Trovare la giusta resina PBT per lo stampaggio di precisione in Cina può far deragliare l'intera tempistica del progetto. Molti ingegneri devono fare i conti con forniture di materiali incoerenti, specifiche di qualità poco chiare e problemi di lavorazione che portano a costosi cicli di prove ed errori.
Valox PBT offre una stabilità dimensionale e una resistenza all'umidità superiori rispetto alle alternative in nylon, rendendolo la scelta preferita per i connettori automobilistici e i componenti elettrici che richiedono prestazioni affidabili in ambienti difficili.

Grazie al mio lavoro presso MTM, ho aiutato i team di ingegneri a districarsi tra le complessità della selezione dei gradi Valox e dell'ottimizzazione della lavorazione. Questa guida copre tutto, dalle proprietà del materiale ai parametri di stampaggio, assicurandovi di prendere decisioni informate per il vostro prossimo progetto in Cina.
Importanza strategica di Valox PBT nell'ingegneria di precisione
Quando la precisione non è negoziabile, la scelta del materiale diventa fondamentale. In ingegneria, spesso si valutano opzioni come il nylon, il PET e il Valox PBT. Sebbene ognuno di essi abbia i suoi meriti, la resina Valox offre una stabilità dimensionale superiore, soprattutto in ambienti caratterizzati da fluttuazioni di umidità e temperatura.
Perché Valox PBT si distingue
La tendenza del nylon ad assorbire l'umidità può portare a rigonfiamenti e variazioni delle proprietà, un rischio per i pezzi a tolleranza stretta. Il Valox PBT, invece, presenta un assorbimento di umidità molto basso. Ciò garantisce che i componenti mantengano le dimensioni e le prestazioni specificate per l'intera durata di vita.
Stabilità comparativa
I dati mostrano chiaramente perché Valox è spesso preferito per le applicazioni di alta precisione.
| Materiale | Assorbimento di umidità (a 23°C, 50% RH) | Impatto sulla stabilità dimensionale |
|---|---|---|
| Valox PBT | Molto basso (<0,2%) | Alto |
| Nylon (PA66) | Moderato (~2,5%) | Da basso a moderato |
| PET | Basso (<0,6%) | Da moderato a elevato |
Questa stabilità rende Valox una scelta affidabile per progetti ingegneristici complessi.
Oltre la stabilità dimensionale
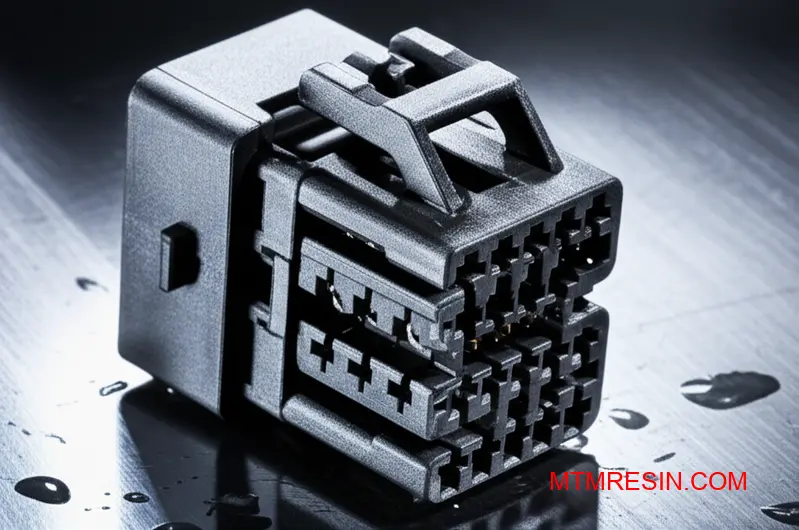
I vantaggi della resina Valox vanno oltre la stabilità. Le sue eccellenti proprietà di isolamento elettrico la rendono la scelta migliore per i connettori automobilistici e gli alloggiamenti elettronici. Queste applicazioni richiedono prestazioni costanti, dove anche piccole variazioni del materiale dovute all'assorbimento dell'umidità possono causare guasti critici nel tempo.
Inoltre, la sua resistenza a un'ampia gamma di sostanze chimiche, compresi i fluidi per autoveicoli e i solventi industriali, rappresenta un vantaggio significativo. Ciò garantisce un'affidabilità a lungo termine in ambienti operativi aggressivi, un fattore chiave per i componenti utilizzati in ambito industriale o automobilistico.
Considerazioni sulla lavorazione per le prove di stampo
Il raggiungimento di queste proprietà dipende dalla corretta lavorazione. Valox PBT è sensibile a Idrolisi1 durante lo stampaggio, se i pellet non vengono adeguatamente essiccati in precedenza. Questo processo chimico può degradare la catena polimerica, indebolendo notevolmente la resistenza meccanica e l'integrità del pezzo finale.
Noi di MTM ci assicuriamo che i nostri materiali di prova Valox siano conservati in condizioni ottimali. Questo previene tali problemi, consentendo al vostro team in Cina di condurre prove di stampo accurate senza preoccuparsi che la qualità del materiale comprometta i risultati.
| Parametro | Valox PBT | Nylon (PA66) |
|---|---|---|
| Temperatura di asciugatura | 120-140°C | 80-90°C |
| Tempo di asciugatura | 2-4 ore | 2-4 ore |
| Temperatura di fusione | 240-260°C | 260-290°C |
| Temperatura dello stampo | 60-90°C | 80-120°C |
In sintesi, Valox PBT offre un'eccezionale stabilità dimensionale e resistenza chimica, fondamentali per i componenti di precisione. Una corretta gestione del materiale è la chiave per liberare tutto il suo potenziale, garantendo prestazioni affidabili in applicazioni impegnative, dall'elettronica ai componenti automobilistici.
Decifrare il portafoglio di resine Valox: Da 310 a 420SEO
Orientarsi nella gamma di resine Valox può essere complesso. Ogni grado offre proprietà distinte, adatte ad applicazioni specifiche. Comprendere le differenze fondamentali tra le varie serie è il primo passo verso una scelta consapevole del materiale per il vostro progetto. Questo è particolarmente vero per i settori più esigenti.
Le famiglie principali di Valox
Il portafoglio è principalmente suddiviso in gradi non caricati e rinforzati. La serie 300 rappresenta le resine PBT non caricate, note per la loro eccellente lavorabilità e finitura superficiale. La serie 400, invece, incorpora un rinforzo in fibra di vetro che migliora significativamente le proprietà meccaniche.
Serie chiave a confronto
| Serie | Caratteristiche principali | Beneficio primario |
|---|---|---|
| Serie 300 | PBT non riempito | Eccellente estetica e fluidità della superficie |
| Serie 400 | PBT rinforzato con vetro | Elevata resistenza e rigidità |

La principale distinzione all'interno della famiglia Valox è tra i gradi non caricati e quelli rinforzati. Questa scelta ha un impatto diretto sulle caratteristiche prestazionali del pezzo finale. È un argomento frequente di discussione quando i clienti hanno bisogno di materiali per le prove degli stampi in Cina.
Serie 300 vs. Serie 400
La serie 300, non riempita, è ideale per i pezzi che richiedono una finitura superficiale di alta qualità e dettagli complessi. Si pensi ai connettori elettrici o agli alloggiamenti degli elettrodomestici. Le sue eccellenti proprietà di fluidità la rendono adatta a geometrie di stampo complesse.
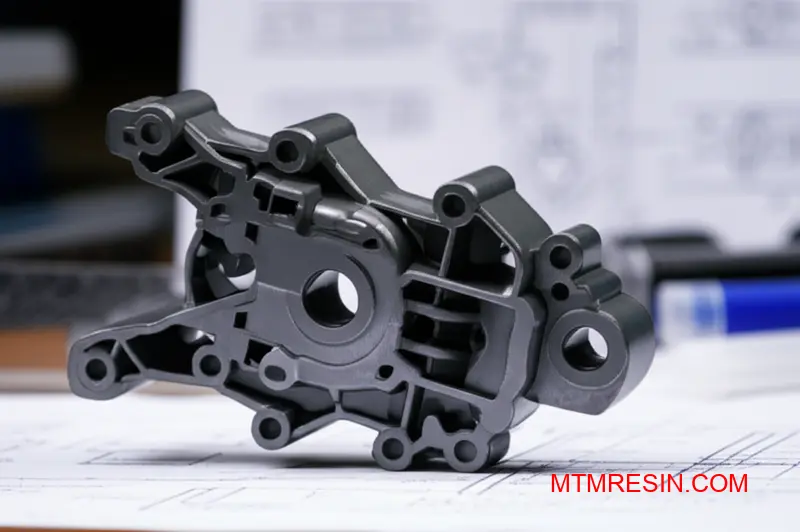
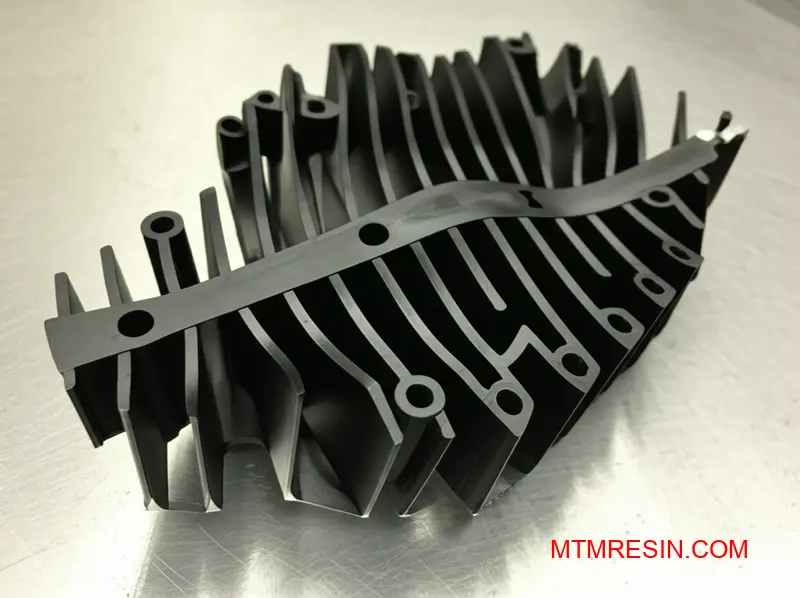
La serie 400 è il cavallo di battaglia per i componenti strutturali. L'aggiunta di fibre di vetro crea un composito con resistenza, rigidità e stabilità dimensionale superiori. Per questo è la scelta ideale per i componenti automobilistici, gli alloggiamenti delle pompe industriali e le staffe portanti in cui l'integrità meccanica è irrinunciabile.
Applicazioni di grado specifico
Valox 357
Valox 357 è un grado non caricato modificato per gli urti. È stato ampiamente utilizzato in applicazioni che richiedono una buona resistenza chimica e una maggiore tenacità rispetto al PBT standard, come nel caso di alcuni alloggiamenti per sensori automobilistici.
Valox 420SEO
Valox 420SEO è forse il grado più conosciuto. Si tratta di un PBT 30% caricato a vetro con una classificazione di fiamma V-0. Il suo equilibrio tra elevata resistenza, rigidità e proprietà elettriche lo rende un punto fermo per connettori, bobine e interruttori. La sua eccellente Resistenza allo scorrimento2 è fondamentale in questo caso.
Valox 553
Valox 553 è una resina rinforzata con vetro e minerali 30%. Questa miscela offre una deformazione molto bassa e un'eccellente stabilità dimensionale, un requisito comune per i grandi pannelli piatti della carrozzeria automobilistica o per gli involucri elettronici intricati in cui la planarità è fondamentale.
La conoscenza della gamma Valox è fondamentale per la scelta del materiale. La serie 300 non caricata eccelle nell'estetica, mentre la serie 400 rinforzata offre resistenza strutturale. Gradi come 420SEO e 553 offrono proprietà specifiche per le applicazioni elettriche e automobilistiche più esigenti.
Proprietà fisiche fondamentali: Perché gli ingegneri scelgono Valox PBT
Il vantaggio dell'ingegneria
Gli ingegneri scelgono spesso Valox PBT per le sue prestazioni costanti. È un materiale affidabile che bilancia resistenza meccanica, stabilità dimensionale e lavorabilità. Questo lo rende una scelta obbligata per i componenti complessi in cui il fallimento non è un'opzione. I risultati prevedibili sono essenziali.
Bilanciare prestazioni e affidabilità
Quando si specificano i materiali, è fondamentale bilanciare più requisiti. Valox eccelle in questo campo. La sua combinazione unica di proprietà assicura che i componenti non solo soddisfino le specifiche iniziali, ma mantengano anche la loro integrità nel corso della vita del prodotto, il che è fondamentale per la reputazione del marchio e la sicurezza.
| Focus sulla proprietà | Applicazione tipica | Risultato |
|---|---|---|
| Resistenza meccanica | Alloggiamenti, connettori | Durata |
| Resistenza chimica | Parti di ricambio per autoveicoli | Longevità |
| Isolamento elettrico | Interruttori, prese | Sicurezza |
Attributi fondamentali delle prestazioni
Il valore di Valox PBT è evidente quando si esaminano le sue resistenze specifiche. Nel settore automobilistico, l'eccellente resistenza chimica di Valox è un vantaggio fondamentale. I componenti esposti a oli, grassi e carburanti vari mantengono l'integrità strutturale, evitando rigonfiamenti o crepe per tutta la durata del veicolo.
Proprietà dell'isolamento elettrico
Per le applicazioni elettriche, l'attenzione si sposta sull'isolamento. Valox offre un elevato rigidità dielettrica3, fondamentale per prevenire le dispersioni di corrente elettrica. La costante dielettrica stabile del PBT è utile anche per i componenti ad alta frequenza, garantendo l'integrità del segnale nell'elettronica moderna. Questo aspetto è essenziale per la sicurezza e le prestazioni.
Stabilità al calore
Il calore è un altro fattore critico. L'elevata temperatura di deflessione termica dei gradi Valox garantisce che i componenti non si deformino se esposti a temperature elevate. Ciò è fondamentale per i componenti automobilistici o per i dispositivi elettronici compatti che funzionano a caldo, dove le prestazioni devono rimanere stabili.
| Proprietà | Rilevanza del settore automobilistico | Rilevanza del settore elettrico |
|---|---|---|
| Resistenza chimica | Resiste a oli, carburanti e solventi | Resiste ai detergenti e ai prodotti chimici industriali |
| Rigidità dielettrica | Isola sensori e connettori | Impedisce la formazione di archi elettrici in interruttori e prese di corrente |
| Resistenza al calore | Mantiene l'integrità in prossimità dei motori | Gestisce il calore dei componenti ad alta potenza |
Valox PBT è richiesto dagli ingegneri per le sue solide proprietà fisiche. La sua superiore resistenza chimica, l'elevata rigidità dielettrica e l'eccellente stabilità al calore ne fanno una scelta affidabile per i componenti critici dell'esigente industria automobilistica ed elettrica, garantendo prestazioni e sicurezza a lungo termine.
Valox non riempito e Valox riempito di vetro: Impatto sull'integrità strutturale
La scelta tra Valox non caricato e Valox caricato con vetro è una decisione cruciale per l'integrità strutturale. L'aggiunta di fibre di vetro modifica drasticamente le proprietà del materiale. Non si tratta solo di aggiungere resistenza, ma di trovare un compromesso tra rigidità, tenacità e persino il modo in cui il pezzo viene lavorato.
Resina Valox non caricata
Il PBT non caricato, o Valox, offre buone prestazioni generali. Ha un'eccellente resistenza chimica e proprietà elettriche. Il suo uso strutturale è ottimale per i componenti che non devono affrontare elevate sollecitazioni meccaniche, ma che richiedono stabilità dimensionale e una buona finitura superficiale.
Resina Valox caricata a vetro
Il Valox rinforzato con vetro aumenta notevolmente le proprietà meccaniche. L'aggiunta di fibre di vetro aumenta la rigidità e la resistenza, rendendolo adatto ad applicazioni complesse. Tuttavia, questo rinforzo può ridurre la resistenza agli urti e introdurre problemi di lavorazione che devono essere presi in considerazione.
Confronto delle prestazioni chiave
| Proprietà | Valox non riempito | Valox riempito di vetro |
|---|---|---|
| Rigidità | Moderato | Molto alto |
| Resistenza alla trazione | Buono | Eccellente |
| Resistenza agli urti | Alto | Moderato |
| Finitura superficiale | Eccellente | Buono |
Quando si va oltre la scheda tecnica, le differenze tra resina non caricata e resina caricata diventano ancora più chiare. L'aggiunta di fibre di vetro non è un semplice upgrade, ma cambia radicalmente il comportamento del materiale. Spesso consigliamo ai clienti di considerare questi compromessi pratici durante le prove degli stampi.
Impatto del rinforzo in vetro
Il Valox rinforzato con vetro offre un sostanziale aumento della resistenza alla trazione e della Modulo di flessione4. Questo lo rende ideale per i componenti che devono resistere alla flessione e alla deformazione sotto carico, come staffe, alloggiamenti o connettori. Le fibre agiscono come uno scheletro all'interno della matrice polimerica.
Il compromesso sulla fragilità
Tuttavia, questa maggiore rigidità ha un costo. Le fibre possono interrompere la capacità della catena polimerica di assorbire l'energia d'impatto, rendendo il materiale più fragile. Un pezzo Valox non riempito potrebbe ammaccarsi o deformarsi in caso di impatto, mentre una versione riempita di vetro ha maggiori probabilità di rompersi.
Considerazioni sull'elaborazione
Inoltre, l'orientamento delle fibre di vetro durante lo stampaggio a iniezione può causare un ritiro anisotropo, con conseguente deformazione. Questo è un problema comune che noi di MTM aiutiamo a risolvere, garantendo che gli stampi dei nostri clienti siano progettati per adattarsi al comportamento unico del Valox rinforzato con vetro. La scelta del grado corretto è fondamentale.
Il Valox caricato con vetro offre una rigidità e una resistenza alla trazione superiori per le parti portanti. Il Valox non caricato offre una migliore resistenza agli urti e una finitura superficiale più fine. La scelta finale dipende dal bilanciamento di questi compromessi meccanici per soddisfare le esigenze strutturali della vostra specifica applicazione.
Considerazioni sui ritardanti di fiamma: Comprendere le classificazioni di Valox V0
Nella progettazione di componenti elettronici, il ritardo di fiamma non è solo una caratteristica, ma un requisito di sicurezza fondamentale. La classificazione UL94 V0 è il gold standard per molte applicazioni. Questa classificazione garantisce che un materiale si autoestingua rapidamente dopo l'esposizione a una fiamma, riducendo al minimo il rischio di incendio.
Perché V0 è un benchmark
Materiali come il Valox PBT sono spesso scelti per le loro eccellenti proprietà elettriche e meccaniche. Il raggiungimento di una classificazione V0, in particolare nei progetti a parete sottile, dimostra una formulazione superiore. È essenziale per componenti come connettori e interruttori, dove il calore e le correnti elettriche sono costanti.
Comprendere le valutazioni
La classificazione V0 è più severa di quella V1 o V2, in quanto consente una combustione minima e l'assenza di gocce infuocate.
| Valutazione | Tempo di combustione | Gocciolamento |
|---|---|---|
| V0 | Si ferma entro 10 secondi | Nessuno consentito |
| V1 | Si ferma entro 30 secondi | Nessuno consentito |
| V2 | Si ferma entro 30 secondi | Sono consentite le gocce infuocate |
Questa distinzione è fondamentale per la selezione del materiale durante le prove di stampaggio.
Per i componenti elettronici, il rispetto di standard normativi come l'UL94 non è negoziabile. La sfida si intensifica man mano che i componenti diventano sempre più piccoli e sottili. Un materiale che raggiunge V0 a 3,0 mm potrebbe fallire a 0,8 mm, uno spessore comune per i connettori moderni.
Le sfumature dei test UL94
Il test di combustione verticale UL94 è un processo rigoroso. Una fiamma viene applicata a un campione per una durata prestabilita e viene misurato il tempo necessario per l'autoestinzione. Questo processo ci aiuta a capire le prestazioni reali di un materiale sotto stress termico ed è un fattore chiave per la convalida del materiale.
Prestazioni a parete sottile
Raggiungere una classificazione V0 in sezioni sottili è un'impresa ingegneristica significativa. La massa ridotta del materiale può bruciare più rapidamente. È qui che brillano alcuni gradi specifici di PBT ritardante di fiamma, come alcune resine Valox. Sono formulate per mantenere il ritardo di fiamma anche a spessori minimi. Un altro parametro fondamentale che spesso consideriamo è il Indice di ossigeno limite (LOI)5, che aiuta a quantificare l'infiammabilità.
Gradi Valox raccomandati per V0
Nel mio lavoro all'MTM, spesso guido i clienti verso specifiche qualità di Valox in base allo spessore della parete della loro applicazione.
| Grado Valox | V0 Spessore (tipico) | Applicazione comune |
|---|---|---|
| Valox 420SEO | 0,75 mm | Connettori, interruttori |
| Valox DR48 | 1,5 mm | Alloggiamenti, zoccoli |
| Valox 357X | 0,4 mm | Componenti in miniatura |
La scelta del grado giusto è fondamentale per superare la certificazione e garantire l'affidabilità del prodotto.
La selezione del grado Valox corretto con classificazione UL94 V0 allo spessore richiesto è fondamentale per la sicurezza e la conformità dei componenti elettronici. Noi di MTM disponiamo di questi specifici gradi di PBT ritardanti di fiamma per garantire che le prove di stampaggio soddisfino questi standard.
Valox vs. Nylon 66: la scelta per le applicazioni elettriche
Quando si sceglie un materiale per le applicazioni elettriche, in particolare per i connettori, l'ambiente gioca un ruolo fondamentale. La scelta tra Valox (PBT) e Nylon 66 (PA66) si riduce spesso a un fattore critico: l'umidità. Sebbene entrambi siano eccellenti tecnopolimeri, le loro prestazioni in condizioni di umidità differiscono notevolmente.
La sfida degli ambienti umidi
Il nylon 66 è igroscopico, cioè assorbe facilmente l'acqua dall'aria. Questo assorbimento può alterare la stabilità dimensionale e le proprietà di isolamento elettrico. Per un connettore di precisione, questo è un problema importante. Il Valox, invece, presenta un assorbimento di umidità molto più basso, che lo rende una scelta più stabile.
Confronto iniziale tra le proprietà
| Proprietà | Valox (PBT) | Nylon 66 (PA66) |
|---|---|---|
| Assorbimento dell'umidità | Molto basso | Alto |
| Stabilità dimensionale | Eccellente | Discreto (quando è bagnato) |
| Clima adatto | Umido / bagnato | Secco / Controllato |
Questa stabilità rende il Valox un materiale affidabile per le applicazioni in cui la costanza è fondamentale.
Il problema principale del Nylon 66 in ambienti umidi è la sua suscettibilità all'idrolisi, in cui le molecole d'acqua rompono le catene polimeriche. Questo processo degrada l'integrità meccanica ed elettrica del materiale nel tempo. Per parti come i connettori automobilistici esposti agli elementi, questo può portare a guasti prematuri.
Ripartizione tecnica: PBT vs. PA66
Il Valox, un tipo di PBT, ha una struttura chimica intrinsecamente più resistente all'acqua. Il minore assorbimento di umidità fa sì che le dimensioni fisiche e le proprietà elettriche rimangano notevolmente stabili, anche in presenza di umidità elevata. Si tratta di un vantaggio fondamentale per il mantenimento di tolleranze ristrette nei progetti di connettori. Il materiale Cristallinità6 contribuisce anche a questo, creando una struttura più compatta che resiste all'ingresso dell'acqua.
Impatto sulle prestazioni elettriche
L'assorbimento dell'umidità influisce direttamente sulle capacità isolanti di un materiale. Quando il Nylon 66 assorbe acqua, la sua rigidità dielettrica e la sua resistività volumetrica possono diminuire in modo significativo. In base ai nostri test con i clienti, questo cambiamento può compromettere la sicurezza e l'affidabilità di un componente elettrico. Valox mantiene le sue eccellenti proprietà elettriche in modo molto più costante.
| Proprietà elettrica | Valox (PBT) in aria umida | Nylon 66 (PA66) in aria umida |
|---|---|---|
| Rigidità dielettrica | Stabile | Diminuzioni |
| Resistività di volume | Stabile | Diminuzioni |
| Variazione dimensionale | Minimo | Significativo |
Noi di MTM guidiamo spesso i clienti verso Valox per le prove di stampo che coinvolgono parti destinate a regioni umide, assicurando che i loro progetti superino la convalida senza intoppi legati all'umidità.
Per le applicazioni elettriche in ambienti umidi, il basso assorbimento di umidità di Valox garantisce una stabilità dimensionale ed elettrica superiore. Il nylon 66 è un materiale resistente ma viene compromesso dall'acqua, rendendo Valox la scelta più affidabile per i componenti che richiedono prestazioni costanti nel tempo.
Linee guida per la progettazione di Valox: Nervature, bocchette e spessore della parete
Quando si progettano pezzi con Valox, la gestione dello spessore delle pareti è la prima linea di difesa contro i difetti. L'ideale è uno spessore uniforme, ma quando sono necessarie variazioni, la transizione deve essere graduale. Cambiamenti bruschi possono causare concentrazioni di stress e segni di affondamento, soprattutto con materiali a ciclo rapido come il PBT.
Spessore ottimale della parete
Il mantenimento del corretto spessore delle pareti assicura che il materiale Valox scorra in modo uniforme e si raffreddi in modo uniforme. In questo modo si evitano le deformazioni e gli avvallamenti, che sono problemi comuni. In base ai nostri test, il rispetto degli intervalli raccomandati è fondamentale per la qualità e le prestazioni dei pezzi.
Gamme di spessore generali di Valox
| Tipo di grado Valox | Spessore consigliato (mm) |
|---|---|
| Gradi non compilati | 1.0 - 3.5 |
| Riempito di vetro | 1.5 - 5.0 |
| Ritardante di fiamma | 1.2 - 4.0 |
Fondamenti di progettazione delle nervature
Le nervature aumentano la resistenza senza aggiungere spessore o peso significativi. Tuttavia, le nervature mal progettate possono creare problemi estetici come i segni di affondamento. Il segreto è fare in modo che lo spessore di base della nervatura sia una frazione dello spessore della parete adiacente, di solito circa 50-60%. In questo modo si riduce al minimo l'accumulo di materiale.
Una corretta progettazione dei pezzi Valox non è solo teoria, ma ha un impatto diretto sull'efficienza produttiva e sulla qualità finale dei pezzi. La natura semicristallina del PBT significa che si ritira quando si raffredda, e le sezioni spesse sono la causa principale degli antiestetici segni di affossamento sulla superficie opposta.
Prevenzione dei difetti più comuni
Per evitare questi problemi, il rapporto tra spessore delle nervature e spessore delle pareti non è negoziabile. Consiglio sempre ai clienti di iniziare con 50% e di aumentare solo se l'analisi strutturale lo richiede. Un raggio generoso alla base della nervatura aiuta anche la Indice di flusso di fusione7 e riduce lo stress.
Migliori pratiche di progettazione delle costole
| Parametro | Raccomandazione | Motivazione |
|---|---|---|
| Altezza della nervatura | < 3x Spessore della parete | Previene i problemi di raffreddamento e le rotture. |
| Raggio della base della nervatura | > 0,5 volte lo spessore della parete | Riduce la concentrazione di stress. |
| Distanza tra le nervature | > 2x spessore della parete | Assicura un adeguato raffreddamento tra le costole. |
| Angolo di sformo | 0,5° - 1,5° per lato | Facilita l'espulsione dei pezzi. |
Noi di MTM ci assicuriamo di avere il grado di Valox corretto per la prova dello stampo. In questo modo è possibile testare i principi di progettazione con l'esatto materiale destinato alla produzione, evitando costose modifiche agli stampi in un secondo momento. Una prova riuscita convalida sia lo stampo che il progetto del pezzo.
È essenziale rispettare le linee guida specifiche di Valox per quanto riguarda lo spessore delle pareti e il rapporto costole/pareti. Queste regole prevengono i comuni difetti di stampaggio, come i segni di affossamento, garantendo l'integrità strutturale e la qualità estetica dei componenti finali in PBT. Questo approccio proattivo fa risparmiare tempo e riduce i costi.
Strategie di posizionamento dei cancelli per i componenti in Valox rinforzati con vetro
Nello stampaggio di Valox rinforzato con vetro, il posizionamento del gate è una decisione cruciale. Influisce direttamente sull'allineamento delle fibre di vetro all'interno del polimero fuso. Questo allineamento, o orientamento delle fibre, determina la resistenza finale del pezzo e può causare deformazioni se non viene gestito correttamente. Una corretta progettazione del gate per il PBT è essenziale.
La sfida dell'orientamento delle fibre
Un gating non corretto fa sì che le fibre si allineino in modo da creare tensioni interne. Questo spesso porta alla deformazione dei pezzi dopo l'espulsione. L'obiettivo è creare un fronte di flusso prevedibile e uniforme, assicurando che le fibre siano orientate in modo da rinforzare il pezzo dove ha più bisogno di forza.
Linee di saldatura ed estetica
Le linee di saldatura si formano dove due fronti di fusione si incontrano. Nel Valox caricato con vetro, le fibre non riescono a mescolarsi attraverso questa linea, creando un punto debole e un'imperfezione superficiale visibile. La posizione del gate determina il punto in cui queste linee di saldatura appaiono sul pezzo finale.
| Posizione del cancello | Impatto sull'orientamento delle fibre | Impatto sulle linee di saldatura |
|---|---|---|
| Fine della parte | Allinea le fibre lungo il percorso del flusso | Spinge la linea di saldatura all'estremità del pezzo |
| Centro della parte | Crea un modello di fibra radiale | Può creare linee di saldatura multiple sui bordi |
| Vicino all'area critica | Può rafforzare caratteristiche specifiche | Può posizionare una linea di saldatura in un punto debole |

La fisica alla base di questi problemi è semplice ma critica. Le fibre di vetro agiscono come minuscole barre d'acciaio nel calcestruzzo; forniscono resistenza solo lungo la loro lunghezza. Quando la resina Valox fluisce nello stampo, le fibre si allineano alla direzione del flusso, come i tronchi in un fiume. Questo allineamento direzionale è la causa principale di molti problemi.
Comprendere la deformazione dall'orientamento delle fibre
Il problema principale è Restringimento anisotropo8. Il materiale si ritira meno nella direzione dell'orientamento delle fibre e più nella direzione trasversale (flusso incrociato). Questo ritiro differenziale crea tensioni interne che piegano o torcono il pezzo durante il raffreddamento. Un PBT con un design non ottimale del gate esaspera questo effetto.
Rafforzamento delle linee di saldatura deboli
La resistenza delle linee di saldatura è un problema importante. Poiché le fibre non attraversano la linea di saldatura, queste aree possono essere significativamente più deboli del resto del pezzo. Nei nostri test con i clienti, abbiamo scoperto che un gate ben posizionato può spostare una linea di saldatura in un'area non critica, preservando l'integrità strutturale del pezzo.
| Problema | Soluzione strategica per il gate | Risultato atteso |
|---|---|---|
| Curvatura | Cancello lungo l'asse maggiore | Promuove un flusso uniforme e unidirezionale |
| Linea di saldatura debole | Cancello di posizionamento per spostare la linea di saldatura | Posiziona il punto debole in un'area a bassa sollecitazione |
| Imperfezioni superficiali | Utilizzare un ventilatore o un cancello a linguetta | Riduce il taglio e migliora la finitura superficiale |
Noi di MTM aiutiamo spesso i clienti ad analizzare il progetto del loro cancello. A volte, una semplice regolazione può evitare costose modifiche agli utensili. Si tratta di controllare il fronte di flusso della resina Valox fin dall'inizio.
Il corretto posizionamento del gate per il Valox rinforzato con vetro non è solo un suggerimento, ma un requisito. Regola l'orientamento delle fibre e la posizione delle linee di saldatura, influenzando direttamente la resistenza meccanica, la stabilità dimensionale e l'aspetto del pezzo. Una progettazione strategica del gate è essenziale per ottenere risultati di stampaggio di successo.
Controllo del ritiro e della deformazione dello stampo in Valox PBT
Controllare il ritiro e la deformazione nel PBT Valox è una sfida comune. Il successo dipende dalla padronanza dei parametri di lavorazione chiave. Queste regolazioni influenzano direttamente la stabilità dimensionale del pezzo finale, evitando costosi difetti di stampaggio a iniezione.
Parametri di elaborazione chiave
La messa a punto del processo è fondamentale. L'interazione tra raffreddamento e imballaggio determina il risultato. Piccole modifiche possono avere un impatto significativo sulla qualità dei pezzi.
Il ruolo del tempo di raffreddamento
Un tempo di raffreddamento sufficiente consente alla struttura cristallina di solidificarsi correttamente. Affrettare questa fase porta spesso a un ritiro imprevedibile quando il pezzo si raffredda fuori dallo stampo. Ciò può causare gravi deformazioni.
Impatto della pressione di imballaggio
La pressione di confezionamento compensa il ritiro del materiale durante il raffreddamento. L'applicazione corretta garantisce il riempimento completo della cavità, riducendo i vuoti e le macchie.
| Parametro | Effetto sul ritiro | Effetto sulla deformazione |
|---|---|---|
| Aumento della pressione dell'imballaggio | Diminuzioni | Può aumentare (se non uniforme) |
| Aumento del tempo di raffreddamento | Stabilizza | Diminuzioni (se uniformi) |
| Diminuzione della temperatura di fusione | Aumenta | Può aumentare |
| Aumento della temperatura dello stampo | Diminuzioni | Può diminuire (se uniforme) |
Essendo un materiale semicristallino, il comportamento di Valox PBT durante il raffreddamento è particolare. Le catene polimeriche si organizzano in strutture ordinate, causando una significativa riduzione di volume. Questo processo è il principale responsabile dell'elevato tasso di ritiro del Valox.
Risoluzione dei problemi per ingegneri
Quando si affrontano i difetti, bisogna concentrarsi sul rapporto tra pressione e tempo. L'obiettivo è gestire la transizione del materiale dallo stato fuso a quello solido all'interno dello stampo.
Il problema dell'imballaggio insufficiente
Se la pressione di imballaggio è troppo bassa o viene applicata per un periodo troppo breve, il materiale si stacca dalle pareti dello stampo durante la cristallizzazione. Questo porta a una pressione superiore a quella prevista Restringimento volumetrico9 e può provocare segni di affondamento o vuoti. È una causa frequente di rottura dei pezzi.
Parametri di bilanciamento per ridurre la deformazione PBT
Per ridurre la deformazione dei pezzi in PBT è necessario un approccio equilibrato. Sebbene un'elevata pressione di impaccamento riduca il ritiro, se applicata in modo non uniforme può creare tensioni interne che causano deformazioni successive. Spesso consigliamo ai clienti di iniziare con una pressione moderata e di regolarla in base alla geometria del pezzo.
| Scenario | Sintomo | Azione raccomandata |
|---|---|---|
| Bassa pressione d'imballaggio | Segni di affondamento, elevato ritiro | Aumento della pressione o della durata dell'impacco |
| Alta pressione d'imballaggio | Flash, elevata sollecitazione interna | Diminuire la pressione del premistoppa, controllare il tonnellaggio della pinza |
| Tempo di raffreddamento breve | Deformazione dopo l'espulsione | Aumentare il tempo di raffreddamento, garantire un raffreddamento uniforme |
Avere una fornitura costante di Valox da una fonte affidabile come MTM è fondamentale. Permette di sviluppare un processo stabile senza preoccuparsi delle variazioni di materiale che possono influenzare i risultati.
Per gestire efficacemente il Valox PBT è necessario bilanciare il tempo di raffreddamento e la pressione di confezionamento. Questo controllo è fondamentale per prevenire i più comuni difetti di stampaggio a iniezione e per garantire la conformità dei pezzi a precise specifiche dimensionali.
Considerazioni sulla progettazione della vite e sulla velocità di iniezione per il PBT
La lavorazione del PBT richiede un'attenzione particolare alla progettazione della vite e alla velocità di iniezione per ottenere risultati ottimali. In base ai nostri test, una vite generica è generalmente sufficiente, ma le specifiche sono importanti. Per materiali come il Valox, una configurazione adeguata previene la degradazione e garantisce l'integrità del pezzo.
Parametri consigliati per la vite
Una vite con un rapporto lunghezza/diametro (L/D) compreso tra 20:1 e 24:1 è ideale. In questo modo si ottiene un tempo di permanenza adeguato per una fusione uniforme senza rischiare una degradazione termica. Il rapporto di compressione deve essere moderato.
| Parametro | Valore consigliato | Motivo |
|---|---|---|
| Rapporto L/D | 20:1 - 24:1 | Assicura una fusione uniforme |
| Rapporto di compressione | 2.5:1 - 3.0:1 | Previene l'eccessivo calore di taglio |
| Tipo di vite | Uso generale | Sufficiente per la maggior parte dei gradi PBT |
Una nota sugli ugelli
Utilizzare sempre un ugello a flusso libero. Evitare gli ugelli di chiusura, poiché il taglio che introducono può facilmente degradare il PBT, rendendo i pezzi fragili. Questo piccolo dettaglio può fare una differenza significativa nella qualità finale dei pezzi.

La velocità di iniezione è un fattore critico di bilanciamento quando si stampano i PBT. La sua bassa viscosità di fusione lo fa fluire facilmente, ma questa caratteristica lo rende anche suscettibile di problemi se la velocità non è gestita correttamente. È necessario trovare il punto di equilibrio tra il riempimento del pezzo e il danneggiamento del materiale.
Evitare la bruciatura da taglio
Le alte velocità di iniezione generano un notevole attrito, o sforzo di taglio, all'interno delle catene polimeriche. Questo può causare la bruciatura del materiale, lasciando striature scure sul pezzo. Quando lavoriamo con i clienti sulle prove Valox, consigliamo sempre di iniziare con una velocità moderata e di aumentarla con cautela.
Riempimento di sezioni a parete sottile
Al contrario, una velocità di iniezione troppo bassa può portare a un congelamento prematuro, con conseguenti riprese brevi, soprattutto nelle sezioni a parete sottile. Per le geometrie complesse, spesso è necessario un profilo di iniezione a più fasi per riempire completamente il pezzo senza causare bruciature da taglio. Il segreto è usare una velocità più elevata per le sezioni sottili e rallentare per le aree più spesse. Un'alta Velocità di taglio10 può degradare rapidamente il materiale se non viene gestito.
| Fase di iniezione | Velocità | Applicazione |
|---|---|---|
| Riempimento iniziale | Moderato | Riempie senza problemi le corsie e l'area del cancello |
| Riempimento principale | Veloce | Riempie rapidamente le sezioni a parete sottile |
| Confezione/Tenuta | Lento | Impacchetta le sezioni spesse, riduce gli affossamenti |
Noi di MTM aiutiamo i clienti a risolvere questi problemi, assicurandoci che dispongano del materiale giusto e delle conoscenze fondamentali in materia di elaborazione per un processo di successo.
In sintesi, il successo dello stampaggio del PBT si basa su una vite ben scelta e su una velocità di iniezione equilibrata. Un rapporto L/D adeguato previene la degradazione del materiale, mentre una velocità di iniezione attentamente controllata assicura un riempimento completo senza causare difetti indotti dal taglio.
Applicazioni dei connettori per autoveicoli: Perché Valox rimane lo standard
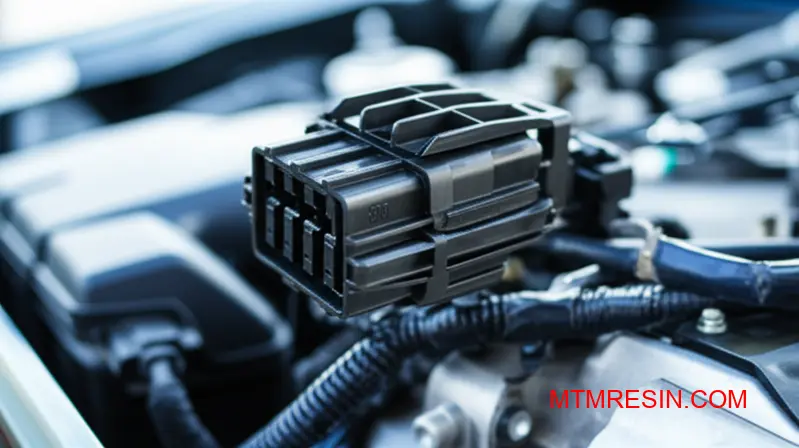
Quando si sceglie una resina per connettori automobilistici, l'ambiente sotto il cofano rappresenta la sfida più difficile. Valox PBT è diventato lo standard non per caso, ma per la costanza delle sue prestazioni dove più conta. Resiste in modo affidabile alle temperature estreme, alle vibrazioni e all'esposizione chimica tipiche dei vani motore.
Requisiti di prestazione chiave
Per gli ingegneri, la scelta dei materiali è fondamentale. Il fallimento non è un'opzione quando si tratta di sicurezza e affidabilità del veicolo. Valox offre un profilo equilibrato che soddisfa questi requisiti rigorosi, garantendo che i connettori mantengano la loro integrità per tutta la durata di vita del veicolo. Di seguito è riportato un confronto semplificato.
| Proprietà | Requisiti | Prestazioni Valox |
|---|---|---|
| Stabilità termica | Resistenza da -40°C a 150°C | Eccellente |
| Resistenza chimica | Resiste a oli, carburanti e grassi | Alto |
| Isolamento elettrico | Elevata rigidità dielettrica | Eccellente |
| Stabilità dimensionale | Basso assorbimento di umidità | Alto |
Il vero banco di prova per le applicazioni PBT sotto il cofano è l'esposizione a lungo termine a condizioni difficili. Non si tratta solo di sopravvivere a un singolo evento, ma di resistere per anni. I gradi Valox sono specificamente formulati per una resistenza chimica superiore nel settore automobilistico contro i fluidi che degraderebbero materiali meno pregiati.
Resistenza ai fluidi automobilistici
I connettori sono spesso esposti a olio motore, benzina, liquido dei freni e refrigerante. Queste sostanze chimiche possono far gonfiare, ammorbidire o incrinare i materiali. Valox PBT mantiene le sue proprietà strutturali ed elettriche, evitando guasti prematuri. Questa resistenza riduce il rischio di costose richieste di garanzia e garantisce l'affidabilità del sistema.
Sopravvivere al ciclo termico
Il vano motore è soggetto a continui sbalzi di temperatura, dal freddo gelido dell'avviamento all'elevato calore di esercizio. Questi cicli termici possono causare l'espansione e la contrazione dei materiali, con conseguenti microfratture e guasti alle connessioni. Valox presenta variazioni dimensionali minime, un fattore chiave per prevenire problemi quali Criccatura da stress chimico11 in combinazione con carichi meccanici e chimici.
| Esposizione ai fluidi | Resistenza Valox | Impatto sui connettori |
|---|---|---|
| Olio motore / Grasso | Eccellente | Nessun gonfiore o perdita di integrità |
| Benzina / Diesel | Molto buono | Mantiene la forza di tenuta e di connessione |
| Fluido dei freni | Eccellente | Previene il degrado del materiale |
| Refrigeranti (glicole) | Molto buono | Prestazioni stabili nel tempo |
Noi di MTM forniamo spesso ai clienti specifiche qualità di Valox per le prove di stampo in Cina, assicurando che i loro pezzi soddisfino questi esigenti requisiti sotto il cofano fin dall'inizio.
La miscela di stabilità termica, resistenza chimica e integrità dimensionale di Valox PBT ne fa il punto di riferimento per i connettori sottocofano. Le sue prestazioni comprovate in questi ambienti difficili garantiscono l'affidabilità a lungo termine richiesta dalle moderne applicazioni automobilistiche, evitando costosi guasti lungo la linea.
Aumentate il successo del vostro progetto: Scegliete MTM per Valox PBT
Siete pronti per l'approvvigionamento di Valox PBT e le prove di stampo in Cina? Contattate subito MTM per avere accesso immediato a Valox di qualità ingegneristica in stock e alla guida di esperti, senza spedizioni all'estero o ritardi. Ottenete un preventivo rapido, accelerate la progettazione di precisione e garantite la coerenza dei materiali con l'affidabile supporto locale di MTM!

-
Capire come questo processo chimico può influire sull'integrità del materiale e sulle prestazioni dei pezzi durante la lavorazione ad alta temperatura. ↩
-
Scoprite come questa proprietà influisce sulle prestazioni a lungo termine dei pezzi sotto carico costante, fondamentale per la progettazione di componenti strutturali. ↩
-
La comprensione di questa proprietà aiuta a progettare componenti elettrici ad alta tensione più sicuri e affidabili. ↩
-
La comprensione di questa proprietà aiuta a prevedere la resistenza del materiale alla flessione sotto carico. ↩
-
Scoprite come questo indice quantifica l'infiammabilità dei materiali, aiutandovi nella selezione avanzata dei materiali per le applicazioni critiche. ↩
-
Scoprite come la struttura interna di un materiale ne determina le prestazioni reali e la resistenza all'umidità. ↩
-
La comprensione di questa proprietà aiuta a prevedere il comportamento del materiale durante lo stampaggio, migliorando l'accuratezza della progettazione e il controllo del processo. ↩
-
Scoprite come questa proprietà provoca la deformazione e influisce sull'accuratezza dimensionale dei pezzi stampati. ↩
-
La comprensione di questo concetto aiuta a prevedere il comportamento del materiale e a migliorare la qualità dei pezzi al di là delle semplici misure lineari. ↩
-
La comprensione di questo concetto è fondamentale per ottimizzare il flusso di materiale e prevenire la degradazione molecolare durante il processo di iniezione. ↩
-
La comprensione di questo meccanismo di rottura è fondamentale per la progettazione di parti in plastica durevoli esposte alle comuni sostanze chimiche del settore automobilistico. ↩