STAMAX 30YM240 presenta sfide uniche che possono far deragliare anche i progetti di stampaggio più esperti. Gli ingegneri spesso lottano contro la rottura delle fibre, le deformazioni impreviste e i difetti superficiali quando passano dal polipropilene standard a questo composito lungo in fibra di vetro.
STAMAX 30YM240 è un polipropilene rinforzato con fibra di vetro lunga 30% progettato per applicazioni strutturali che richiedono una resistenza simile al metallo con una significativa riduzione del peso. Il successo dipende da tecniche di lavorazione specializzate che preservano la lunghezza delle fibre e ne controllano l'orientamento.
Ho lavorato con team di ingegneri che hanno dovuto affrontare esattamente queste sfide di stampaggio. La differenza tra una prova senza problemi e costosi ritardi spesso si riduce alla comprensione dei requisiti specifici della lavorazione delle fibre di vetro lunghe. Lasciate che vi illustri le considerazioni tecniche che vi aiuteranno a evitare le insidie più comuni e a ottenere risultati costanti con questo materiale così impegnativo.
Perché gli ingegneri scelgono STAMAX 30YM240 per le parti strutturali
Gli ingegneri scelgono STAMAX 30YM240 per il suo equilibrio unico di resistenza, rigidità e bassa densità. Questo polipropilene (PP) a fibra di vetro lunga è la scelta migliore per sostituire il metallo nelle parti automobilistiche e industriali. Consente una significativa riduzione del peso senza sacrificare l'integrità strutturale.
Il vantaggio della fibra di vetro lunga
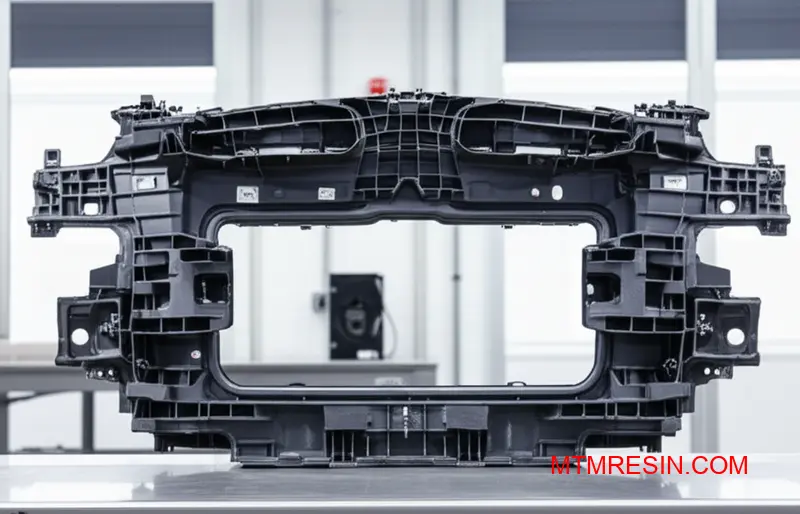
A differenza dei materiali in fibra di vetro corta, le fibre lunghe di STAMAX 30YM240 formano una struttura scheletrica interna. Questa rete offre proprietà meccaniche superiori, soprattutto in applicazioni impegnative come i moduli frontali, i moduli porta e i vassoi delle batterie. Il risultato è un componente robusto e leggero.
Prestazioni in sintesi
La nostra analisi dimostra che le sue metriche di prestazione lo rendono un materiale strategico per le moderne sfide ingegneristiche. Gli obiettivi di alleggerimento del settore automobilistico sono più raggiungibili con materiali come questo.
| Proprietà | STAMAX 30YM240 (tipico) | Acciaio dolce (tipico) |
|---|---|---|
| Densità (g/cm³) | ~1.12 | ~7.85 |
| Modulo di trazione (MPa) | ~7500 | ~200,000 |
| Forza d'urto | Alto | Molto alto |
Questa combinazione rende STAMAX 30YM240 un termoplastico strutturale di riferimento.
La decisione di utilizzare STAMAX 30YM240 va oltre le semplici specifiche del materiale. Si tratta di considerare l'intero ciclo di produzione, dalla progettazione allo stampaggio fino all'assemblaggio finale. Le sue eccellenti caratteristiche di fluidità consentono di creare geometrie complesse che sarebbero difficili o costose da produrre con lo stampaggio o la colata di metallo.
Flessibilità di progettazione e lavorazione
Questo materiale offre ai progettisti una maggiore libertà. Caratteristiche come le nervature e le bugne possono essere integrate direttamente nello stampo, riducendo la necessità di operazioni di assemblaggio secondarie. Ciò semplifica il processo di produzione e riduce i costi complessivi. Questo vantaggio lo vediamo in molti progetti che richiedono componenti strutturali intricati.
Coerenza nelle prove di stampo
Un fattore critico è la consistenza del materiale durante le prove stampo. L'uso dell'esatta qualità specificata, come STAMAX 30YM240, è essenziale per convalidare uno stampo. Noi di MTM teniamo questo materiale a magazzino in Cina, in modo che i team possano evitare ritardi nelle spedizioni internazionali e garantire che le prove rispecchino fedelmente le condizioni di produzione. Il comportamento del materiale è influenzato dall'orientamento delle fibre, una proprietà nota come anisotropia1.
| Parametro | Linea guida | Benefici |
|---|---|---|
| Temperatura di fusione | 230-260 °C | Dispersione ottimale della fibra |
| Temperatura dello stampo | 40-70 °C | Buona finitura superficiale e stabilità |
| Velocità di iniezione | Da moderato a elevato | Riduce al minimo la rottura delle fibre |
Il comportamento prevedibile della lavorazione aiuta gli ingegneri a ottenere la coerenza dei pezzi fin dal primo colpo.
STAMAX 30YM240 è la scelta principale per le parti strutturali grazie al suo superiore rapporto forza-peso, alla flessibilità di progettazione e all'affidabile lavorabilità. Consente agli ingegneri di raggiungere gli obiettivi di alleggerimento del settore automobilistico senza compromettere le prestazioni, rendendolo una risorsa preziosa nello sviluppo dei prodotti moderni.
Analisi del profilo delle proprietà meccaniche di STAMAX 30YM240
STAMAX 30YM240 è una scelta popolare per i componenti strutturali, ma il suo nome rivela molto sulle sue prestazioni. Il "30" indica un rinforzo in fibra di vetro lunga 30%, che è la chiave delle sue migliori proprietà meccaniche. La designazione "YM240" fornisce ulteriori indizi sulle sue caratteristiche specifiche.
Decodificare il voto
La comprensione di questi codici è il primo passo nella selezione dei materiali. Aiuta i progettisti a valutare rapidamente se il materiale è adatto prima di immergersi nella scheda tecnica completa. Questa verifica iniziale consente di risparmiare tempo prezioso durante la fase di progettazione.
Identificatori chiave
| Codice | Significato | Implicazioni |
|---|---|---|
| STAMAX | Nome del marchio | LGFPP di SABIC |
| 30 | Fibra di vetro % | 30% Fibra di vetro lunga |
| YM240 | Serie di gradi | Prestazioni specifiche/flusso |
Questa scomposizione consente di valutare rapidamente la composizione del nucleo del materiale. Ci dice immediatamente che si tratta di un polipropilene rinforzato destinato ad applicazioni impegnative.
Analizzando la scheda tecnica di STAMAX 30YM240, tre proprietà spiccano per le applicazioni strutturali. Questi sono i pilastri che definiscono le sue prestazioni sotto sforzo e calore, che sono considerazioni critiche per le parti automobilistiche e industriali.
Proprietà meccaniche del nucleo
La fibra di vetro lunga 30% aumenta notevolmente la rigidità e la resistenza. La sua Modulo di trazione2 è molto più elevato rispetto al polipropilene non caricato, il che significa che resiste alla flessione sotto carico. Questo è un fattore critico per i pezzi che devono mantenere la loro forma.
Resistenza agli urti e al calore
Il materiale mostra anche un'eccellente resistenza agli urti, spesso misurata con test Izod o Charpy. Le fibre lunghe aiutano a distribuire l'energia d'impatto, evitando cedimenti catastrofici. Inoltre, la sua temperatura di deflessione termica (HDT) è elevata, consentendogli di operare in modo affidabile in ambienti ad alta temperatura.
Scheda tecnica: STAMAX 30YM240
| Proprietà | Valore tipico | Significato |
|---|---|---|
| Modulo di trazione | ~7500 MPa | Elevata rigidità, resistenza alla flessione |
| Impatto Izod dentellato | ~15 kJ/m² | Buona resistenza e durata |
| HDT (0,45 MPa) | ~155 °C | Stabilità alle alte temperature |
Noi di MTM stocchiamo STAMAX 30YM240 in Cina proprio perché queste proprietà sono spesso richieste per le prove sugli stampi. Averlo a disposizione evita ritardi, garantendo ai nostri clienti la possibilità di convalidare i loro progetti con l'esatto materiale specificato senza aspettare le spedizioni all'estero.
La comprensione della scheda tecnica di STAMAX 30YM240 è fondamentale per prevedere le sue prestazioni reali. La fibra di vetro 30% offre una rigidità, una resistenza agli urti e una stabilità termica eccezionali, che la rendono una scelta affidabile per le parti strutturali che richiedono proprietà meccaniche robuste.
Fibra di vetro lunga (LGF) contro fibra di vetro corta: Divari di prestazioni
Quando si sceglie un polipropilene caricato con vetro, la scelta tra fibra lunga (LGF) e fibra corta (SGF) è fondamentale. La differenza principale è la lunghezza delle fibre di vetro incorporate nella matrice polimerica. Ciò influisce direttamente sull'integrità strutturale e sulle caratteristiche prestazionali complessive del pezzo finale.
La differenza del nucleo: Lunghezza della fibra
Le fibre corte sono in genere inferiori a 1 mm, mentre quelle lunghe dell'LGF possono superare i 10 mm. Questa maggiore lunghezza crea uno "scheletro" interno più robusto all'interno della plastica. Questa struttura migliora significativamente le proprietà meccaniche rispetto ai materiali rinforzati con fibre più corte.
Confronto iniziale delle prestazioni
Un rapido sguardo mostra chiari compromessi. Mentre l'SGF offre facilità di lavorazione e costi inferiori, l'LGF fornisce un sostanziale incremento in aree meccaniche chiave. I nostri clienti spesso li testano entrambi per quantificare i vantaggi per le loro applicazioni specifiche.
| Proprietà | Fibra di vetro corta (SGF) | Fibra di vetro lunga (LGF) |
|---|---|---|
| Forza d'urto | Moderato | Da alto a molto alto |
| Resistenza alla trazione | Buono | Eccellente |
| Resistenza allo scorrimento | Fiera | Eccellente |
| Curvatura | Più basso | Più alto (se non controllato) |

Concentriamoci su un materiale specifico: STAMAX 30YM240, un polipropilene 30% a fibra di vetro lunga. Quando gli ingegneri lo confrontano con un PP standard 30% a fibra di vetro corta, il divario di prestazioni diventa evidente. Non si tratta solo di semplice resistenza, ma di durata nel tempo.
Perché STAMAX 30YM240 eccelle
La rete interconnessa di fibre lunghe di STAMAX 30YM240 garantisce un assorbimento di energia superiore. Questo lo rende ideale per le parti che devono resistere agli urti, come i paraurti delle automobili o gli alloggiamenti industriali. Le fibre corte non sono in grado di distribuire le forze d'impatto in modo altrettanto efficace sul pezzo.
Inoltre, la sua resistenza al creep è significativamente migliore. Sotto carico costante, soprattutto a temperature elevate, i componenti realizzati con SGF-PP si deformano. Lo scheletro di fibre lunghe dell'LGF-PP resiste a questa lenta deformazione, garantendo una stabilità dimensionale a lungo termine per i componenti strutturali critici. Questo è il risultato diretto delle caratteristiche del materiale. viscoelasticità3 comportamento.
Giustificare il premio di costo
Sì, i materiali LGF come STAMAX 30YM240 hanno un costo iniziale più elevato. Tuttavia, questo costo è spesso giustificato dal fatto di evitare guasti ai pezzi, di ridurre il peso progettando pareti più sottili e di prolungare la vita del prodotto. Per i nostri clienti, possiamo semplificare l'approvvigionamento di quantità di prova di questi materiali speciali in Cina.
| Metrica delle prestazioni | SGF-PP (30%) | STAMAX 30YM240 (30% LGF-PP) |
|---|---|---|
| Resistenza all'urto con intaglio | Più basso | ~3-5 volte superiore |
| Creep a lungo termine | Deformazione maggiore | Significativamente più basso |
| Stabilità dimensionale | Buono | Eccellente |
Scegliere LGF-PP come STAMAX 30YM240 è un investimento in prestazioni a lungo termine. La maggiore forza d'urto, la resistenza al creep e la stabilità spesso superano il costo iniziale del materiale, soprattutto per le applicazioni strutturali più impegnative, dove il fallimento non è un'opzione.
Strategie di sostituzione del metallo con STAMAX 30YM240
STAMAX 30YM240 è un materiale chiave per la sostituzione del metallo nelle parti automobilistiche. Questo polipropilene in fibra di vetro lunga 30% offre un equilibrio intelligente tra resistenza, rigidità e bassa densità. Consente agli ingegneri di progettare componenti più leggeri senza sacrificare le prestazioni, un obiettivo fondamentale nella produzione dei veicoli moderni.
Dal metallo alla plastica
La sostituzione dell'acciaio o dell'alluminio con questo materiale offre vantaggi diretti. Si pensi a queste comuni applicazioni automobilistiche. I nostri clienti spesso notano miglioramenti sostanziali quando effettuano il passaggio.
| Componente | Materiale tradizionale | Vantaggio STAMAX 30YM240 |
|---|---|---|
| Vettore Front-End | Acciaio stampato | 30-40% Riduzione del peso |
| Modulo porta | Alluminio/Acciaio | Consolidamento delle parti |
| Pannello strumenti | Telaio in acciaio | Maggiore libertà di progettazione |
Questo spostamento strategico contribuisce a ridurre il peso complessivo del veicolo. Inoltre, semplifica il processo di produzione, portando a potenziali risparmi sui costi e a una maggiore efficienza nella catena di montaggio.

Principali applicazioni automobilistiche
Nei supporti frontali, STAMAX 30YM240 consente di integrare più staffe e supporti metallici in un unico pezzo stampato. Questo approccio all'assemblaggio di parti consolidate riduce la complessità, il numero di elementi di fissaggio e il tempo di lavoro. Il risultato è un componente strutturale più leggero ma robusto.
Per i moduli delle porte, la riduzione del peso è un fattore primario. Una porta più leggera migliora il risparmio di carburante e la maneggevolezza. Abbiamo visto clienti ottenere una riduzione di peso fino a 50% solo sul supporto strutturale. Si tratta di un guadagno significativo se applicato a tutte le porte. Il materiale Resistenza allo scorrimento4 è fondamentale anche in questo caso.
Design del pannello strumenti
I pannelli strumenti beneficiano della flessibilità di progettazione di STAMAX 30YM240. Gli ingegneri possono creare geometrie complesse che integrano i condotti HVAC e i punti di montaggio direttamente nella struttura principale. Ciò è quasi impossibile con il metallo stampato, il che porta a un minor numero di parti e a un processo di assemblaggio più rapido.
| Applicazione | Vantaggi principali | Risultato tipico |
|---|---|---|
| Vettore Front-End | Parte Integrazione | Costi di assemblaggio ridotti |
| Modulo porta | Riduzione del peso | Migliore efficienza del carburante |
| Pannello strumenti | Libertà di progettazione | Produzione semplificata |
Noi di MTM stocchiamo STAMAX 30YM240 in Cina. Ciò consente ai nostri partner di ottenere rapidamente i materiali per le prove di stampo, convalidando questi progetti complessi senza ritardi nelle spedizioni internazionali.
STAMAX 30YM240 è uno strumento potente per sostituire il metallo nei moduli automobilistici. Consente una significativa riduzione del peso grazie a una minore densità e un risparmio sui costi grazie al consolidamento dei componenti. Questo lo rende una scelta strategica per la progettazione di moduli automobilistici efficienti e moderni.
Ottimizzazione del design della vite per una lunga ritenzione della fibra di vetro
Quando si lavora con polipropilene a fibra di vetro lunga (LGF) come STAMAX 30YM240, il design della vite è fondamentale. Le viti standard spesso causano una significativa rottura delle fibre durante la plastificazione. Questo danno compromette direttamente le proprietà meccaniche del pezzo stampato finale, compromettendo la ragione stessa della scelta di un materiale LGF.
Il problema delle viti standard
Le viti standard hanno in genere rapporti di compressione elevati. Questo design genera un taglio e una pressione intensi, efficaci per le plastiche generiche ma distruttivi per i compositi LGF. Le fibre vengono sminuzzate durante il percorso della vite, perdendo lunghezza e capacità di rinforzo prima ancora di raggiungere lo stampo.
Impatto della rottura delle fibre
Le fibre più corte comportano una netta diminuzione della resistenza agli urti e della rigidità. Il pezzo non funzionerà come progettato. Ho visto progetti fallire perché l'attrezzatura di lavorazione non era ottimizzata per il materiale. Il problema non era il materiale in sé, ma la configurazione del macchinario.
| Tipo di vite | Ritenzione della lunghezza della fibra | Prestazioni della parte risultante |
|---|---|---|
| Vite GP standard | Basso | Fragile, al di sotto delle specifiche |
| Vite LGF ottimizzata | Alto | Forte, soddisfa i requisiti |
Per preservare la lunghezza delle fibre, è indispensabile un'unità di plastificazione specializzata. La soluzione consiste nell'utilizzare una vite a bassa compressione. Questo design riduce al minimo le forze di taglio, consentendo alle fibre di passare attraverso il cilindro con un danno molto minore. In questo modo, l'integrità del materiale viene mantenuta dal pellet al pezzo.
Il vantaggio della vite a bassa compressione
Una vite con un basso rapporto di compressione (in genere circa 2:1) offre un'azione di trasporto più delicata. Riduce l'accumulo di pressione nella zona di transizione, dove si verifica la maggior parte dei danni alle fibre. Quando i clienti provano materiali come STAMAX 30YM240 dal nostro magazzino MTM, sottolineo sempre la necessità di controllare le specifiche della vite.
La scelta della valvola di non ritorno è cruciale
La valvola di non ritorno (o valvola di ritegno) è un'altra potenziale fonte di rottura delle fibre. La valvola di non ritorno ad anello scorrevole è la più comune, ma può creare un taglio elevato e schiacciare le fibre. Una valvola di non ritorno a flusso libero o a sfera è una scelta migliore. Questi modelli offrono un percorso meno restrittivo per il materiale. Comprendere le caratteristiche del materiale Reologia5 aiuta a prevedere il suo comportamento in diverse condizioni di lavorazione.
| Tipo di valvola | Rischio di danni alle fibre | Uso consigliato |
|---|---|---|
| Anello di controllo scorrevole | Alto | Plastica per uso generale |
| Valvola a flusso libero | Basso | LGF e materiali sensibili |
| Valvola di ritegno a sfera | Basso | LGF e materiali sensibili |
L'ottimizzazione del design delle viti è fondamentale per i materiali LGF. Le viti standard degradano la lunghezza delle fibre, riducendo le prestazioni dei pezzi. L'uso di viti a bassa compressione e di valvole di non ritorno a flusso libero preserva l'integrità di materiali come STAMAX 30YM240, garantendo che il prodotto finale soddisfi le specifiche meccaniche.
Temperature di lavorazione e velocità di iniezione per 30YM240
Per ottenere risultati ottimali con STAMAX 30YM240 è necessario un controllo preciso dei parametri di lavorazione. Le giuste impostazioni assicurano un buon flusso di materiale, proteggendo al contempo le lunghe fibre di vetro da eventuali danni. Temperature o velocità errate possono compromettere le proprietà meccaniche del pezzo finale.
Profilo di temperatura consigliato
Si consiglia un profilo di temperatura specifico per la canna per garantire una fusione omogenea. Iniziare con una temperatura più bassa nella parte posteriore e aumentarla gradualmente verso l'ugello. In questo modo si evita la fusione prematura e la degradazione del materiale.
Temperature della canna e dello stampo
Una temperatura stabile dello stampo è altrettanto fondamentale. Influisce direttamente sulla finitura superficiale, sul ritiro e sui tempi di ciclo. Ecco le impostazioni tipiche che consigliamo ai clienti per iniziare.
| Parametro | Intervallo consigliato |
|---|---|
| Temperatura della zona posteriore | 220-240°C (428-464°F) |
| Temperatura della zona centrale | 230-250°C (446-482°F) |
| Temperatura della zona anteriore | 240-260°C (464-500°F) |
| Temperatura dell'ugello | 250-270°C (482-518°F) |
| Temperatura dello stampo | 70-90°C (158-194°F) |
Considerazioni sulla velocità di iniezione
La velocità di iniezione di STAMAX 30YM240 deve essere gestita con attenzione. Spesso è necessaria una velocità moderata o elevata per riempire rapidamente il pezzo. Tuttavia, una velocità eccessiva può danneggiare le fibre di vetro, che sono la chiave della resistenza di questo materiale.

Per quanto riguarda le condizioni di stampaggio di STAMAX 30YM240, la sfida consiste nel bilanciare due fattori opposti. Sono necessari calore e velocità sufficienti affinché il materiale fluisca facilmente nelle cavità complesse dello stampo. Tuttavia, una quantità eccessiva di uno dei due fattori può degradare il polimero o rompere le lunghe fibre di vetro.
Il rischio di danni alle fibre
Le alte velocità di iniezione aumentano la velocità di taglio6, che possono rompere le fibre di vetro. Quando le fibre si accorciano, il materiale perde la resistenza strutturale prevista. Dopo aver lavorato con i nostri clienti, abbiamo scoperto che un profilo di iniezione a più fasi è spesso il migliore. Si inizia più lentamente e poi si accelera.
Trovare il punto di forza
Non esiste un'unica impostazione "perfetta". Dipende sempre dalla geometria del pezzo, dallo spessore della parete e dal design della porta. Si parte sempre dalla scheda tecnica del produttore, ma si effettua una messa a punto in base ai risultati effettivi della prova stampo. Di seguito è riportata una semplice guida su cosa osservare.
| Problema di impostazione | Conseguenze potenziali | Azione raccomandata |
|---|---|---|
| Temperatura troppo bassa | Tiri corti, superficie scadente | Aumentare leggermente la temperatura della canna |
| Temperatura troppo alta | Degrado del materiale, scolorimento | Temperature della canna e dell'ugello più basse |
| Velocità troppo alta | Rottura della fibra, flash | Ridurre la velocità di iniezione, utilizzare le fasi |
| Velocità troppo bassa | Segni di flusso, riempimento incompleto | Aumentare moderatamente la velocità di iniezione |
In questo processo iterativo l'esperienza conta. Noi di MTM forniamo il materiale e l'assistenza per ottenere i giusti parametri di lavorazione, assicurando il successo delle vostre prove senza inutili ritardi.
Trovare i parametri di lavorazione corretti per STAMAX 30YM240 è un atto di equilibrio. È necessario garantire un buon flusso senza causare degrado termico o danni alle fibre. Il controllo preciso delle temperature del cilindro, della temperatura dello stampo e della velocità di iniezione è essenziale per ottenere una qualità ottimale dei pezzi.
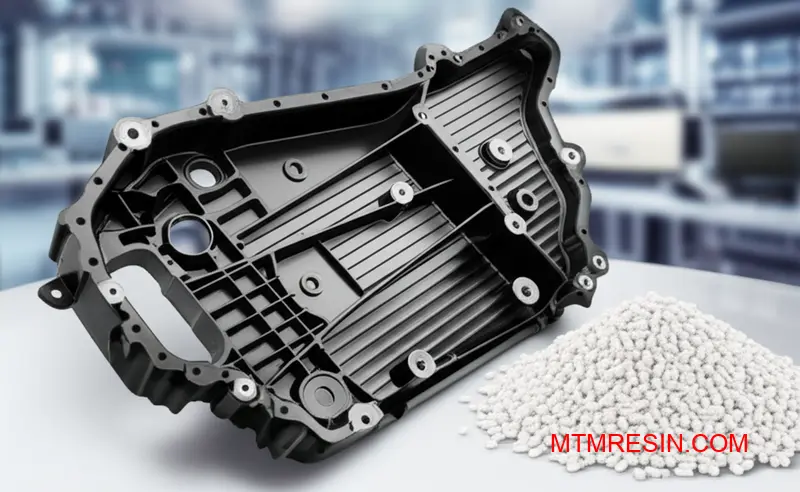
Manipolazione del materiale: Essiccazione e alimentazione dei granuli LGF
La manipolazione di granuli di fibra di vetro lunga (LGF) come STAMAX 30YM240 presenta sfide uniche rispetto ai pellet standard. La prima domanda che ricevo spesso riguarda l'essiccazione. Il polipropilene (PP) di per sé non assorbe molta acqua, ma non è questo il punto.
Il vero motivo dell'essiccazione
Il problema principale è la condensa superficiale. Se si introducono pellet freddi in un ambiente di stampaggio caldo e umido, sulla loro superficie si forma umidità. Questo può causare segni di strombatura sul pezzo finale. La corretta manipolazione del materiale PP con fibre lunghe richiede questo passo in più.
Raccomandazioni per l'essiccazione
| Materiale | È necessaria l'asciugatura? | Motivo |
|---|---|---|
| Pellet PP standard | Generalmente No | Basso assorbimento di umidità |
| Pellet LGF PP (ad es. STAMAX) | Sì, spesso | Per rimuovere la condensa superficiale |
Un breve ciclo di pre-essiccazione è una buona pratica per garantire un processo di stampaggio costante e di alta qualità, soprattutto in condizioni di umidità.

Oltre all'essiccazione, la forma fisica dei pellet LGF crea un altro grande ostacolo: l'alimentazione nella macchina. La forma lunga e a bastoncino di questi granuli può facilmente farli incastrare e formare un arco all'interno della tramoggia, un problema noto come bridging.
Prevenzione del ponticello della tramoggia
L'intasamento della tramoggia blocca il flusso del materiale, affamando la vite e causando colpi inconsistenti. Si tratta di un problema comune con Alimentazione a pellet STAMAX. Mentre la base in polipropilene è idrofobo7, La forma fisica dei pellet è la principale preoccupazione per la movimentazione dei materiali.
Soluzioni per un'alimentazione regolare
La chiave è mantenere il materiale in movimento. Le tramogge standard con angoli di cono poco profondi spesso peggiorano il problema. Un'attrezzatura specializzata può invece risolvere il problema. In base ai nostri test con i clienti, alcune regolazioni sono molto efficaci.
| Metodo | Descrizione | Efficacia |
|---|---|---|
| Angolo di tramoggia ripido | Utilizzare tramogge con un angolo di cono superiore a 60°. | Alto |
| Agitatori meccanici | Una paletta o un braccio che si muove lentamente agita delicatamente i pellet. | Molto alto |
| Alimentatori vibranti | La vibrazione delicata aiuta i pellet a depositarsi e a scorrere | Da moderato a elevato |
Noi di MTM consigliamo spesso ai clienti che utilizzano materiali come STAMAX 30YM240 di rivedere la loro configurazione di alimentazione. L'attrezzatura giusta evita costosi tempi di inattività e garantisce un processo stabile.
La corretta manipolazione dei pellet LGF richiede l'asciugatura per evitare la condensazione superficiale e l'uso di tramogge ad angolo ripido o di ausili meccanici per evitare la formazione di ponti. Questi passaggi sono fondamentali per un processo di stampaggio stabile e per ottenere pezzi di alta qualità con materiali come STAMAX 30YM240.
Controllo dell'anisotropia e dell'orientamento delle fibre nelle parti stampate
La comprensione dell'orientamento delle fibre è fondamentale per le prestazioni del pezzo. Quando si utilizzano materiali fibrorinforzati, la direzione delle fibre determina la resistenza del pezzo. Le proprietà meccaniche non sono uniformi in tutte le direzioni, creando quelle che chiamiamo proprietà anisotrope. Questo è un fattore chiave da gestire.
Forza lungo e attraverso le fibre
La resistenza di un pezzo è massima lungo la direzione di allineamento delle fibre (longitudinale) e più debole perpendicolarmente ad essa (trasversale). Questa differenza può essere significativa. Ignorarla spesso porta a guasti imprevisti dei pezzi sul campo, un problema che ho riscontrato molte volte.
Confronto tra proprietà
| Proprietà | Longitudinale (lungo le fibre) | Trasversale (attraverso le fibre) |
|---|---|---|
| Resistenza alla trazione | Alto | Basso |
| Rigidità | Alto | Basso |
| Restringimento | Basso | Alto |
Il controllo di questo orientamento diventa il compito principale per il raggiungimento delle specifiche di progetto.
Per ottenere un controllo efficace dell'orientamento delle fibre, dobbiamo passare dalle congetture alle previsioni. È qui che i moderni strumenti di ingegneria diventano essenziali. L'esperienza da sola non basta, soprattutto con geometrie complesse e materiali ad alte prestazioni come lo STAMAX 30YM240.
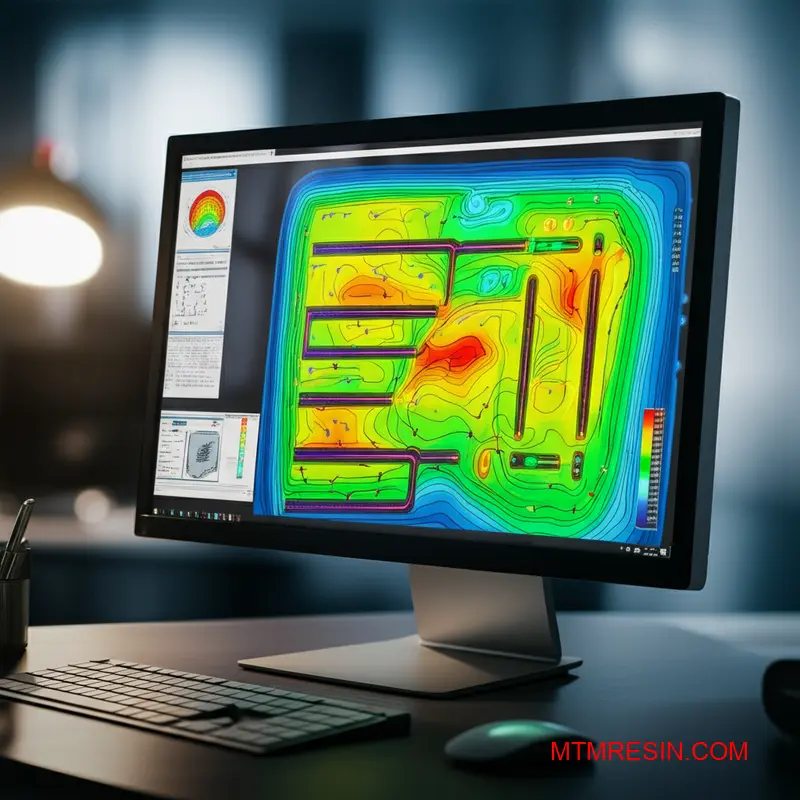
Utilizzo dell'analisi del flusso dello stampo
L'analisi del flusso dello stampo è il nostro strumento principale per prevedere come la plastica riempirà lo stampo. La simulazione mostra la progressione del fronte di fusione, che influenza direttamente l'allineamento delle fibre. Possiamo visualizzare l'orientamento finale delle fibre prima di tagliare l'acciaio, con un notevole risparmio di tempo e di costi.
Previsione della deformazione
La deformazione è spesso il risultato diretto di proprietà anisotrope incontrollate. La causa principale è restringimento differenziale8, in cui il pezzo si restringe maggiormente in direzione trasversale rispetto a quella longitudinale. Questo ritiro non uniforme crea tensioni interne che distorcono il pezzo durante il raffreddamento.
| Analisi in ingresso | Uscita prevista |
|---|---|
| Posizione del cancello | Mappa di orientamento delle fibre |
| Parametri di processo | Tassi di restringimento |
| Dati del materiale | Previsione della deformazione |
Noi di MTM forniamo gli esatti materiali, come lo STAMAX 30YM240, che i clienti utilizzano per queste simulazioni. Ciò garantisce che l'analisi sia basata su dati accurati, rendendo la previsione della deformazione affidabile e la prova dello stampo un successo fin dal primo colpo.
La padronanza dell'orientamento delle fibre è fondamentale per sfruttare appieno il potenziale dei polimeri rinforzati. L'uso dell'analisi del flusso dello stampo aiuta a prevedere e controllare queste proprietà anisotrope, prevenendo problemi come la deformazione e garantendo che il pezzo finale soddisfi i requisiti di resistenza per materiali come lo STAMAX 30YM240.
Gestione del ritiro e della deformazione nei componenti strutturali di grandi dimensioni
Quando si lavora con pezzi dimensionalmente critici, soprattutto se di grandi dimensioni, la scelta del materiale è fondamentale. Il tasso di ritiro di STAMAX 30YM240, un polipropilene con fibra di vetro lunga 30%, richiede un controllo preciso. Il suo comportamento è prevedibile, ma richiede attenzione ai dettagli durante il processo di stampaggio per evitare costosi errori in seguito.
Comprendere il comportamento dei materiali
STAMAX 30YM240 presenta tassi di ritiro diversi a seconda della direzione del flusso del materiale. Questo è un fattore critico nel controllo della deformazione. La comprensione di questi valori fin dall'inizio consente di migliorare la progettazione dello stampo e l'impostazione dei parametri di processo. Questa conoscenza è fondamentale per ottenere la stabilità dimensionale.
Impostazioni iniziali dei parametri
Per un materiale come lo STAMAX 30YM240, stabilire una linea di base è fondamentale. Spesso partiamo dalle raccomandazioni del fornitore del materiale e ci regoliamo di conseguenza. La tabella seguente mostra i valori tipici di ritiro con cui lavorano i nostri clienti.
| Direzione | Tasso di restringimento tipico |
|---|---|
| Direzione del flusso | 0,2% - 0,4% |
| Direzione del flusso trasversale | 0,6% - 0,9% |
Queste impostazioni iniziali forniscono un solido punto di partenza per l'ottimizzazione del tempo di raffreddamento.

Il controllo della deformazione nei componenti di grandi dimensioni realizzati con STAMAX 30YM240 va oltre le impostazioni iniziali. Comporta un processo sistematico di risoluzione dei problemi. La disponibilità dell'esatto materiale a livello locale tramite MTM consente ai nostri clienti di eseguire questi test iterativi in modo efficiente senza dover attendere le spedizioni all'estero.
Regolazione della pressione dell'imballaggio
La pressione di riempimento compensa direttamente il ritiro del materiale durante il raffreddamento del pezzo. Nel caso di STAMAX 30YM240, una pressione insufficiente può provocare avvallamenti e vuoti. Al contrario, una pressione eccessiva può provocare un'infiammatura o uno stress, che contribuisce anche alla deformazione. Trovare il giusto equilibrio è fondamentale.
Ottimizzazione del tempo di raffreddamento
Il tempo di raffreddamento deve essere sufficiente affinché il pezzo si solidifichi e diventi stabile prima dell'espulsione. Nel caso di pezzi di grandi dimensioni, questo aspetto è ancora più critico. Accorciare il ciclo è una tentazione, ma un'espulsione prematura blocca le sollecitazioni e causa problemi dimensionali. L'obiettivo è trovare il tempo più breve che garantisca comunque la stabilità del pezzo. Questo aspetto è direttamente correlato a Restringimento volumetrico9.
| Regolazione dei parametri | Effetto sulle dimensioni | Il rischio |
|---|---|---|
| Aumentare la pressione dell'imballaggio | Riduce il restringimento | Potenziale di flash, forte stress |
| Riduzione della pressione di imballaggio | Aumenta il restringimento | Lavandini, vuoti, sottodimensioni |
| Aumentare il tempo di raffreddamento | Migliora la stabilità | Tempo di ciclo più lungo |
| Riduzione del tempo di raffreddamento | Peggiora la deformazione | Deformazione post-stampo |
Questo processo iterativo di regolazione della pressione e del tempo è fondamentale per ottenere tolleranze ristrette.
Il raggiungimento di tolleranze ristrette con STAMAX 30YM240 si basa sul bilanciamento della pressione di confezionamento e del tempo di raffreddamento. Questo controllo preciso è fondamentale per gestire il tasso di ritiro specifico e garantire la stabilità dimensionale del pezzo finale. Una risoluzione efficace dei problemi richiede un approccio basato sui dati relativi a questi parametri critici.
Affrontare le sfide della finitura superficiale con il PP caricato a vetro
L'effetto "fibra fluttuante" è una sfida estetica ben nota per i materiali a fibra di vetro lunga. Si verifica quando le fibre di vetro appaiono sulla superficie del pezzo, creando un aspetto vorticoso o opaco invece di una finitura liscia e uniforme. Questo è particolarmente problematico per i componenti in cui l'aspetto è fondamentale.
L'origine del problema
Questo fenomeno è insito nella natura del polipropilene caricato con vetro. Durante l'iniezione, il polimero fuso, meno viscoso, scorre più velocemente delle fibre, soprattutto in prossimità della parete dello stampo. Questo può lasciare le fibre esposte quando il pezzo si raffredda, influenzando l'aspetto finale della superficie della fibra di vetro.
Passi iniziali per la risoluzione dei problemi
Prima di esplorare metodi avanzati, alcune regolazioni di base del processo possono offrire miglioramenti. Tuttavia, da sole sono spesso insufficienti per ottenere una superficie di classe A di qualità superiore. Ecco alcuni punti di partenza che spesso discutiamo con i clienti.
| Problema di superficie | Causa comune | Soluzione iniziale |
|---|---|---|
| Fibre galleggianti | Bassa temperatura di fusione | Aumento della temperatura di fusione |
| Segni di vortice | Velocità di riempimento incoerente | Ottimizzare il profilo della velocità di iniezione |
| Finitura opaca | Bassa temperatura dello stampo | Aumento della temperatura superficiale dello stampo |

Ottenere una superficie di Classe A
Quando una finitura impeccabile e lucida non è negoziabile, dobbiamo andare oltre le modifiche standard del processo. Per ottenere una superficie di Classe A con materiali come STAMAX 30YM240 sono necessarie tecniche di stampaggio più sofisticate che affrontino direttamente la causa delle fibre flottanti.
Temperature elevate dello stampo
Una strategia efficace consiste nell'aumentare significativamente la temperatura superficiale dello stampo. Uno stampo più caldo consente la formazione di uno strato ricco di resina in superficie, seppellendo di fatto le fibre di vetro sotto una pelle liscia di polimero. Questo migliora la finitura superficiale, ma può anche allungare i tempi di ciclo.
Riscaldamento dinamico degli stampi
Per le applicazioni più impegnative, il riscaldamento e il raffreddamento dinamico dello stampo sono la soluzione migliore. Questo processo prevede il riscaldamento rapido della superficie della cavità dello stampo appena prima dell'iniezione e il successivo raffreddamento per solidificare il pezzo. In questo modo si garantisce una riproduzione ottimale della superficie e si nascondono completamente le fibre. Questo aiuta a prevenire difetti superficiali come Marring10 durante la manipolazione e l'uso.
| Tecnica | Principio | Il migliore per |
|---|---|---|
| Alta temperatura dello stampo | Crea uno strato superficiale ricco di resina | Migliora la brillantezza e nasconde le fibre minori |
| Riscaldamento dinamico degli stampi | Ciclo di riscaldamento/raffreddamento rapido | Ottenere finiture di Classe A |
| Stampaggio a gas | Scavare le sezioni, spingere la resina in superficie | Pezzi di grandi dimensioni con geometria complessa |
Le fibre galleggianti sono un problema comune con il PP caricato a vetro. Mentre le regolazioni di base del processo possono aiutare, per ottenere una superficie di Classe A su materiali come STAMAX 30YM240 sono spesso necessarie tecniche avanzate come temperature di stampo elevate o dinamiche per creare una pelle liscia e ricca di resina.
Attenuazione dell'usura degli utensili durante lo stampaggio della fibra di vetro 30%
Lo stampaggio di materiali con fibra di vetro 30%, come STAMAX 30YM240, presenta una sfida significativa: l'usura abrasiva dello stampo. Le fibre di vetro agiscono come una carta vetrata fine, erodendo gradualmente le superfici critiche dello stampo, soprattutto nelle aree ad alta usura come le porte e gli angoli vivi. Questo accelera il degrado dell'utensile.
Difesa del nucleo: Selezione dell'acciaio da stampo
La scelta del giusto acciaio per stampi è la prima e più importante difesa. L'acciaio P20 standard non è semplicemente abbastanza resistente per la produzione di alti volumi con questi materiali. Gli acciai da stampo temprati sono essenziali per prolungare la durata degli utensili e mantenere la qualità dei pezzi nel tempo.
Acciaio a confronto per applicazioni abrasive
| Tipo di acciaio | Durezza (HRC) | Resistenza all'usura | La robustezza | Raccomandazione |
|---|---|---|---|---|
| P20 (precompresso) | ~30-34 | Basso | Alto | Non per volumi elevati |
| H13 (temprato) | ~48-52 | Buono | Buono | Un buon punto di partenza |
| S7 (temprato) | ~54-56 | Molto buono | Eccellente | Per aree ad alto impatto |
| Serie CPM | ~58-62 | Eccellente | Buono | Il migliore per gli inserti critici |
La scelta di un acciaio ad alta durezza è fondamentale, ma non è la soluzione completa. L'interazione tra il polimero fuso e la superficie dell'acciaio è un processo complesso. Comprendere i principi di Tribologia11 ci aiuta a capire che l'attrito e l'abrasione sono forze interconnesse che causano il degrado dello stampo.
Protezione avanzata: Rivestimenti e manutenzione
Per ottenere la massima longevità, soprattutto nelle applicazioni più impegnative, dobbiamo guardare oltre l'acciaio di base. I rivestimenti protettivi creano una barriera che riduce significativamente l'impatto abrasivo diretto delle fibre di vetro presenti in STAMAX 30YM240.
Il ruolo dei rivestimenti superficiali
I rivestimenti al carbonio simile al diamante (DLC) o al nitruro di titanio (TiN) creano una superficie estremamente dura e a basso attrito sullo stampo. Questo strato, spesso di pochi micron, riduce drasticamente il tasso di usura abrasiva, proteggendo l'acciaio sottostante e preservando i dettagli del pezzo.
La manutenzione proattiva è fondamentale
Anche con l'acciaio e i rivestimenti migliori, un piano di manutenzione proattivo non è indispensabile per prolungare la durata degli utensili. L'ispezione e la pulizia regolari delle zone ad alta usura, come l'area della porta, sono fondamentali. In questo modo è possibile individuare precocemente l'usura prima che influisca sulle dimensioni del pezzo o sulla finitura superficiale.
Gestire efficacemente l'usura degli utensili in materiali caricati a vetro richiede un approccio multiforme. La combinazione di acciai temprati, rivestimenti superficiali avanzati come il DLC e un programma di manutenzione rigoroso è la strategia più affidabile per garantire la stabilità della produzione a lungo termine e proteggere il vostro investimento.
Ottenete il vostro materiale di prova per stampi STAMAX 30YM240 velocemente con MTM
Pronti a modellare con STAMAX 30YM240? Eliminate le attese, i ritardi logistici e l'incertezza sui materiali: inviateci subito la vostra richiesta per STAMAX 30YM240 originale o equivalente consegnato direttamente in Cina. Accelerate il processo di prova dello stampo e mantenete il vostro progetto nei tempi previsti con le soluzioni pre-stock di MTM!

-
Scoprite come questa proprietà influisce sulla resistenza e sulle prestazioni dei pezzi in base alla direzione del flusso. ↩
-
Questo valore aiuta a prevedere la rigidità del materiale, fondamentale per la progettazione di componenti strutturali rigidi. ↩
-
Capire come questa proprietà influisce sulla deformazione del materiale sotto sforzo, fondamentale per la progettazione di componenti durevoli. ↩
-
La comprensione della resistenza allo scorrimento aiuta a prevedere la stabilità dimensionale a lungo termine di un componente sotto carico continuo. ↩
-
La comprensione di questo concetto aiuta a prevedere il flusso di materiale e a ottimizzare il processo di stampaggio a iniezione. ↩
-
La comprensione di questo aspetto aiuta a ottimizzare il flusso di fusione e a prevenire i difetti del materiale. ↩
-
La comprensione di questa proprietà aiuta a chiarire perché l'essiccazione si concentra sull'umidità superficiale e non sull'assorbimento interno. ↩
-
La comprensione di questo concetto aiuta a diagnosticare e risolvere i problemi di deformazione dei pezzi nelle materie plastiche rinforzate con fibre. ↩
-
La comprensione di questo aspetto aiuta a ottimizzare i profili di imballaggio per ottenere una densità uniforme e un controllo dimensionale. ↩
-
La comprensione della marmorizzazione aiuta a progettare superfici durevoli e a selezionare misure protettive adeguate per le applicazioni ad alta usura. ↩
-
La comprensione di questo campo aiuta a prevedere e prevenire l'usura del materiale, fondamentale per le prestazioni a lungo termine dello stampo e per il risparmio economico. ↩