Trovare l'autentico Duracon POM in Cina può sembrare come cercare un ago in un pagliaio. Avete trascorso settimane a coordinarvi con i fornitori, per poi ricevere certificati discutibili e specifiche contrastanti che hanno messo a rischio l'intera tempistica di sperimentazione dello stampo.
Duracon POM è una serie di resine acetaliche copolimeriche prodotte da Polyplastics, che offre una resistenza chimica e una stabilità dimensionale superiori rispetto alle alternative omopolimeriche. I gradi principali includono M90 standard, M25 ad alto flusso e varianti rinforzate come GH-25, ciascuna progettata per applicazioni di stampaggio e geometrie specifiche.

Ho lavorato con team di ingegneri di diversi settori che si trovano ad affrontare la stessa sfida quando devono scegliere il giusto grado Duracon per le loro prove in Cina. Le differenze tecniche tra i vari gradi possono determinare le prestazioni dei vostri pezzi, e il materiale autentico è solo l'inizio. Lasciate che vi illustri i fattori critici che vi aiuteranno a fare la scelta giusta per la vostra applicazione specifica.
Decodificare la serie Duracon: Selezione del grado principale
La scelta del giusto grado Duracon POM può sembrare complicata. La nomenclatura, tuttavia, è semplice una volta compresa la serie principale. Ciascun grado è stato creato su misura per specifiche esigenze di prestazioni, dalle applicazioni standard alle geometrie complesse che richiedono proprietà uniche del materiale. È un primo passo fondamentale.
Comprendere i gradi fondamentali
Le qualità più comuni che si incontrano sono M90 e M25. Essi costituiscono la base della serie Duracon. M90 è la qualità standard per uso generale, che offre un profilo equilibrato. M25, invece, è una variante ad alto flusso progettata per i pezzi più complessi.
Confronto rapido dei voti
| Grado | Caratteristica primaria | Caso d'uso comune |
|---|---|---|
| M90-44 | Flusso standard/bilanciato | Parti meccaniche generali |
| M25-44 | Flusso elevato | Componenti a parete sottile |
La scelta tra queste qualità dipende spesso dalla progettazione del pezzo. Noi di MTM disponiamo di queste qualità principali per garantire che le prove di stampaggio in Cina possano procedere senza ritardi.
La scelta tra Duracon M90 e M25 è un classico compromesso tra resistenza meccanica e lavorabilità. Sebbene l'M90 offra prestazioni eccellenti a tutto tondo, la sua viscosità standard può essere problematica per gli stampi con lunghi percorsi di flusso o sezioni di parete molto sottili. È qui che l'M25 diventa essenziale.
Prestazioni vs. Processabilità
Il maggiore flusso di fusione di Duracon M25 consente alla resina di riempire più facilmente cavità complesse, riducendo il rischio di tiri corti o pressioni di iniezione elevate. Tuttavia, questo miglioramento del flusso ha un leggero costo per le proprietà meccaniche, come la resistenza alla trazione e la rigidità, se confrontato direttamente con l'M90.
Oltre le basi: gradi ad alta rigidità
Per le applicazioni che richiedono una rigidità superiore, come i componenti strutturali, è opportuno prendere in considerazione i gradi ad alta rigidità. Si tratta spesso di varianti caricate con vetro o minerali. Offrono un modulo significativamente più elevato, ma richiedono parametri di lavorazione diversi. Il materiale Cristallinità1 gioca un ruolo fondamentale nell'ottenere queste proprietà migliorate.
| Tipo di grado | Vantaggi principali | Geometria di applicazione ideale |
|---|---|---|
| Standard (M90) | Proprietà equilibrate | Ingranaggi, boccole, clip |
| Alto flusso (M25) | Eccellente riempimento dello stampo | Alloggiamenti, connettori, griglie |
| Alta rigidità | Rigidità massima | Staffe, telai di supporto |
È fondamentale comprendere i requisiti funzionali del pezzo. Si tratta di un semplice ingranaggio o di un complesso alloggiamento a parete sottile? Rispondere a questa domanda semplifica notevolmente il processo di selezione del grado Duracon.
La scelta del grado Duracon corretto richiede un bilanciamento tra geometria del pezzo, requisiti meccanici e facilità di lavorazione. L'M90 standard offre proprietà bilanciate, mentre l'M25 ad alto flusso si adatta a pezzi complessi e i gradi rigidi forniscono rigidità per applicazioni strutturali. La scelta corretta semplifica la produzione e garantisce le prestazioni.
Analisi delle proprietà meccaniche e della tribologia di Duracon
Duracon, leader nel settore del poliossimetilene (POM), è un materiale fondamentale per i componenti tecnici ad alte prestazioni. Il suo eccellente equilibrio tra rigidità, resistenza alla fatica e stabilità dimensionale lo rende un candidato privilegiato per i componenti di precisione. Noi di MTM forniamo spesso vari gradi di Duracon per prove di stampi complessi.
I principali punti di forza meccanici
Questo materiale eccelle nelle applicazioni che richiedono prestazioni costanti sotto stress meccanico. Il suo basso assorbimento di umidità garantisce che i componenti mantengano la forma e la resistenza previste. Questo è un fattore critico per molti progetti dei clienti in cui le condizioni ambientali possono variare.
Panoramica della proprietà principale
Abbiamo verificato che le sue proprietà forniscono una base affidabile per i progettisti. Il comportamento del materiale è prevedibile in una gamma di temperature operative.
| Proprietà | Valore tipico | Significato per la progettazione |
|---|---|---|
| Resistenza alla trazione | 60-70 MPa | Elevata capacità di carico |
| Modulo di flessione | 2600 - 2900 MPa | Resiste alla flessione e alla deformazione |
| Assorbimento di acqua (24 ore) | < 0,22% | Assicura la stabilità dimensionale |

Prestazioni tribologiche in ingranaggi e parti mobili
Quando si progettano ingranaggi, cuscinetti o cursori, l'attrito e l'usura sono le principali preoccupazioni. Le proprietà meccaniche dell'acetale rendono Duracon una plastica autolubrificante. Questa lubrificazione intrinseca determina un coefficiente di attrito Duracon molto basso, soprattutto nei confronti di metalli e altre materie plastiche, riducendo la necessità di lubrificanti esterni.
L'eccellente resistenza all'usura del POM prolunga la durata dei componenti. In molte applicazioni di cui sono stato consulente, la sostituzione delle parti metalliche con Duracon non solo riduce il peso, ma minimizza anche la manutenzione del sistema. Resiste a movimenti ripetitivi senza un significativo degrado del materiale.
Riduzione del rumore e funzionamento regolare
Un vantaggio fondamentale rispetto ai metalli è la riduzione del rumore. Il contatto metallo-metallo spesso genera rumori e vibrazioni operative significative. La composizione di Duracon smorza questi effetti, garantendo un funzionamento più silenzioso e fluido della macchina. Ciò contribuisce a evitare problemi come Fenomeno stick-slip2, assicurando un movimento coerente.
Duracon vs. Acciaio a confronto
La scelta tra Duracon e metallo dipende spesso dalle esigenze specifiche dell'applicazione. In base ai nostri test, il confronto è abbastanza chiaro per gli scenari di carico medio-basso.
| Caratteristica | Duracon (POM) | Acciaio al carbonio |
|---|---|---|
| Densità | Basso | Alto |
| Attrito | Naturalmente basso | Alto senza lubrificante |
| Livello di rumore | Smorza il suono | Trasmette il suono |
| Resistenza alla corrosione | Eccellente | Scarso (richiede un rivestimento) |
Duracon offre un'interessante combinazione di resistenza meccanica e proprietà tribologiche superiori. La sua natura autolubrificante, la resistenza all'usura e le capacità di smorzamento del rumore offrono un netto vantaggio rispetto ai metalli per gli ingranaggi e le altre parti in movimento, migliorando l'efficienza e la longevità dei componenti in molte applicazioni ingegneristiche.
Alto flusso vs. standard: Quando specificare Duracon M25 o M90
La scelta tra l'acetale Duracon M25 e M90 è una decisione frequente per gli ingegneri. La differenza principale risiede nella loro portata di fusione. Duracon M25 è un grado ad alta fluidità, perfetto per componenti complessi e a parete sottile. La sua minore viscosità consente di riempire facilmente le cavità intricate dello stampo.
Duracon M90, invece, è la qualità standard a basso flusso. Offre un'eccellente resistenza meccanica ed è più adatto a parti strutturali più spesse, dove la stabilità dimensionale è fondamentale. La comprensione di questa distinzione è il primo passo nella scelta del materiale.
Le principali differenze in sintesi
| Caratteristica | Duracon M25 (ad alto flusso) | Duracon M90 (standard) |
|---|---|---|
| Portata di fusione (MFR) | Alto | Standard |
| Applicazione primaria | Parti complesse a parete sottile | Parti strutturali spesse |
| Pressione di iniezione | Più basso | Più alto |
| Tempo di ciclo | Potenzialmente più veloce | Standard |

Un'immersione più profonda nell'elaborazione e nelle prestazioni
Sebbene la portata di fusione (MFR) sia il principale elemento di differenziazione, le implicazioni sono più profonde. Il flusso elevato di Duracon M25 può portare a tempi di ciclo più brevi, un vantaggio significativo nella produzione di grandi volumi. Questo perché lo stampo si riempie più velocemente con una minore pressione di iniezione.
Tuttavia, questa proprietà richiede un controllo preciso del processo. I materiali ad alto flusso sono più suscettibili all'erosione se lo stampo e il processo non sono ottimizzati. Lo studio di Reologia3 ci aiuta a comprendere queste caratteristiche di flusso. L'M90, con la sua viscosità più elevata, offre una finestra di lavorazione più ampia ed è più indulgente, il che lo rende una scelta robusta.
Considerazioni meccaniche e di progetto
Una domanda frequente che mi viene rivolta è se l'alta portata compromette la resistenza. Per Duracon M25, può esserci un leggero compromesso nella resistenza agli urti rispetto a M90. È un fattore da considerare per le parti soggette a forti sollecitazioni o impatti.
MTM dispone di entrambi i tipi di Duracon in Cina. Ciò consente ai nostri clienti di effettuare rapidamente prove di stampo con entrambi i materiali. Possono convalidare la loro scelta senza aspettare le spedizioni all'estero, assicurando che il pezzo finale soddisfi i requisiti di lavorazione e di prestazione.
| Scambio di proprietà | Duracon M25 (ad alto flusso) | Duracon M90 (standard) |
|---|---|---|
| Finestra di elaborazione | Più stretto | Più ampio |
| Forza d'urto | Buono | Eccellente |
| Idoneità per il reindustriale | Buono | Eccellente |
La scelta tra Duracon M25 e M90 dipende dalla geometria del pezzo e dalle esigenze di prestazione. L'M25 eccelle per la velocità e i progetti complessi, mentre l'M90 offre robustezza per le applicazioni strutturali. Valutare in anticipo questi compromessi è fondamentale per il successo del progetto.
Duracon rinforzato: Opzioni in fibra di vetro e minerale
Quando il POM standard non è sufficiente, entrano in gioco i gradi Duracon rinforzati. L'aggiunta di fibre di vetro o minerali modifica drasticamente le proprietà del materiale, aumentandone la rigidità e la resistenza per le applicazioni più impegnative. Questo è fondamentale per i pezzi che devono sopportare carichi elevati senza deformarsi.
Perché rinforzare il Duracon standard?
Il Duracon standard è noto per il suo basso attrito e la buona resistenza chimica. Tuttavia, per i componenti strutturali, la sua rigidità può essere un fattore limitante. Il rinforzo risolve direttamente questo problema, creando un materiale più robusto adatto a progetti di sostituzione del metallo.
Tipi di rinforzo principali
Le due cariche più comuni sono la fibra di vetro e i minerali. Ognuno di essi offre un diverso equilibrio di proprietà. Ecco un rapido confronto basato sui risultati del nostro laboratorio.
| Proprietà | POM standard | POM riempito di vetro | POM con riempimento minerale |
|---|---|---|---|
| Rigidità | Moderato | Molto alto | Alto |
| Curvatura | Basso | Alto | Moderato |
| Finitura superficiale | Eccellente | Fiera | Buono |
| Costo | Linea di base | Più alto | Moderato |

Quando i clienti chiedono POM rinforzato, spesso citano gradi specifici come Duracon GH-25. La denominazione stessa racconta una storia: "G" sta per fibra di vetro e "25" per la percentuale di riempimento 25%. Questo grado offre un notevole aumento della rigidità strutturale rispetto al POM non caricato.
Tuttavia, c'è un compromesso critico da considerare: la deformazione. L'orientamento delle fibre di vetro durante lo stampaggio crea un restringimento non uniforme. Questo Anisotropia4 è una causa primaria di distorsione dei pezzi, soprattutto nei progetti piatti e a parete sottile. Per gestire questo effetto, sono essenziali la corretta posizione della porta e la progettazione dello stampo.
Fibra di vetro contro riempitivi minerali
Mentre le fibre di vetro garantiscono la massima rigidità, le cariche minerali offrono un compromesso. Migliorano la rigidità e la stabilità dimensionale, ma con una minore tendenza alla deformazione. La scelta dipende interamente dai requisiti meccanici ed estetici specifici dell'applicazione.
| Tipo di riempimento | Beneficio primario | Sfida principale | Il migliore per |
|---|---|---|---|
| Fibra di vetro (ad es., GH-25) | Massima rigidità e resistenza | Alto potenziale di deformazione | Telai strutturali, leve |
| Riempito di minerali | Buona rigidità, bassa deformazione | Forza d'urto inferiore | Alloggiamenti, pannelli piatti |
Noi di MTM forniamo spesso entrambi i tipi per le prove di stampo, consentendo agli ingegneri di vedere in prima persona come si comporta ciascun Duracon rinforzato. Questo confronto diretto è prezioso per fare la scelta giusta del materiale.
I gradi Duracon rinforzati come il GH-25 offrono una maggiore rigidità per le parti strutturali. Tuttavia, queste prestazioni comportano sfide di progettazione e lavorazione, in particolare la gestione della deformazione dovuta all'orientamento delle fibre. La scelta del giusto riempitivo è fondamentale per bilanciare rigidità e stabilità dimensionale.
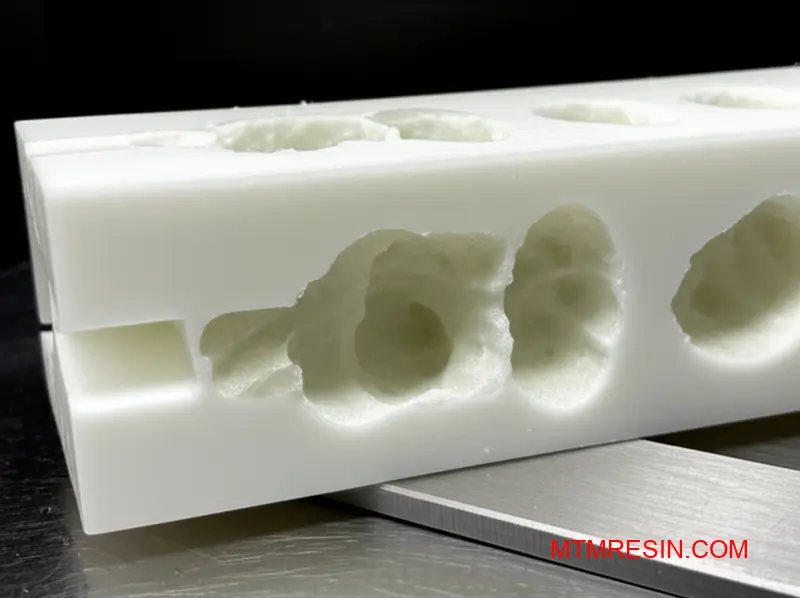
Risoluzione dei problemi di vuoti e bolle di vuoto nelle sezioni spesse
I vuoti nei pezzi a parete spessa, soprattutto quando si utilizza POM come Duracon, sono una sfida frequente. Il primo passo è distinguere tra trappole di gas e vuoti di vuoto. Le trappole di gas hanno superfici lisce e lucide, mentre i vuoti a vuoto sono irregolari e ruvidi, causati dal ritiro del materiale.
Identificazione del tipo di difetto
La comprensione delle indicazioni visive è fondamentale. Le trappole di gas si verificano quando l'aria o i volatili sono intrappolati, mentre i vuoti si formano quando il materiale si raffredda e si ritira dal centro. Questa distinzione determina l'approccio alla risoluzione dei problemi da adottare per ottenere un risultato positivo.
Confronto visivo: Vuoti e trappole per gas
| Caratteristica | Vuoto di vuoto | Trappola per gas (bolla) |
|---|---|---|
| Aspetto | Superficie irregolare e ruvida | Superficie liscia, sferica e lucida |
| Posizione | Nucleo di sezioni spesse | Quasi a fine riempimento, linee di saldatura |
| Causa | Restringimento del materiale | Aria o gas intrappolati |
Una diagnosi corretta evita di perdere tempo con soluzioni sbagliate. Non è possibile risolvere un problema di ritiro per un problema di trappola di gas. Ecco perché l'identificazione della causa principale è molto importante prima di regolare i parametri della macchina.
Per risolvere questi problemi è necessario modificare sia la progettazione dello stampo che il processo di iniezione. Le soluzioni per i vuoti e le trappole di gas sono spesso opposte. Ad esempio, l'aumento della contropressione può essere utile per le trappole di gas, ma può peggiorare i vuoti se non è bilanciato correttamente con altri parametri.
Soluzioni di lavorazione per i vuoti a vuoto
Quando si tratta di vuoti veri e propri in materiali come il Duracon, l'obiettivo principale è quello di impacchettare più materiale nella cavità prima che il gate si congeli. In questo modo si contrasta la naturale Restringimento volumetrico5 che si verifica durante il raffreddamento. Il cancello deve rimanere aperto per un tempo sufficiente affinché la pressione di mantenimento sia efficace.
Regolazioni dei parametri chiave
La regolazione dei parametri di lavorazione è il modo più diretto per combattere i vuoti. Abbiamo scoperto che un approccio sistematico, incentrato su pressione e tempo, produce i risultati migliori. Un piccolo cambiamento in un'area può avere un impatto significativo sulla qualità finale del pezzo.
| Parametro | Azione raccomandata | Motivazione |
|---|---|---|
| Pressione di mantenimento | Aumento | Spinge più materiale nella cavità per compensare il restringimento. |
| Tempo di mantenimento | Aumento | Assicura l'applicazione della pressione fino al raggiungimento del tempo di congelamento del cancello. |
| Temperatura di fusione | Diminuire leggermente | Riduce il ritiro complessivo, ma può aumentare la viscosità. |
| Dimensione del cancello | Aumento (Mod. Stampo) | Ritarda il congelamento del cancello, consentendo una finestra di imballaggio più lunga. |
Noi di MTM consigliamo spesso ai clienti di concentrarsi innanzitutto sulla pressione di tenuta e sul tempo. Questi sono gli strumenti più potenti per la risoluzione dei vuoti nelle sezioni spesse di POM. La modifica delle dimensioni della porta dello stampo è una fase più complessa, ma spesso necessaria per i pezzi con sezioni molto spesse.
Per risolvere efficacemente i problemi di vuoti e bolle nelle sezioni spesse è necessario innanzitutto identificare correttamente il difetto. Quindi, regolare sistematicamente i parametri di lavorazione, come il tempo di mantenimento e la pressione, per garantire un imballaggio adeguato prima che il gate si congeli, soprattutto quando si utilizzano materiali come il Duracon.
Resistenza allo scorrimento e capacità di carico a lungo termine
Per gli ingegneri che progettano clip e molle, le prestazioni del materiale sotto carico costante sono fondamentali. Duracon POM è la scelta principale per queste applicazioni grazie alla sua eccellente resistenza allo scorrimento. Ciò garantisce che parti come i connettori a scatto mantengano la loro forza di tenuta nel tempo senza deformarsi.
Prestazioni a carico costante
In presenza di sollecitazioni prolungate, molte materie plastiche si deformano lentamente. Questo fenomeno, noto come creep, può portare al cedimento in applicazioni portanti. La struttura cristallina del Duracon, tuttavia, riduce al minimo questo effetto, garantendo una stabilità affidabile a lungo termine per i componenti critici. Per questo motivo lo consigliamo spesso.
Proprietà chiave del materiale
Ecco un confronto semplificato delle prestazioni di scorrimento.
| Proprietà | Duracon POM | ABS per uso generale |
|---|---|---|
| Modulo di scorrimento | Alto | Moderato |
| Deformazione sotto carico | Basso | Alto |
| Affidabilità a lungo termine | Eccellente | Fiera |
Questa tabella evidenzia perché la scelta del materiale giusto, come Duracon, è fondamentale per ottenere progetti duraturi.

Al di là dei carichi statici, molti componenti come le clip e gli elementi di fissaggio sono sottoposti a ripetuti cicli di sollecitazione. È qui che diventa essenziale comprendere la resistenza alla fatica. Duracon eccelle non solo per la resistenza allo scorrimento, ma anche per la capacità di sopportare carichi ripetuti senza cedimenti.
Limiti di fatica e resistenza
Il limite di fatica di un materiale è il livello di sollecitazione al di sotto del quale può sopportare un numero molto elevato di cicli di carico. I nostri test dimostrano che Duracon possiede un elevato limite di fatica plastica6, e questo lo rende un materiale ideale per la progettazione a scatto. Questa proprietà è fondamentale per le parti che vengono assemblate e smontate frequentemente.
Progettazione per carichi ciclici
Quando lavoro con gli ingegneri progettisti, discutiamo spesso del ciclo di vita previsto per un pezzo. Nel caso di un elemento a scatto che verrà utilizzato quotidianamente, il materiale deve resistere alla fatica. Le prestazioni di Duracon in questi casi impediscono la rottura prematura o la perdita di funzionalità.
| Fattore di applicazione | Considerazioni sul design | Materiale consigliato |
|---|---|---|
| Alto numero di cicli | Resistenza alla fatica elevata | Duracon |
| Pressione costante | Alto modulo di scorrimento | Duracon |
| Adattamento di precisione | Stabilità dimensionale | Duracon |
La scelta di un materiale con una vita a fatica prevedibile è fondamentale per creare un prodotto affidabile. Questa è una parte fondamentale del supporto alla selezione dei materiali che forniamo alla MTM, assicurando che i vostri pezzi soddisfino i requisiti di prestazione fin dall'inizio.
L'elevato modulo di scorrimento e la resistenza alla fatica fanno di Duracon un materiale di prim'ordine per clip, molle e progetti a scatto. La sua affidabilità in applicazioni portanti a lungo termine garantisce l'integrità dei componenti e previene i guasti prematuri, offrendo prestazioni prevedibili agli ingegneri.
Gradi Duracon a basso VOC e basso odore per interni di autoveicoli
L'industria automobilistica ha standard sempre più severi per la qualità dell'aria nell'abitacolo. I composti organici volatili (COV) delle plastiche interne possono causare odori sgradevoli e problemi di salute. Ciò ha determinato la richiesta di materiali POM specializzati a basso contenuto di VOC, in grado di soddisfare questi severi requisiti.
Comprendere la necessità di materiali a basso contenuto di COV
Le case automobilistiche devono rispettare le normative mondiali sulla qualità dell'aria interna. I materiali utilizzati nei cruscotti, nelle bocchette di ventilazione e nelle clip sono sotto esame. Le plastiche standard possono rilasciare sostanze chimiche, in particolare la formaldeide, ed è per questo che i gradi specializzati sono ora essenziali per la progettazione dei veicoli moderni.
Presentazione della soluzione Duracon
Il Duracon La serie LV è stata progettata appositamente per affrontare queste sfide. Questi gradi offrono emissioni di COV e formaldeide significativamente inferiori rispetto al POM convenzionale.
| Caratteristica | POM standard | Serie Duracon LV |
|---|---|---|
| Emissioni di COV | Livelli standard | Riduzione significativa |
| Formaldeide | Potenziale più alto | Soddisfa i limiti più severi |
| Applicazione | Uso generale | Interni per autoveicoli |
Questi materiali specializzati garantiscono che i componenti superino le rigorose specifiche degli interni automobilistici senza compromettere le prestazioni meccaniche, un fattore critico per il successo del progetto.

Un'immersione profonda nelle specifiche automobilistiche
Quando un cliente si rivolge a noi di MTM per un progetto automobilistico, la sua preoccupazione principale è quella di soddisfare gli standard specifici degli OEM. Queste specifiche stabiliscono limiti precisi sulle emissioni dei componenti in plastica. Il mancato superamento di questi test durante la prova dello stampo può causare ritardi e costi significativi nel progetto.
Limiti di emissione di formaldeide
La formaldeide è uno dei principali COV oggetto di regolamentazione. Il Duracon La serie LV è formulata specificamente per mantenere queste emissioni ben al di sotto delle soglie richieste. In base ai nostri test con i clienti, questi gradi hanno ottenuto buoni risultati nei test sulle emissioni in camera richiesti dai principali marchi automobilistici.
Il processo di Degassamento7
Il rilascio di gas intrappolati da una parte in plastica è un processo naturale. Tuttavia, in uno spazio ristretto come l'abitacolo di un'auto, questo può portare a concentrazioni elevate di VOC. I gradi POM a basso contenuto di VOC, come Duracon sono progettati per ridurre al minimo questo effetto grazie alla chimica dei polimeri e ai processi di produzione specializzati.
| Standard | Obiettivo VOC | Conformità Duracon LV |
|---|---|---|
| VDA 275 | Formaldeide | Eccellente |
| VDA 277 | Odore | Eccellente |
| VDA 278 | VOC/FOG | Eccellente |
La scelta del grado corretto è fondamentale. Aiutiamo i clienti a superare questi complessi requisiti, fornendo il giusto Duracon materiale dal nostro magazzino in Cina per garantire che le prove iniziali dello stampo producano pezzi che superino la certificazione.
A basso contenuto di VOC e a basso odore Duracon sono essenziali per soddisfare i moderni standard di qualità dell'aria dell'abitacolo automobilistico. La serie LV è progettata specificamente per ridurre al minimo le emissioni come la formaldeide, garantendo la conformità alle severe specifiche del settore ed evitando costosi ritardi nei progetti.
Specifiche di conformità per il settore medico e per il contatto con gli alimenti
Quando si scelgono materiali per applicazioni sensibili, la conformità non è negoziabile. Il portafoglio Duracon POM offre gradi specifici che soddisfano i più severi standard normativi. La loro comprensione è fondamentale per i progettisti e gli ingegneri che lavorano su dispositivi medici o attrezzature per la lavorazione degli alimenti, per garantire la sicurezza dei prodotti e l'accesso al mercato.
Standard normativi chiave
Orientarsi tra gli standard FDA, NSF e USP può essere complesso. Ognuno di essi ha una funzione distinta, dal contatto con gli alimenti all'uso medico invasivo. Scegliere il giusto grado di Duracon fin dall'inizio evita costose riprogettazioni e ritardi nella tempistica del progetto.
| Standard | Area d'intervento principale | Applicazione comune |
|---|---|---|
| FDA | Sicurezza del contatto con gli alimenti | Componenti per la lavorazione degli alimenti, contenitori |
| NSF | Salute e sicurezza pubblica | Sistemi di acqua potabile, attrezzature alimentari |
| USP Classe VI | Biocompatibilità | Dispositivi medici, strumenti chirurgici |
Perché è importante
La scelta di un materiale senza la corretta certificazione può portare al fallimento immediato del progetto. Non si tratta solo di prestazioni, ma anche di rispettare i requisiti legali e di sicurezza. Ciò garantisce che il prodotto finale sia sicuro per l'uso da parte dei consumatori o dei pazienti.

Differenziare i gradi di conformità
È un errore comune pensare che queste certificazioni siano intercambiabili. Un Duracon conforme alla FDA non è automaticamente adatto per un impianto medico, ad esempio. Il livello di test e convalida richiesto varia significativamente tra questi standard.
Gradi FDA e NSF
La conformità FDA riguarda principalmente i materiali che entrano in contatto diretto con gli alimenti. La certificazione NSF spesso si spinge oltre, testando la formulazione del materiale del prodotto finale. Per molte applicazioni di tipo alimentare, i nostri clienti trovano che lo standard Duracon I gradi FDA sono perfettamente adatti per gli stampi di prova.
USP Classe VI: lo standard medico
La Classe VI USP è il gold standard per le applicazioni mediche. Comporta test rigorosi per valutare la reattività biologica del materiale a contatto con i tessuti viventi. Ciò garantisce che il materiale non provochi danni quando viene utilizzato all'interno o sul corpo. Capire il materiale Biocompatibilità8 è assolutamente essenziale in questo caso.
In base alle discussioni con i nostri clienti, la scelta di una resina di Classe VI USP è un punto critico di decisione per qualsiasi prototipo di dispositivo medico. Essa garantisce che i risultati della sperimentazione siano rilevanti per la produzione finale.
| Tipo di grado Duracon | Ideale per | Considerazioni chiave |
|---|---|---|
| Conformità FDA di Duracon | Parti di macchinari per la lavorazione degli alimenti | Il materiale deve essere conforme alle normative CFR 21 |
| Acetale di grado medico | Strumenti medici riutilizzabili | Deve resistere ai cicli di sterilizzazione |
| Resina di classe VI USP | Dispositivi di contatto corporeo a breve termine | Richiede test biologici approfonditi |
Noi di MTM teniamo a magazzino questi gradi specifici in Cina, in modo che possiate condurre le vostre prove senza aspettare le spedizioni all'estero. Questo accelera notevolmente il processo di validazione dei progetti critici dei nostri clienti.
La scelta del corretto grado certificato Duracon - che sia FDA, NSF o USP Classe VI - è fondamentale per la sicurezza del prodotto e il successo normativo. Questa decisione influisce direttamente sulla fattibilità del progetto, garantendo che il materiale sia appropriato e sicuro per l'ambiente di utilizzo finale previsto.
Materiali equivalenti: Quando sostituire Duracon con Delrin
La scelta tra Delrin e Duracon non si limita al semplice controllo della scheda tecnica. Pur essendo entrambi acetali (POM), le loro strutture di base - omopolimero o copolimero - determinano le prestazioni. La comprensione di queste differenze è fondamentale per sostituire con successo il materiale nel vostro progetto.
Principali differenze materiali
Il Delrin (omopolimero) offre in genere una rigidità e una resistenza leggermente superiori. Tuttavia, il Duracon (copolimero) offre una migliore stabilità termica e resistenza chimica, fattori critici durante la lavorazione e nell'ambiente di applicazione finale. Per questo motivo, un equivalente del Duracon è un forte concorrente.
Confronto iniziale
| Caratteristica | Delrin (omopolimero) | Duracon (copolimero) |
|---|---|---|
| Struttura | Cristallinità superiore | Cristallinità inferiore |
| Meccanica | Maggiore rigidità/resistenza | Migliore impatto/fatica |
| Elaborazione | Finestra più stretta | Finestra più ampia |
| Termico | Stabilità inferiore | Maggiore stabilità |
Questo primo sguardo mostra un chiaro compromesso tra proprietà meccaniche e lavorabilità.

Stabilità di lavorazione e integrità dei pezzi
La più ampia finestra di lavorazione del Duracon è un vantaggio significativo. È più tollerante alle variazioni di temperatura nello stampo, riducendo il rischio di degrado termico. Questo lo rende una scelta più robusta per geometrie complesse o condizioni di stampaggio difficili.
La sfida della porosità della linea centrale
Il rapido tasso di solidificazione del Delrin può talvolta intrappolare il gas, causando porosità al centro, soprattutto nelle sezioni più spesse. Questo vuoto interno può compromettere l'integrità strutturale. In base alla nostra esperienza con i clienti, la cristallizzazione più lenta e controllata di Duracon produce spesso pezzi con una migliore consistenza interna.
Considerazioni sulle prestazioni a lungo termine
Al di là della lavorazione, i fattori ambientali sono importanti. I copolimeri come il Duracon presentano una resistenza superiore alla degradazione da acqua calda e soluzioni alcaline. Ciò è dovuto alla loro struttura chimica, che è meno suscettibile di Idrolisi9. Per le applicazioni esposte a tali condizioni, la sostituzione del Delrin con un equivalente Duracon può prevenire guasti prematuri.
Riepilogo dei compromessi tra proprietà
| Focus sulla proprietà | Materiale consigliato | Giustificazione |
|---|---|---|
| Rigidità massima | Delrin | Modulo e resistenza alla trazione più elevati. |
| Trattamento termico | Duracon | Finestra di temperatura più ampia, minor rischio di degradazione. |
| Resistenza chimica | Duracon | Migliori prestazioni in ambienti alcalini e con acqua calda. |
| Parti a parete spessa | Duracon | Riduzione del rischio di vuoti interni e porosità. |
Noi di MTM disponiamo di entrambi i materiali, consentendovi di effettuare prove affiancate in Cina per confermare la migliore soluzione per il vostro stampo specifico.
Mentre il Delrin offre una maggiore resistenza meccanica, il Duracon offre una stabilità termica superiore e una finestra di lavorazione più ampia. Ciò rende Duracon una scelta più sicura per i pezzi con geometrie complesse o esposti ad ambienti chimici difficili, riducendo di fatto i rischi di stampaggio.
Verifica dell'autenticità dei materiali nel mercato cinese delle forniture
Il rischio di materiali contraffatti in Cina è una preoccupazione valida per molti clienti. Quando si tratta di materiali ad alte prestazioni come il Duracon, l'autenticità non è negoziabile. Il primo passo della verifica consiste sempre nel controllare la documentazione e l'imballaggio.
Controlli di verifica iniziali
Gli strumenti principali sono il Certificato di Analisi (COA) e i marchi della busta. Un COA autentico deve corrispondere esattamente ai dettagli della confezione. Qualsiasi discrepanza è un segnale di allarme importante. Questo controllo iniziale può prevenire problemi significativi in futuro.
Aree chiave da ispezionare
Prestare molta attenzione al numero di lotto, al grado e ai dettagli del produttore. Abbiamo visto casi in cui questi semplici elementi non sono allineati, esponendo immediatamente il rischio di un falso Duracon.
| Documento | Punti di controllo chiave |
|---|---|
| COA | Numero di lotto, dati di prova, sigillo del produttore |
| Borsa | Numero di lotto stampato, marchiatura, sigillatura |
Noi di MTM ci occupiamo di questo controllo per voi, garantendo che solo la resina autentica raggiunga il vostro stampo di prova.

Al di là delle scartoffie
Un COA convincente può comunque essere fraudolento. La verifica del vero COA materiale richiede un esame più approfondito. Consigliamo ai clienti di incrociare i numeri di lotto con quelli del produttore originale, quando possibile. Ad esempio, il numero di lotto di Polyplastics ha un formato specifico che gli operatori esperti riconoscono.
Fasi di verifica avanzate
I contraffattori spesso replicano le confezioni, ma piccoli dettagli li tradiscono. Cercate le incongruenze nella qualità della stampa, nella consistenza del materiale della busta e nel modo in cui la busta è sigillata. Questi sottili indizi spesso sfuggono a occhi inesperti, ma sono una parte fondamentale del nostro processo di audit interno. Vero Tracciabilità10 è fondamentale.
Questo processo rigoroso è il modo in cui vi assicuriamo di ricevere resina autentica in Cina. Non ci limitiamo a credere alla parola del fornitore, ma la verifichiamo.
| Caratteristica | Materiale autentico | Potenziale contraffazione |
|---|---|---|
| Qualità di stampa | Nitido, chiaro, uniforme | Inchiostro sfocato e incoerente |
| Numero di lotto | Corrisponde al COA, formato corretto | Formato inusuale e non corrispondente |
| Sigillo del sacchetto | Sigillo termico standard di fabbrica | Aspetto irregolare e risigillato |
Il nostro impegno alla MTM è quello di eliminare questi rischi. Ci riforniamo direttamente da canali affidabili e i nostri materiali pre-stockati, come il Duracon, hanno già superato questi rigorosi controlli. Potete procedere con la prova dello stampo in tutta tranquillità.
La verifica del COA e dell'imballaggio di un materiale è la prima difesa contro i rischi di contraffazione. Alla MTM, il nostro processo di autenticazione in più fasi garantisce l'autenticità di ogni materiale, compreso Duracon, proteggendo l'integrità del progetto e la tempistica in Cina.
Migliorate le vostre prove in Cina: scegliete MTM per Duracon POM
Avete difficoltà a reperire il giusto tipo di Duracon in Cina o siete preoccupati per l'autenticità, le prestazioni e le scadenze delle prove? Contattate subito MTM per una consegna rapida e affidabile di materiali Duracon POM pre-stockati, originali, verificati e pronti per la prova dello stampo. Inviateci la vostra richiesta per un preventivo rapido oggi stesso!

-
La comprensione di questo concetto aiuta a prevedere la resistenza meccanica finale e la stabilità dimensionale del materiale. ↩
-
La comprensione di questo concetto aiuta a progettare sistemi meccanici più silenziosi e fluidi e a prevenire le vibrazioni indesiderate. ↩
-
Questo campo di studio aiuta a prevedere il comportamento del materiale e a ottimizzare il processo di stampaggio a iniezione per la qualità dei pezzi. ↩
-
La comprensione di questo aspetto aiuta a prevedere e controllare la deformazione dei pezzi nei materiali fibrorinforzati. ↩
-
La comprensione di questo aspetto aiuta a prevedere il comportamento del materiale e a ottimizzare l'imballaggio dei pezzi durante il ciclo di stampaggio. ↩
-
La comprensione di questo limite aiuta a prevedere la durata del componente in caso di sollecitazioni ripetute. ↩
-
Scoprite come questa proprietà del materiale influisce sulla conformità dei componenti alle normative sulla qualità dell'aria. ↩
-
La comprensione di questo concetto è fondamentale per lo sviluppo di dispositivi medici sicuri ed efficaci. ↩
-
La comprensione di questo processo chimico aiuta a prevedere le prestazioni a lungo termine dei pezzi in ambienti difficili. ↩
-
La comprensione della tracciabilità aiuta a proteggere le catene di approvvigionamento e a verificare l'autenticità del prodotto dall'origine alla consegna. ↩