.
Il portafoglio Makrolon può sembrare complesso, ma il suo sistema di denominazione è abbastanza logico una volta che se ne comprendono le basi. Comprenderlo è fondamentale per selezionare il grado di policarbonato corretto per le prove di stampaggio, evitando costosi errori. Noi di MTM aiutiamo spesso i clienti a decodificare questi nomi.
Il sistema di numerazione dei nuclei
L'identificatore primario è un numero di quattro cifre. La prima cifra spesso indica una famiglia generale o un tipo di applicazione. Ad esempio, la serie 2000 è una famiglia standard e generica, mentre altre serie possono indicare proprietà specifiche come la resistenza alla fiamma o la stabilità ai raggi UV.
Spiegazione degli indicatori di viscosità
Le ultime due cifre di molti gradi comuni sono direttamente correlate alla viscosità, misurata dal Melt Volume-Flow Rate (MVR). Un numero più basso indica una viscosità più elevata (flusso più lento), mentre un numero più alto indica una viscosità più bassa (flusso più veloce). Questo dato è fondamentale per la lavorazione.
| Grado | MVR (300°C/1,2 kg) | Applicazione comune |
|---|---|---|
| Makrolon 2405 | 19 cm³/10 min | Pareti sottili e scorrevoli |
| Makrolon 2805 | 10 cm³/10 min | Media viscosità, generale |
| Makrolon 3105 | 6,0 cm³/10 min | Alta viscosità, estrusione |

La scelta tra gradi ad alta e bassa viscosità come Makrolon 2407 e 2805 è una sfida comune per i team di progettazione. La decisione ha un impatto diretto sia sul processo di stampaggio che sulle prestazioni del pezzo finale. Non si tratta solo della capacità del materiale di riempire lo stampo.
Impatto della viscosità sullo stampaggio
Un grado a bassa viscosità (MVR più elevato) scorre più facilmente, rendendolo adatto a pezzi con geometrie complesse o pareti sottili. Tuttavia, questo può talvolta portare a una riduzione della resistenza meccanica. I gradi ad alta viscosità offrono una migliore resistenza agli urti e una maggiore durata, ma richiedono pressioni e temperature di iniezione più elevate.
Selezione del grado giusto
La portata del policarbonato fuso deve corrispondere al progetto dell'utensile e ai requisiti del pezzo. In base alla mia esperienza, l'uso di un grado con la MVR sbagliata può causare problemi come l'infiammabilità se la viscosità è troppo bassa, o scatti brevi se è troppo alta. Ecco perché è così importante avere accesso a più gradi per le prove. A Termoplastico1 Il comportamento di un materiale è prevedibile se si conoscono le sue proprietà fondamentali.
| Livello di viscosità | Gamma MVR tipica | Considerazioni sull'elaborazione | Parte Performance |
|---|---|---|---|
| Basso | >15 cm³/10 min | Pressione più bassa, cicli più rapidi | Ottimo per i dettagli più complessi |
| Medio | 8-15 cm³/10 min | Finestra di elaborazione bilanciata | Versatile, di uso generale |
| Alto | <8 cm³/10 min | Pressione e temperatura più elevate | Robustezza e resistenza superiori |
La comprensione della nomenclatura di Makrolon è fondamentale per una selezione efficiente del materiale. Prestare attenzione agli indicatori di serie e di viscosità aiuta a garantire che il grado scelto sia perfettamente in linea con le esigenze di lavorazione e le prestazioni finali dell'applicazione, risparmiando tempo durante le prove critiche dello stampo.
Usi generali e gradi speciali: Abbinare la resina all'applicazione
Scegliere la resina giusta non significa solo scegliere un tipo di materiale. Si tratta di adattare le proprietà specifiche all'applicazione. Un policarbonato generico come Makrolon 2805 è un cavallo di battaglia, ottimo per molte applicazioni interne. Ma se il vostro pezzo è destinato all'esterno o ha una geometria complessa?
PC per uso generale
I gradi per uso generale offrono una base di eccellente resistenza agli urti e chiarezza. Sono economicamente convenienti e ampiamente disponibili, il che li rende ideali per le prove iniziali di stampo in cui la forma e l'adattamento sono le principali preoccupazioni. Rappresentano uno standard affidabile per la maggior parte dei componenti interni.
La necessità di gradi di specializzazione
I gradi speciali sono progettati con additivi per migliorare le prestazioni. Ad esempio, il policarbonato stabilizzato ai raggi UV è essenziale per i prodotti per esterni, per evitare l'ingiallimento e la degradazione. I gradi a rilascio di stampo aiutano i pezzi a fuoriuscire senza problemi da stampi complessi, riducendo i tempi di ciclo e i difetti estetici.
| Tipo di grado | Caratteristiche principali | Caso d'uso comune |
|---|---|---|
| Uso generale | Prestazioni standard | Alloggiamenti per interni, tubi luminosi |
| Stabilizzato ai raggi UV | Resistenza alla luce solare | Illuminazione esterna, involucri |
| Rilascio dello stampo | Espulsione più facile | Parti complesse a parete sottile |

La scelta tra una resina standard e una speciale spesso si basa su due fattori chiave: l'esposizione ambientale e la complessità della produzione. La mancata considerazione di questi fattori può portare a guasti o ritardi nella produzione. Si tratta di un passo fondamentale in qualsiasi guida alla scelta della resina per PC.
Perché la stabilizzazione UV è importante
Un componente PC standard esposto alla luce del sole si degrada. Il materiale diventa fragile e scolorito a causa di un processo chiamato Foto-ossidazione2. Il policarbonato stabilizzato ai raggi UV contiene additivi che assorbono le radiazioni UV, proteggendo la struttura del polimero e garantendo una durata a lungo termine per le applicazioni esterne.
Il ruolo degli agenti di distacco della muffa
Per i pezzi con nervature profonde o superfici strutturate, un grado di distacco dallo stampo è prezioso. Questi lubrificanti interni riducono l'attrito tra la plastica e lo stampo in acciaio. Ciò consente un'espulsione dei pezzi più rapida e pulita, riducendo al minimo i segni di stress e migliorando l'efficienza produttiva complessiva, un vantaggio fondamentale che abbiamo riscontrato nelle prove dei clienti.
Alla MTM abbiamo a disposizione sia gradi di Makrolon per usi generici che gradi speciali. Ciò garantisce che le prove di stampaggio in Cina utilizzino il materiale preciso specificato per il prodotto finale, evitando problemi di convalida lungo la linea.
| Scenario | Grado consigliato | Motivo |
|---|---|---|
| Lente del proiettore automobilistico | PC stabilizzato ai raggi UV | Deve sopportare una costante esposizione al sole |
| Dispositivo medico con piccoli bottoni a pressione | PC per il rilascio dello stampo | Assicura un rilascio pulito delle caratteristiche più fini |
| Alloggiamento elettronico interno | Makrolon per uso generale | Nessuna esigenza ambientale o di stampaggio particolare |
La scelta del grado di resina corretto fin dall'inizio è fondamentale. Le resine generiche come il Makrolon 2805 sono eccellenti per molti usi, ma i gradi speciali con stabilizzazione UV o agenti distaccanti sono essenziali per le specifiche esigenze di prestazione e di produzione, garantendo la longevità e l'efficienza del prodotto.
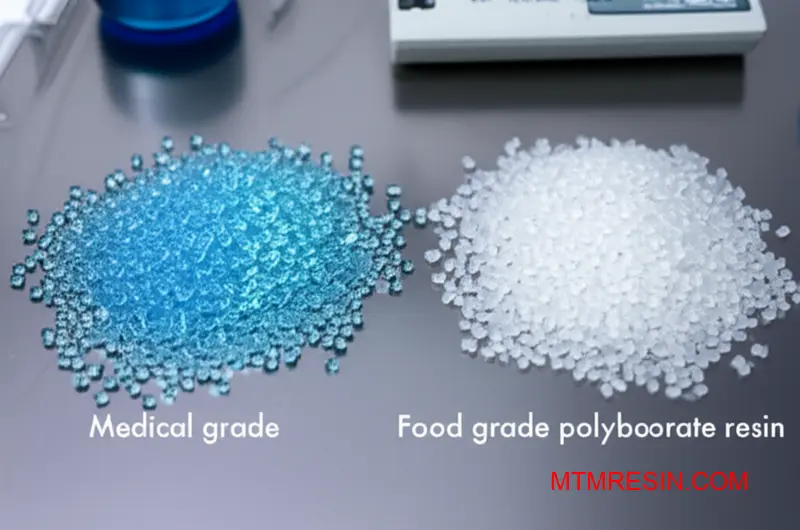
Conformità al contatto con i farmaci e gli alimenti: Selezione dei gradi Makrolon Rx e Food
La scelta del giusto grado di Makrolon è fondamentale per i prodotti regolamentati. Questa decisione va oltre le semplici proprietà meccaniche, ma ha un impatto diretto sulla sicurezza dei pazienti e sulla protezione dei consumatori. La scelta tra materiali per uso medico e alimentare non è intercambiabile e richiede un'attenta considerazione.
Principali differenze di designazione
La distinzione principale sta nella destinazione d'uso e nelle normative che soddisfano. I gradi Makrolon Rx sono destinati ai dispositivi medici, mentre i gradi alimentari sono destinati ad applicazioni come le stoviglie. Confondere i due gradi può causare grosse battute d'arresto nei progetti e fallimenti di conformità durante gli audit.
| Tipo di grado | Applicazione primaria | Focus normativo chiave |
|---|---|---|
| Makrolon Rx | Dispositivi medici | Biocompatibilità (ISO 10993) |
| Makrolon Food | Articoli a contatto con gli alimenti | Test di migrazione (FDA, UE 10/2011) |
Impatto sulle tempistiche del progetto
La scelta del materiale sbagliato spesso porta al fallimento dei test di convalida e a costose riprogettazioni. Noi di MTM disponiamo di entrambi i tipi di resina Makrolon in Cina, per garantire che le prove sugli stampi si svolgano con il materiale corretto e conforme fin dal primo giorno.
Navigazione nelle normative sui dispositivi medici
Per i dispositivi medici, lo standard di riferimento è l'ISO 10993. Questo protocollo valuta la biocompatibilità3 dei materiali, garantendo che non causino reazioni biologiche avverse quando vengono a contatto con il corpo. È un requisito fondamentale per la sicurezza del paziente.
La serie Makrolon Rx, un policarbonato biocompatibile leader del settore, è stata specificamente progettata e testata in base a questi rigorosi standard. L'utilizzo di un materiale di grado medicale Makrolon pre-certificato offre ai produttori un notevole vantaggio, semplificando il processo di convalida dei dispositivi e riducendo i rischi.
Elementi essenziali per la conformità del contatto con gli alimenti
Per le applicazioni a contatto con gli alimenti, le normative come FDA CFR 21 negli Stati Uniti e EU 10/2011 in Europa sono la preoccupazione principale. Questi standard si concentrano sulla limitazione della migrazione di sostanze dalla plastica agli alimenti, a tutela dei consumatori.
| Regolamento | Obiettivo primario | Ambito di verifica | Esempio di utilizzo del materiale |
|---|---|---|---|
| ISO 10993 | Reazione biologica | Citotossicità, sensibilizzazione | Strumenti chirurgici, somministrazione di farmaci |
| FDA / UE | Migrazione chimica | Estraibili, lisciviabili | Contenitori per alimenti, utensili |
La scelta di una resina PC conforme alla FDA è essenziale per qualsiasi prodotto destinato a toccare gli alimenti. Anche se alcuni materiali possono soddisfare i requisiti di entrambi i settori, l'utilizzo di un Makrolon specifico per alimenti è l'approccio più sicuro ed efficiente per queste applicazioni.
La scelta tra i gradi Makrolon Rx e quelli per uso alimentare dipende interamente dall'ambiente normativo di utilizzo finale. Le applicazioni mediche richiedono la biocompatibilità ai sensi della norma ISO 10993, mentre il contatto con gli alimenti richiede test di migrazione per la conformità alla FDA. Fare la scelta giusta in anticipo è fondamentale per il successo del progetto.
Soluzioni ritardanti di fiamma: Approfondimento sulla serie Makrolon FR
Quando si scelgono materiali per componenti elettronici o automobilistici, la sicurezza non è negoziabile. Le proprietà ignifughe (FR) sono fondamentali. La serie Makrolon FR di Covestro offre soluzioni affidabili, specificamente progettate per soddisfare i severi standard industriali per i PC ritardanti di fiamma. Questi materiali garantiscono la sicurezza senza compromettere le prestazioni.
Applicazioni chiave per i gradi FR di Makrolon
Il primo passo è capire quale sia il grado più adatto al vostro progetto. Applicazioni diverse richiedono livelli specifici di resistenza alla fiamma e proprietà fisiche. Spesso assistiamo i clienti nella scelta per le prove di stampaggio in Cina, assicurando loro il materiale giusto fin dall'inizio.
| Esempio di voto | Caratteristica primaria | Applicazione comune |
|---|---|---|
| Makrolon FR7087 | UL94 V-0 @ 1,5 mm | Alloggiamenti elettronici |
| Makrolon FR7067 | UL94 5VA @ 3,0 mm | Unità di alimentazione |
| Makrolon FR6005 | Flusso elevato, V-0 | Parti a parete sottile |
Questa serie fornisce una solida base per la progettazione di prodotti sicuri e durevoli.
Comprendere le classificazioni di infiammabilità
Per i materiali delle custodie elettroniche, lo standard UL94 è il punto di riferimento universale. La classificazione UL94 V-0 significa che il materiale si autoestingue entro 10 secondi dopo due applicazioni di fiamma. Si tratta di una caratteristica essenziale per prevenire gli incendi nell'elettronica di consumo e in altri dispositivi in cui la sicurezza è fondamentale.
Il compromesso: additivi FR vs. flusso di materiale
Per ottenere la classificazione UL94 V-0 nel policarbonato sono necessari additivi specifici. Tuttavia, questi additivi spesso aumentano la viscosità del materiale. Questo fa sì che la plastica fusa scorra meno facilmente durante lo stampaggio a iniezione. Questo compromesso è importante per i pezzi con geometrie complesse o pareti sottili.
Un livello maggiore di additivi FR può avere un impatto sui parametri di lavorazione chiave. La scelta del grado di Makrolon deve bilanciare il grado di sicurezza richiesto con la producibilità del componente. Alcuni ritardanti di fiamma utilizzano un Intumescente4 per creare uno strato protettivo di carbone.
Impatto sull'elaborazione
Ecco una visione semplificata della relazione tra il livello di FR e il Melt Flow Index (MFI), basata sui dati dei nostri test. Un MFI più basso indica un flusso più scarso.
| FR Livello di additivo | Valutazione tipica UL94 | IFM relativo |
|---|---|---|
| Basso | V-2 | Alto |
| Medio | V-0 @ 3,0 mm | Medio |
| Alto | V-0 @ 1,5 mm | Basso |
Alla MTM abbiamo a disposizione diversi gradi di Makrolon FR per aiutare i clienti a verificare rapidamente quale materiale offra il miglior equilibrio per il loro stampo e la loro applicazione specifica, proprio qui in Cina.
La serie Makrolon FR fornisce materiali essenziali classificati UL94 V-0 per applicazioni critiche per la sicurezza. Gli ingegneri devono bilanciare attentamente queste proprietà ignifughe con i requisiti di lavorazione, in particolare il flusso di materiale, per garantire il successo della produzione di componenti elettronici e automobilistici complessi.
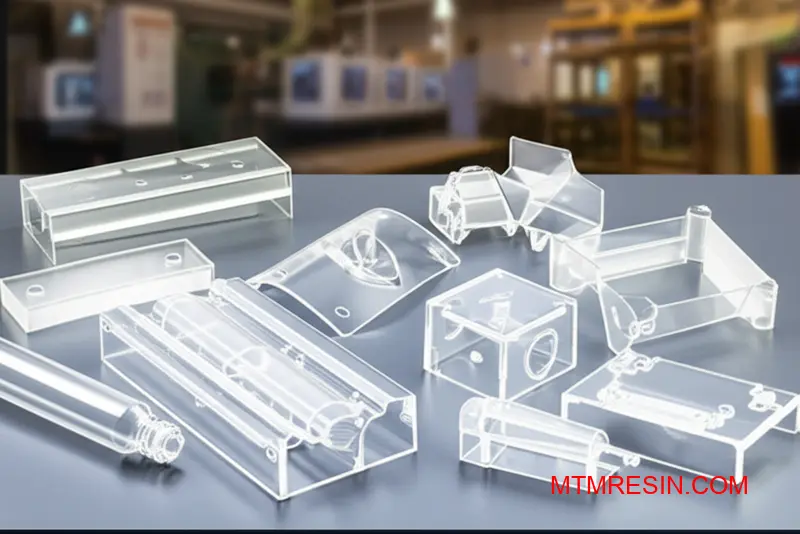
Qualità ottica e trasmissione della luce: Considerazioni sulle parti trasparenti
Il ruolo critico della chiarezza
In applicazioni come l'illuminazione automobilistica e l'elettronica di consumo, la qualità ottica non è negoziabile. La capacità del materiale di trasmettere la luce senza distorsioni ha un impatto diretto sulle prestazioni e sulla sicurezza. La scelta della resina giusta è la prima e più importante fase del processo di progettazione di qualsiasi componente trasparente.
Metriche di prestazione chiave
Ci concentriamo su due fattori principali: la percentuale di trasmissione della luce e il livello di foschia. Una percentuale di trasmissione più elevata assicura la massima luminosità, mentre un basso grado di velatura garantisce la chiarezza. Materiali come il Makrolon di grado ottico sono progettati specificamente per eccellere in queste aree, rendendoli ideali per le applicazioni più esigenti.
Confronto tra i materiali
Ecco una rapida panoramica dei materiali trasparenti più comuni che spesso discutiamo con i clienti per le prove sugli stampi.
| Materiale | Trasmissione della luce (%) | Haze (%) |
|---|---|---|
| PC (uso generale) | 85-89 | >1.0 |
| PC (grado ottico) | 89-92 | <1.0 |
| PMMA | 92-93 | <1.0 |
| COC/COP | 91-92 | <0.5 |
Come si può notare, la qualità del materiale, come il policarbonato specifico per uso ottico, fa una differenza significativa.

Considerazioni sui materiali avanzati per le lenti
Quando si lavora con i produttori di lenti per l'illuminazione e il settore automobilistico, la conversazione va oltre la chiarezza di base. Dobbiamo occuparci delle prestazioni a lungo termine in condizioni difficili. Per questi clienti, la selezione dei materiali consiste nel bilanciare la qualità ottica iniziale con la durata nel tempo del prodotto.
Soddisfare gli standard automobilistici
Le lenti per autoveicoli richiedono materiali che resistano all'ingiallimento dovuto all'esposizione ai raggi UV e alle fluttuazioni di temperatura. Il policarbonato ad alta trasmissione, in particolare gradi come Makrolon LED2245, è una scelta popolare. Offre un'eccellente stabilità termica e protezione dai raggi UV, garantendo che la lente rimanga chiara e funzionale per anni.
La sfida dell'illuminazione a LED
I moderni sistemi di illuminazione a LED sono altamente efficienti, ma possono generare calore localizzato. Il materiale deve non solo trasmettere efficacemente la luce, ma anche gestire lo stress termico senza degradarsi. Spesso MTM aiuta i propri clienti a reperire resine specifiche progettate per ridurre al minimo le emissioni di calore. Birifrangenza5 e altri difetti ottici durante lo stampaggio. La scelta della corretta resina per lenti automobilistiche fin dall'inizio evita costosi aggiustamenti dello stampo e ritardi nelle prove, garantendo il rispetto dei progetti. In questo caso, avere materiali pre-stockati in Cina diventa un grande vantaggio per le strette tempistiche di sviluppo dei nostri clienti.
La scelta del materiale trasparente giusto implica un equilibrio tra prestazioni ottiche, durata e lavorabilità. Le resine di grado ottico, come quelle specifiche di Makrolon, sono progettate per le applicazioni più complesse, garantendo un'elevata trasmissione della luce e una bassa opacità, elementi fondamentali per il successo dei prodotti per l'industria automobilistica e l'illuminazione a LED.
Ottimizzazione dei parametri di stampaggio a iniezione: Controllo della temperatura e della pressione
La giusta temperatura e pressione è fondamentale nello stampaggio a iniezione. Per un materiale come il policarbonato Makrolon, un controllo preciso previene i difetti. Se le temperature del cilindro sono troppo basse, il materiale non scorre correttamente. Se è troppo alta, può degradarsi, causando fragilità o scolorimento.
Le impostazioni corrette garantiscono la qualità dei pezzi. L'obiettivo è un processo stabile che produca componenti costanti e di alta qualità. Spesso consigliamo ai clienti di stabilire una linea di base e di regolare in modo incrementale in base allo stampo specifico e alla geometria del pezzo.
Temperatura della canna e dello stampo
Il profilo di temperatura della canna è fondamentale. Deve aumentare gradualmente dalla zona di alimentazione all'ugello per garantire una fusione uniforme. Un profilo impostato male può portare a particelle non fuse o alla degradazione del materiale, con un impatto diretto sulla resistenza e sull'aspetto del prodotto finale.
La temperatura dello stampo è altrettanto importante. Influisce sulla velocità di raffreddamento, che influisce sulla finitura superficiale, sul ritiro e sulle sollecitazioni interne. Per i materiali PC come il Makrolon, spesso è necessaria una temperatura di stampo più elevata per ottenere una buona superficie e ridurre al minimo le sollecitazioni.
| Parametro | Intervallo consigliato (°C) | Note |
|---|---|---|
| Zona posteriore della canna | 260 - 280 | Assicura la corretta alimentazione del materiale |
| Barile Zona Media | 280 - 300 | Zona di fusione primaria |
| Zona anteriore della canna | 290 - 310 | Omogeneizza la temperatura di fusione |
| Temperatura dell'ugello | 285 - 305 | Leggermente più basso per evitare di sbavare |
| Temperatura dello stampo | 80 - 120 | Temperature più elevate migliorano la finitura superficiale |

Il legame tra velocità e stress
La velocità di iniezione è direttamente correlata alle sollecitazioni interne di un pezzo stampato. Un'iniezione più veloce riempie rapidamente lo stampo, ma può creare elevate velocità di taglio nel polimero fuso. Questo processo introduce una sollecitazione significativa, che può portare a deformazioni o cricche successive.
Trovare l'equilibrio è fondamentale. In base ai nostri test con i clienti, iniziare con una velocità moderata e osservare i risultati è un approccio pratico. È necessario considerare il comportamento del materiale in diverse condizioni di flusso, un concetto fondamentale per il materiale. Reologia6. Questo aiuta a prevedere il modo in cui la pressione viene trasmessa attraverso la massa fusa.
Impostazioni della pressione di iniezione
La pressione di iniezione deve essere sufficiente a riempire completamente la cavità prima che il materiale si congeli. Tuttavia, una pressione eccessiva può causare flash o over-packing, con conseguenti problemi dimensionali. La pressione di mantenimento viene quindi applicata per compensare il ritiro del materiale durante il raffreddamento.
Questo controllo della pressione a due stadi è fondamentale per la precisione dimensionale. Per farlo bene occorre esperienza, soprattutto quando si utilizzano gradi specifici come il Makrolon. Noi di MTM forniamo i materiali esatti necessari per queste prove, eliminando le variabili e aiutando i team a concentrarsi esclusivamente sull'ottimizzazione del processo.
| Parametro di iniezione | Effetto di un'altezza eccessiva | Effetto di un livello troppo basso |
|---|---|---|
| Velocità di iniezione | Elevato stress interno, flash | Scatti brevi, segni di flusso |
| Pressione di iniezione | Flash, imballaggio eccessivo, stress parziale | Tiri corti, segni di affondamento |
| Pressione di mantenimento | Difficile da espellere, forte stress | Segni di affondamento, vuoti, deformazioni |
La padronanza delle temperature del cilindro e dello stampo, insieme alla pressione e alla velocità di iniezione, è essenziale per uno stampaggio di alta qualità. L'utilizzo dei parametri corretti per materiali come il Makrolon previene i difetti più comuni, riduce le sollecitazioni interne e garantisce un'integrità costante dei pezzi per qualsiasi progetto.
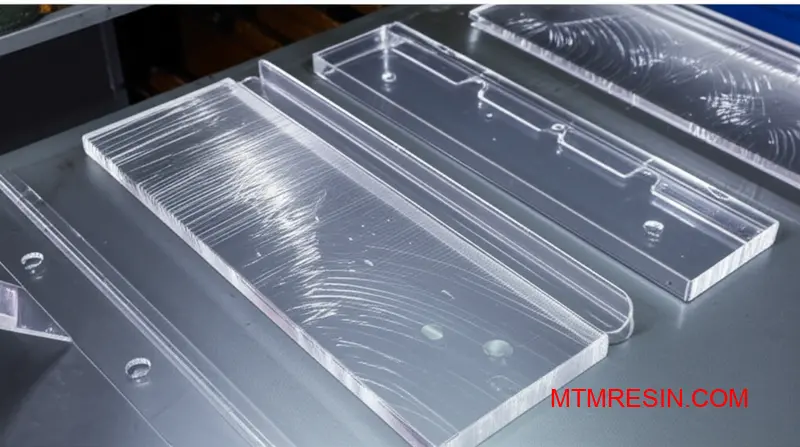
Attenuare i difetti più comuni: Risolvere le striature d'argento, le bolle e lo splay
Difetti visivi come striature argentate, bolle e storture possono bloccare un progetto. Quando si lavora con materiali come il Makrolon, questi problemi spesso indicano alcuni problemi di lavorazione fondamentali. La comprensione delle cause principali è il primo passo verso una soluzione.
Identificazione dell'origine del difetto
Questi difetti possono sembrare simili, ma derivano da problemi diversi. Le striature argentate e le storture sono spesso causate dall'umidità, mentre le bolle possono indicare gas intrappolati o degrado del materiale. La corretta identificazione del problema consente di risparmiare tempo prezioso sul piano di stampaggio.
Cause comuni in sintesi
Un approccio sistematico aiuta a isolare la variabile che causa il difetto. Prima di apportare modifiche importanti, è fondamentale confermare gli elementi di base, come la movimentazione dei materiali e le impostazioni delle macchine.
| Difetto | Sospetto primario | Sospetto secondario |
|---|---|---|
| Strisce d'argento | Umidità nel materiale | Aria intrappolata |
| Bolle di sapone | Degradazione termica | Scarsa ventilazione |
| Segni di strombatura | Asciugatura insufficiente | Eccessivo calore di taglio |
Un rapido controllo
Può essere utile eseguire un rapido "colpo d'aria" spurgando il materiale all'aperto. Se il materiale spurgato presenta bolle o striature, il problema è probabilmente legato al materiale o alle condizioni del cilindro, non allo stampo stesso.
Approfondimento sulla risoluzione dei problemi
Per ingegneri e tecnici, un percorso diagnostico chiaro è essenziale. Analizziamo le soluzioni per i difetti di stampaggio del policarbonato, collegandoli a problemi di umidità, calore o sfiato specifici di materiali come il Makrolon.
Difetti indotti dall'umidità
Il policarbonato è Igroscopico7, Ciò significa che assorbe facilmente l'umidità dell'aria. Se non viene asciugato correttamente, l'umidità si trasforma in vapore nel cilindro, causando striature argentate e segni di strombatura sulla superficie del pezzo. Questa è la causa più comune di tali difetti visivi.
Problemi legati al calore
Un calore eccessivo o un tempo di permanenza prolungato possono degradare il Makrolon, rilasciando gas che formano bolle all'interno del pezzo. Si tratta di un fenomeno diverso dai vuoti dovuti all'umidità. Abbiamo visto che questo accade quando le temperature del cilindro sono troppo alte o i tempi di ciclo sono inutilmente lunghi.
Sfiato e aria intrappolata
Se il materiale è stato asciugato correttamente e la temperatura è corretta, il problema potrebbe essere meccanico. Uno sfiato inadeguato dello stampo intrappola l'aria nella cavità. Quest'aria compressa può causare difetti che simulano problemi di umidità o provocare bruciature alla fine del percorso di riempimento.
| Sintomo | Causa probabile | Azione raccomandata |
|---|---|---|
| Strisce che si irradiano dal cancello | Umidità | Verificare la temperatura e l'ora dell'essiccatore. |
| Bolle all'interno della sezione più spessa | Degradazione dei materiali | Abbassare la temperatura della botte o ridurre il tempo di permanenza. |
| Segni di strombatura alla fine del riempimento | Aria intrappolata / Scarsa ventilazione | Controllare che le bocchette della muffa non siano ostruite o di dimensioni ridotte. |
La soluzione di questi comuni difetti di stampaggio del policarbonato richiede un processo metodico. Affrontando i temi del controllo dell'umidità, della gestione termica e dell'adeguata ventilazione dello stampo, è possibile eliminare la maggior parte dei segni di strombatura e delle striature argentate nei pezzi Makrolon, assicurando risultati di alta qualità e mantenendo i progetti nei tempi previsti.
Autenticità e tracciabilità: Garantire l'autenticità del Makrolon nelle sperimentazioni globali
Nelle prove di stampaggio globali, il rischio di utilizzare "equivalenti locali" non approvati è una preoccupazione significativa. Un fornitore potrebbe offrire un policarbonato generico, sostenendo che è uguale al Makrolon. Questa scorciatoia introduce variabili imprevedibili che possono compromettere l'integrità dell'intero progetto.
Il problema dei materiali non verificati
L'uso di un materiale non specificato può portare a test falliti e a dati imprecisi. Le proprietà fisiche potrebbero non corrispondere, causando problemi di prestazioni, stabilità dimensionale o aspetto del pezzo. Ciò compromette lo scopo della prova, che è quello di convalidare lo stampo con il materiale di produzione finale.
Makrolon originale vs. PC generico
È fondamentale capire la differenza. Il Makrolon autentico di Covestro ha caratteristiche prestazionali specifiche che i materiali generici spesso non riescono a replicare.
| Caratteristica | Makrolon originale | Policarbonato generico |
|---|---|---|
| Coerenza | Affidabilità da lotto a lotto | Varia a seconda del fornitore |
| Prestazioni | Soddisfa le specifiche esatte | Spesso si discosta |
| Tracciabilità | Completamente documentato | Limitata o nulla |

Il ruolo del certificato di analisi (COA)
Il documento più importante per la verifica dei materiali è il Certificato di Analisi (COA). È la prova definitiva dell'identità, del numero di lotto e della conformità alle specifiche di una resina. Noi di MTM insistiamo sempre nel fornire una verifica completa del COA della resina per ogni lotto.
Come verificare la resina
Un COA è più di un semplice pezzo di carta. È una garanzia. Contiene dati critici come la portata di fusione, la densità e altre proprietà. Questi dati confermano che state lavorando con l'autentica resina Covestro e non con un sostituto economico. Spesso utilizziamo metodi avanzati per ricontrollare queste proprietà per i nostri clienti.
Informazioni critiche su un COA
- Nome del produttore: Dovrebbe essere chiaramente indicato Covestro.
- Grado del prodotto: Deve corrispondere al grado di Makrolon specificato.
- Numero di lotto: Essenziale per la completa tracciabilità dei materiali.
- Risultati del test: Le principali proprietà fisiche devono rientrare nell'intervallo specificato.
Questo livello di verifica è una pratica standard per noi. Analisi avanzate come Spettroscopia8 può persino essere utilizzato per confermare l'impronta chimica unica di un polimero, senza lasciare spazio a dubbi sulla sua autenticità.
Garantire l'autenticità del materiale è fondamentale per il successo delle prove globali. Richiedete sempre un certificato di analisi per verificare che stiate utilizzando Makrolon autentico. Questo semplice passo protegge il vostro progetto da costosi ritardi e fallimenti causati da materiali contraffatti o non corretti.
Materiali equivalenti vs. marca specificata: Quando sostituirli
La scelta tra un marchio specifico e un materiale equivalente è una scelta critica nella sperimentazione degli stampi. Quando un progetto specifica un policarbonato di qualità superiore come il Makrolon, l'approvvigionamento in Cina può causare ritardi. Per le prove iniziali T1, l'obiettivo è spesso quello di verificare la geometria dello stampo e la funzionalità di base.
Un equivalente è accettabile per il T1?
Per le prime fasi di sperimentazione, spesso è sufficiente un equivalente locale di alta qualità con una scheda tecnica comparabile. Questo approccio consente di verificare l'adattamento, la forma e l'azione meccanica senza dover attendere costose spedizioni internazionali. Accelera notevolmente il ciclo di feedback iniziale.
Fattori decisionali chiave
La decisione dipende dall'obiettivo della prova. Un semplice confronto può guidare la scelta.
| Fase di prova | Obiettivo primario | Materiale consigliato |
|---|---|---|
| T1 (primo colpo) | Verificare il funzionamento dello stampo, le dimensioni | PC equivalente |
| T2 (perfezionamento) | Ottimizzare i parametri di elaborazione | Marca equivalente o specificata |
| Convalida finale | Certificare le prestazioni del prodotto | Marca specificata (Makrolon) |

Sebbene le schede tecniche forniscano un punto di partenza, non sono in grado di fornire un quadro completo. I rischi di sostituzione dei materiali spesso risiedono in differenze sottili che non sono immediatamente evidenti. Queste possono includere variazioni negli additivi di lavorazione, nella consistenza da lotto a lotto e nelle prestazioni a lungo termine sotto stress.
Oltre la scheda tecnica
Un marchio specifico come Makrolon garantisce una struttura molecolare e proprietà coerenti. Il policarbonato è un Amorfo9 polimero, il che significa che le sue prestazioni sono legate alla sua struttura interna. Un equivalente potrebbe corrispondere sulla carta, ma comportarsi in modo diverso alle pressioni e alle temperature di stampaggio reali.
Un quadro di riferimento per la convalida
Noi di MTM guidiamo i clienti attraverso un processo pratico di validazione degli equivalenti Makrolon. Ciò comporta un confronto diretto che si concentra sugli attributi critici per la qualità.
Punti di confronto critici
Al momento della sostituzione, analizziamo le potenziali deviazioni che potrebbero avere un impatto sul prodotto finale. Anche piccole differenze nel comportamento del materiale possono influenzare il risultato della prova stampo e della successiva convalida.
| Attributo | Makrolon specificato | Rischio potenziale equivalente |
|---|---|---|
| Restringimento | Coerente e prevedibile | Maggiore variabilità, che influisce sulle tolleranze |
| Flusso di fusione | Stabile tra i lotti | Può variare, richiedendo aggiustamenti del processo |
| Chiarezza ottica | Alto e uniforme | Può presentare lievi foschie o variazioni di colore |
L'uso di materiali equivalenti per le prove iniziali T1 accelera la convalida dello stampo riducendo i tempi di attesa. Tuttavia, per le prestazioni finali e l'approvazione delle normative, l'uso del marchio specificato, come Makrolon, non è negoziabile. La chiave è sapere quando ogni approccio è appropriato per la tempistica del progetto.
Operazioni secondarie: Verniciatura, incollaggio e saldatura di parti in Makrolon
Dopo lo stampaggio, i vostri pezzi Makrolon hanno spesso bisogno di ritocchi. Operazioni secondarie come la verniciatura, l'incollaggio e la saldatura sono fondamentali sia per l'estetica che per la funzionalità. Tuttavia, non tutti i metodi sono adatti per ogni tipo di policarbonato Makrolon. È essenziale pianificare queste fasi fin dalla fase di progettazione.
Selezione del processo iniziale
La scelta del giusto processo secondario dipende interamente dai requisiti dell'applicazione. Ad esempio, la verniciatura migliora l'aspetto e la resistenza ai raggi UV, mentre la saldatura garantisce giunti strutturali robusti. È necessario considerare le sollecitazioni specifiche che il pezzo finale dovrà sopportare. Trascurare questo aspetto può portare al fallimento del pezzo.
| Operazione | Obiettivo primario | Sfida chiave |
|---|---|---|
| Pittura | Estetica, protezione UV | Adesione, compatibilità con i solventi |
| Legame | Montaggio, sigillatura | Selezione dell'adesivo, preparazione della superficie |
| Saldatura | Giunti strutturali | Grado del materiale, design del giunto |
Abbinare il grado al processo
I diversi tipi di Makrolon rispondono in modo diverso. Ad esempio, un grado progettato per i dispositivi medici potrebbe non accettare alcune vernici a causa della chimica della superficie. Ecco perché la selezione dei materiali è così importante. Alla MTM aiutiamo i clienti a trovare il grado esatto necessario per l'intero processo, non solo per lo stampaggio.
Saldatura a ultrasuoni Makrolon
La saldatura a ultrasuoni è un metodo popolare per unire i componenti Makrolon. Utilizza vibrazioni ad alta frequenza per creare una saldatura allo stato solido. Tuttavia, il successo di questo processo dipende in larga misura dal design del giunto, dal tipo di Makrolon utilizzato e dalle impostazioni dell'apparecchiatura.
Impatto dei filler
I gradi di Makrolon caricati con vetro o minerali possono essere difficili da saldare a ultrasuoni. I riempitivi possono interferire con il flusso del polimero all'interfaccia del giunto, determinando un legame più debole. In questi casi, la regolazione del tempo e della pressione di saldatura è fondamentale per ottenere risultati ottimali.
Rischi dell'incollaggio con solventi
L'incollaggio con solventi è un'altra tecnica comune, ma comporta rischi significativi se non viene eseguita correttamente. Alcuni solventi possono indurre cricche da stress ambientale, compromettendo l'integrità a lungo termine del pezzo. Il materiale Viscoelasticità10 influisce sul modo in cui risponde alle sollecitazioni chimiche e meccaniche combinate.
Ecco un rapido confronto dei metodi di giunzione più comuni per i componenti dei PC.
| Metodo | La forza | Velocità | Vincolo del materiale |
|---|---|---|---|
| Saldatura a ultrasuoni | Alto | Veloce | Ideale per i gradi non riempiti |
| Incollaggio con solvente | Moderato | Moderato | Alto rischio di cricche da stress |
| Adesivi (epossidici/cianoacrilici) | Variabile | Lento | Richiede la preparazione della superficie |
In definitiva, la scelta del giusto metodo di giunzione richiede una profonda conoscenza del grado specifico di Makrolon. L'approvvigionamento del materiale corretto per la prova dello stampo garantisce che i test successivi allo stampaggio riflettano accuratamente le prestazioni della produzione finale, evitando costose sorprese lungo la linea.
La scelta del grado Makrolon corretto è fondamentale per il successo delle operazioni secondarie. Un'adeguata pianificazione della verniciatura, dell'incollaggio o della saldatura a ultrasuoni previene costosi guasti e garantisce l'integrità del pezzo. Questi dettagli sono importanti fin dalle prime fasi di progettazione del prodotto e di selezione del materiale.
Sbloccare la velocità di prova di Makrolon con le soluzioni MTM
Siete alla ricerca di gradi Makrolon per la vostra prossima prova di stampaggio a iniezione in Cina? Semplificate il vostro progetto: richiedete un preventivo a MTM e ottenete l'accesso immediato a materiali Makrolon autentici e pre-stockati. Saltate le spedizioni all'estero e i ritardi. Contattateci oggi stesso per garantire coerenza, conformità e rapido successo della prova!

-
Comprendere il comportamento di questo tipo di polimero sotto il calore, fondamentale per l'ottimizzazione del processo di stampaggio a iniezione. ↩
-
Capire come questo processo chimico influisca sulla durata a lungo termine e sull'estetica del prodotto. ↩
-
Comprendere questo aspetto è fondamentale per sviluppare dispositivi medici sicuri che interagiscono con i sistemi biologici. ↩
-
La comprensione di questo meccanismo di formazione del carbone aiuta a selezionare sistemi ritardanti di fiamma avanzati per applicazioni ad alta temperatura. ↩
-
La comprensione di questa proprietà aiuta gli ingegneri a ridurre al minimo la distorsione ottica nelle lenti stampate e nei componenti trasparenti. ↩
-
La comprensione di questo concetto aiuta a prevedere il flusso di materiale e a ottimizzare lo stampaggio di pezzi complessi. ↩
-
La comprensione di questa proprietà del materiale è fondamentale per prevenire i difetti legati all'umidità in molti tecnopolimeri. ↩
-
Scoprite come questa tecnica analitica conferma la composizione del polimero, garantendo l'autenticità del materiale. ↩
-
La comprensione di questa struttura aiuta a prevedere i comportamenti del materiale, come la trasparenza e il ritiro durante il processo di stampaggio. ↩
-
La comprensione di questa proprietà aiuta a prevedere come il Makrolon risponderà al calore e alla pressione di saldatura. ↩