Makrolonポリカーボネートを使った射出成形は、グレードの混乱や加工不良、材料調達の遅れに遭遇するまでは、簡単なように思われがちです。エンジニアは、コベストロの広範なポートフォリオから適切なグレードを選択するのに苦労し、重要な試験段階でシルバーストリーク、気泡、認証の問題に直面することがよくあります。.
マクロロンの射出成形では、一貫した結果を得るために、慎重なグレード選択、正確な加工パラメーター、信頼できる材料調達が必要です。成功の鍵は、命名法を理解し、温度プロファイルを最適化し、試験工程を通して材料の信頼性を確保することにあります。.
この包括的なガイドブックでは、等級名称の解読から一般的な欠陥のトラブルシューティングまで、マクロロンの射出成形プロセス全体を解説します。また、中国での成形試験でこれらの課題を克服したエンジニアリング・チームとの協力から得た実践的な知見も紹介します。.
Makrolonのポートフォリオは複雑に見えますが、その命名システムは基本を理解すれば非常に論理的です。これを理解することは、お客様の金型トライアルに適したポリカーボネートグレードを選択し、コストのかかるミスを防ぐ鍵となります。MTMでは、お客様がこれらの名称を読み解くお手伝いをよくしています。.
コア・ナンバリング・システム
一次識別子は4桁の数字である。最初の桁は、一般的なファミリーやアプリケーションのタイプを示すことが多い。例えば、2000シリーズは標準的な汎用ファミリーであり、他のシリーズは難燃性やUV安定性のような特殊な特性を示す場合があります。.
粘度インジケータの説明
多くの一般的なグレードの下2桁は、メルトボリュームフローレイト(MVR)で測定される粘度と直接相関しています。数値が低いほど粘度が高く(流れが遅い)、数値が高いほど粘度が低い(流れが速い)ことを示す。これは加工にとって非常に重要である。.
| グレード | MVR (300°C/1.2 kg) | 共通アプリケーション |
|---|---|---|
| マクロロン2405 | 19cm³/10分 | 流れやすく、薄い壁 |
| マクロロン2805 | 10cm³/10分 | 中粘度、一般 |
| マクロロン3105 | 6.0cm³/10分 | 高粘度、エクストルージョン |

Makrolon 2407と2805のような高粘度グレードと低粘度グレードの選択は、エンジニアリングチームにとって共通の課題です。この決定は、成形プロセスと最終部品の性能の両方に直接影響します。材料が金型を満たすかどうかという問題だけではありません。.
成形における粘度の影響
低粘度(MVRが高い)グレードは流動性が高く、複雑な形状や薄肉の部品に適しています。しかし、機械的強度が低下することがある。高粘度グレードは耐衝撃性と耐久性に優れるが、より高い射出圧力と射出温度を必要とする。.
適切なグレードの選択
ポリカーボネートのメルトフローレートは、工具の設計と部品の要件に適合していなければなりません。私の経験では、間違ったMVRのグレードを使用すると、粘度が低すぎる場合は引火、高すぎる場合はショートショットのような問題が発生します。このため、複数のグレードを試用できるようにしておくことが非常に重要です。A 熱可塑性プラスチック1 その核となる特性を知っていれば、材料の挙動は予測可能である。.
| 粘度レベル | 典型的なMVRの範囲 | 加工に関する考慮事項 | パート・パフォーマンス |
|---|---|---|---|
| 低い | >15cm³/10分以上 | より低い圧力、より速いサイクル | 複雑なディテールに適している |
| ミディアム | 8~15cm³/10分 | バランス処理ウィンドウ | 多用途、一般用 |
| 高い | <8cm³/10分 | より高い圧力と温度 | 優れた靭性、強度 |
効率的な材料選択のためには、マクロロンの命名法を理解することが重要です。シリーズと粘度インジケーターに注意を払うことで、選択したグレードがお客様の用途の加工要求と最終的な性能要件に完全に合致することを確認し、重要な金型試験中の時間を節約することができます。.
汎用グレードと特殊グレードの比較樹脂の用途への適合
適切な樹脂を選ぶことは、単に材料の種類を選ぶことではありません。特定の特性を用途に合わせることです。Makrolon 2805のような汎用ポリカーボネートは、多くの屋内用途に最適な主力製品です。しかし、屋外での使用や複雑な形状の部品の場合はどうでしょうか。
汎用PC
汎用グレードは、優れた衝撃強度と透明性を備えています。コストパフォーマンスに優れ、広く入手可能であるため、形状や適合性が重視される初期の金型試作に最適です。ほとんどの内部部品に信頼できる標準を提供します。.
専門グレードの必要性
特殊グレードは、性能を高めるために添加剤を加えて設計されている。例えば、UV安定化ポリカーボネートは、黄変や劣化を防ぐために屋外製品に不可欠です。離型性グレードは、複雑な金型から部品がスムーズに射出されるのを助け、サイクルタイムと外観不良を低減します。.
| グレード・タイプ | 主な特徴 | 一般的な使用例 |
|---|---|---|
| 汎用 | 標準パフォーマンス | 屋内ハウジング、ライトパイプ |
| UV安定化 | 耐日光性 | 屋外照明、エンクロージャー |
| 金型リリース | より容易な排出 | 複雑な薄肉部品 |

標準樹脂と特殊樹脂のどちらを選択するかは、多くの場合、環境暴露と製造の複雑さという2つの重要な要因に左右されます。これらを考慮しないと、部品の不具合や製造の遅れにつながる可能性があります。PC樹脂の選択ガイドにおいて、これは非常に重要なステップです。.
紫外線安定化が重要な理由
太陽光にさらされた標準的なPC部品は劣化する。と呼ばれるプロセスにより、材料はもろくなり、変色する。 光酸化2. .UV安定化ポリカーボネートには、紫外線を吸収する添加剤が含まれており、ポリマー構造を保護し、屋外用途での長期耐久性を保証します。.
離型剤の役割
深いリブやテクスチャー加工が施された部品には、離型剤グレードが非常に有効です。これらの内部潤滑剤は、プラスチックとスチール金型との間の摩擦を低減します。これにより、より迅速できれいな部品の排出が可能になり、ストレスマークを最小限に抑え、全体的な生産効率を向上させることができます。.
MTMでは、汎用と特殊の両方のMakrolonグレードを在庫しています。これにより、中国での金型試験で最終製品に指定された正確な材料が使用され、検証の問題を未然に防ぐことができます。.
| シナリオ | 推奨グレード | 理由 |
|---|---|---|
| 自動車用ヘッドランプレンズ | UV安定化PC | 常時日光にさらされることに耐えなければならない |
| 小型スナップ付き医療機器 | 離型PC | 微細な特徴のクリーンなリリースを保証 |
| 内部電子筐体 | 汎用マクロロン | 特別な環境や成形の必要がない |
最初から正しい樹脂グレードを選択することが重要です。Makrolon 2805のような汎用樹脂は多くの用途に優れていますが、紫外線安定剤や離型剤を使用した特殊グレードは、特定の性能や製造のニーズに不可欠であり、製品の寿命と効率を保証します。.
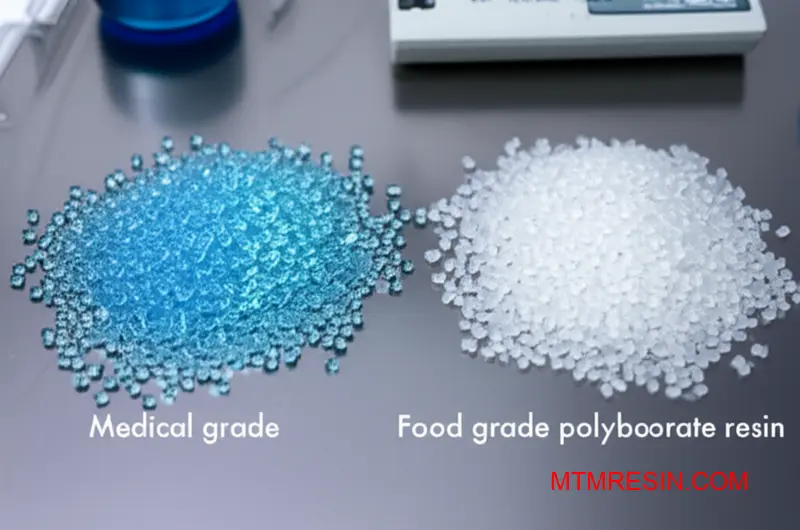
医療および食品接触コンプライアンス:マクロロンRxと食品グレードの選択
適切なMakrolonグレードを選択することは、規制対象製品にとって極めて重要です。この決定は単純な機械的特性にとどまらず、患者の安全性と消費者保護に直接影響します。医療用材料と食品用材料の選択は互換性がなく、慎重な検討が必要です。.
主な指名の違い
その主な違いは、使用目的と適合する規制にある。マクロロンRxグレードは医療機器向けで、食品グレードは台所用品などの用途向けです。両者を混同すると、プロジェクトの大きな後退や監査時のコンプライアンス違反の原因となります。.
| グレード・タイプ | 主な用途 | 主な規制の焦点 |
|---|---|---|
| マクロロンRx | 医療機器 | 生体適合性(ISO 10993) |
| マクロロン食品 | 食品接触品目 | 移行試験(FDA、EU 10/2011) |
プロジェクト・スケジュールへの影響
間違った材料を選択すると、検証試験に失敗し、高価な再設計につながることがよくあります。MTMでは、両方のタイプのMakrolon樹脂を中国に在庫しており、初日から正しい適合材料で金型試験を進めることができます。.
医療機器規制のナビゲーション
医療機器については、ISO 10993が管理基準となっている。このプロトコルは 生体適合性3 これは患者の安全にとって基本的な要件である。これは患者の安全のための基本的な要件である。.
生体適合性ポリカーボネートの代表格であるMakrolon Rxシリーズは、これらの厳格な基準に照らして特別に設計され、試験されています。事前に認証された医療グレードのMakrolonを使用することで、製造業者は大きなアドバンテージを得ることができ、デバイスの検証プロセスを合理化し、リスクを軽減することができます。.
食品接触コンプライアンスの要点
食品に接触する用途では、米国のFDA CFR 21や欧州のEU 10/2011などの規制が主な関心事となる。これらの基準は、プラスチックから食品への物質の移行を制限し、消費者を保護することに重点を置いている。.
| 規制 | 主な焦点 | テスト範囲 | 材料使用例 |
|---|---|---|---|
| ISO 10993 | 生体反応 | 細胞毒性、感作性 | 手術器具、薬物送達 |
| FDA / EU | 化学物質の移行 | 抽出物、浸出物 | 食品容器、調理器具 |
FDA準拠のPC樹脂を選択することは、食品に触れることを意図した製品にとって不可欠です。両部門の要件を満たす材料もありますが、このような用途では専用の食品グレードマクロロンを使用するのが最も安全で効率的な方法です。.
Makrolon Rxと食品グレードのどちらを選ぶかは、最終用途の規制環境に完全に依存します。医療用途ではISO 10993に基づく生体適合性が要求され、食品との接触ではFDA準拠のための移行試験が必要です。プロジェクトの成功には、前もって正しい選択をすることが重要です。.
難燃ソリューション:マクロロンFRシリーズへのディープダイブ
電子機器や自動車部品の材料を選ぶ際、安全性は譲れません。難燃(FR)特性は非常に重要です。コベストロのMakrolon FRシリーズは、難燃PCの厳しい業界基準を満たすよう特別に設計された、信頼性の高いソリューションを提供します。これらの材料は、性能を損なうことなく安全性を確保します。.
Makrolon FRグレードの主な用途
どのグレードがお客様のプロジェクトに適しているかを理解することが第一歩です。用途によって求められる難燃性や物性は異なります。私たちは、中国での金型試験において、お客様がこれらの選択肢の中から適切な材料を選択できるよう、しばしばお手伝いしています。.
| グレード例 | 主な特徴 | 共通アプリケーション |
|---|---|---|
| マクロロン FR7087 | UL94 V-0 @ 1.5 mm | 電子ハウジング |
| マクロロン FR7067 | UL94 5VA @ 3.0 mm | 電源ユニット |
| マクロロンFR6005 | ハイフロー、V-0 | 薄肉部品 |
このシリーズは、安全で耐久性のある製品設計のための強固な基盤を提供します。.
燃焼性等級を理解する
電子機器用ハウジング材料では、UL94規格が世界共通の基準となっています。UL94 V-0は、2回の着火で10秒以内に自己消火することを意味します。これは、安全性が最優先される家電製品などの火災防止に不可欠です。.
トレードオフ:FR添加剤 vs マテリアルフロー
ポリカーボネートでUL94 V-0を達成するには、特定の添加剤が必要です。しかし、これらの添加剤は多くの場合、材料の粘度を増加させます。そのため、射出成形時に溶融プラスチックが流れにくくなります。このトレードオフは、複雑な形状や薄い壁を持つ部品にとって大きな考慮事項です。.
FR添加剤のレベルを上げると、主要な加工パラメーターに影響を与える可能性があります。Makrolonグレードの選択は、要求される安全性と部品の製造可能性のバランスを取る必要があります。一部の難燃剤は 白熱灯4 保護炭化層を形成するメカニズムである。.
加工への影響
以下は、FRレベルとメルトフローインデックス(MFI)の関係を、我々のテストデータに基づいて簡略化したものである。MFIが低いほど流動性が悪いことを示す。.
| FR添加物レベル | 代表的なUL94定格 | 相対的MFI |
|---|---|---|
| 低い | V-2 | 高い |
| ミディアム | V-0 @ 3.0 mm | ミディアム |
| 高い | V-0 @ 1.5 mm | 低い |
MTMでは、様々なMakrolon FRグレードを在庫しており、お客様の特定の金型や用途にどの材料が最適なバランスを提供するかを、ここ中国で迅速にテストすることができます。.
Makrolon FRシリーズは、セーフティクリティカルな用途に不可欠なUL94 V-0規格の材料を提供します。エンジニアは、複雑な電子部品や自動車部品の製造を成功させるために、これらの難燃性と加工要件、特に材料フローとのバランスを注意深く取る必要があります。.
光学的品質と光透過率:透明部品への配慮
明確さの重要な役割
自動車用照明や家電製品などの用途では、光学的品質は譲れません。歪みなく光を透過する材料の能力は、性能と安全性に直接影響します。適切な樹脂を選択することは、あらゆる透明部品の設計プロセスにおける最初の、そして最も重要なステップです。.
主要業績評価指標
光の透過率とヘイズレベルです。透過率が高ければ最大限の明るさが得られ、ヘイズが低ければ透明度が保証されます。光学グレードのMakrolonのような材料は、これらの分野に優れるように特別に設計されており、要求の厳しい用途に理想的です。.
素材比較
以下は、金型トライアルでクライアントとよく話し合う一般的な透明素材の概要です。.
| 素材 | 光透過率(%) | ヘイズ(%) |
|---|---|---|
| PC(汎用) | 85-89 | >1.0 |
| PC(光学グレード) | 89-92 | <1.0 |
| PMMA | 92-93 | <1.0 |
| COC・COP | 91-92 | <0.5 |
このように、特定の光学グレードのポリカーボネートなど、素材のグレードは大きな違いを生む。.

レンズの先端材料に関する考察
照明や自動車用レンズのメーカーと仕事をする場合、話は基本的な透明性にとどまりません。私たちは、過酷な条件下での長期的な性能に取り組まなければなりません。このような顧客にとって、材料の選択とは、初期の光学的品質と製品寿命にわたる耐久性のバランスをとることです。.
自動車規格への適合
自動車用レンズには、紫外線暴露による黄変に強く、温度変化に耐える素材が必要です。高透過性ポリカーボネート、特にMakrolon LED2245のようなグレードは人気のある選択肢です。優れた熱安定性とUVプロテクションを提供し、レンズの透明性と機能性を何年も維持します。.
LED照明への挑戦
最新のLED照明システムは高効率だが、局所的に熱を発生することがある。材料は光を効率的に透過させるだけでなく、熱ストレスを劣化させることなく管理する必要があります。MTMでは、熱ストレスを最小限に抑えるよう設計された特定の樹脂を調達するお手伝いをよくしています。 複屈折5 などの光学的欠陥が成形中に発生します。最初から正しい自動車用レンズ樹脂を選択することで、コストのかかる金型の調整やトライアルの遅れを防ぎ、プロジェクトをスケジュール通りに進めることができます。中国に材料があらかじめストックされていることは、お客様の厳しい開発スケジュールにとって大きな利点となります。.
適切な透明材料を選択するには、光学性能、耐久性、加工性のバランスを取る必要があります。特定のMakrolonグレードのような光学グレードの樹脂は、要求の厳しい用途向けに設計されており、自動車やLED照明製品の成功に不可欠な高い光透過率と低いヘイズを保証します。.
射出成形パラメータの最適化:温度と圧力の制御
射出成形では、温度と圧力を正しく設定することが基本です。マクロロンポリカーボネートのような材料では、正確なコントロールが不良を防ぎます。バレル温度が低すぎると、材料は適切に流動しません。温度が高すぎると、材料が劣化して脆くなったり変色したりします。.
適切な設定が部品の品質を保証します。目標は、一貫した高品質の部品を生産する安定したプロセスです。私たちは、ベースラインを確立し、特定の金型と部品の形状に基づいて段階的に調整するよう、クライアントにアドバイスすることがよくあります。.
バレルと金型温度
バレルの温度プロファイルは重要である。均一な溶融を確保するために、供給ゾーンからノズルまで徐々に上昇させる必要があります。プロファイルの設定が不十分だと、未溶融の粒子や材料の劣化につながり、最終製品の強度と外観に直接影響します。.
金型温度も同様に重要である。冷却速度に影響し、表面仕上げ、収縮、内部応力に影響します。MakrolonのようなPC材料の場合、良好な表面仕上げと応力の最小化を実現するには、高い金型温度が必要になることが多い。.
| パラメータ | 推奨範囲 (°C) | 備考 |
|---|---|---|
| バレル・リアゾーン | 260 - 280 | 適切な材料供給 |
| バレル・ミドルゾーン | 280 - 300 | 一次融解帯 |
| バレル・フロント・ゾーン | 290 - 310 | 溶融温度の均一化 |
| ノズル温度 | 285 - 305 | よだれ防止のため、やや低めに設定 |
| 金型温度 | 80 - 120 | 高い温度は表面仕上げを向上させる |

スピードとストレスの関係
射出速度は成形品の内部応力に直接関係します。射出速度が速いと金型への充填は早くなりますが、溶融ポリマーに高いせん断速度が生じます。この過程で大きな応力が発生し、後に反りや亀裂の原因になることがあります。.
バランスを見つけることが重要です。顧客とのテストに基づくと、適度な速度から始めて結果を観察するのが現実的なアプローチです。異なる流動条件下で素材がどのように振る舞うかを考慮する必要があります。 レオロジー6. .これは、圧力が溶融物を通してどのように伝達されるかを予測するのに役立つ。.
射出圧力設定
射出圧力は、材料が凍結する前にキャビティを完全に充填するのに十分でなければならない。しかし、過剰な圧力は引けや過充填を引き起こし、寸法上の問題につながります。次に、冷却に伴う材料の収縮を補うために、保持圧力をかけます。.
この2段階の圧力制御は、寸法精度にとって極めて重要です。これを正しく行うには、特にMakrolonのような特定のグレードを使用する場合、経験が必要です。MTMでは、このような試験に必要な正確な材料を供給することで、変動要因を排除し、チームがプロセスの最適化のみに集中できるようにしています。.
| インジェクション・パラメーター | 高すぎることの影響 | 低すぎることの影響 |
|---|---|---|
| 射出速度 | 高い内部応力、フラッシュ | ショートショット、フローマーク |
| 射出圧力 | フラッシュ、オーバーパッキング、パートストレス | ショートショット、シンクマーク |
| 保持圧力 | 排出しにくく、ストレスが高い | シンクマーク、ボイド、反り |
バレル温度と金型温度、射出圧力と射出速度をマスターすることは、高品質の成形に不可欠です。マクロロンのような材料に適切なパラメータを使用することで、一般的な欠陥を防ぎ、内部応力を低減し、どのようなプロジェクトでも一貫した部品の完全性を確保することができます。.
一般的な欠陥の軽減:シルバーストリーク、バブル、スプレイを解決する
シルバーストリーク、気泡、スプレイなどの視覚的欠陥は、プロジェクトを中断させる可能性があります。Makrolonのような素材を扱う場合、これらの問題は多くの場合、いくつかの核心的な加工上の問題を指しています。その根本原因を理解することが、解決への第一歩です。.
欠陥の原因を特定する
これらの欠陥は似ているように見えるかもしれないが、異なる問題から生じている。シルバーの筋やスプレイは湿気が原因であることが多く、気泡は閉じ込められたガスや材料の劣化を示すことがあります。問題を正しく特定することで、成形現場での貴重な時間を節約できます。.
一般的な原因
体系的なアプローチは、欠陥の原因となっている変数を切り分けるのに役立つ。大きな調整を行う前に、マテリアルハンドリングや機械の設定といった基本を確認することが重要である。.
| 欠陥 | 第一容疑者 | 第二容疑者 |
|---|---|---|
| シルバーストリーク | 材料中の水分 | 閉じ込められた空気 |
| 泡 | 熱劣化 | 換気不良 |
| スプレイマーク | 乾燥不足 | 過度のせん断熱 |
クイックチェック
オープン部に材料をパージして、素早く "エア・ショット "を実行することは有効です。パージした材料に気泡や筋が見られる場合は、金型そのものではなく、材料やバレルの状態に問題がある可能性が高い。.
トラブルシューティング
エンジニアや技術者にとって、明確な診断経路は不可欠です。ここでは、ポリカーボネート成形不良の解決策を、Makrolonのような素材に特有の湿気、熱、換気の問題と結びつけて説明します。.
湿気による欠陥
ポリカーボネートは 吸湿性7, つまり、空気中の水分を吸収しやすい。適切に乾燥させないと、この水分がバレル内で蒸気に変わり、部品表面に銀色の筋やスプレイマークが発生する。これが、このような視覚的欠陥の最も一般的な原因である。.
暑さに関する問題
過度の熱や長時間の滞留はマクロロンを劣化させ、部品内に気泡を形成するガスを放出します。これは水分によるボイドとは異なります。バレル温度が高すぎたり、サイクル時間が不必要に長かったりすると、このようなことが起こります。.
排気とこもった空気
材料が適切に乾燥され、温度も適切であれば、問題は機械的なものかもしれない。金型のベントが不十分だと、キャビティ内に空気が滞留します。この圧縮空気は、湿気の問題を模倣した欠陥を引き起こしたり、充填経路の端に焼け跡を生じさせたりする可能性がある。.
| 症状 | 正当な理由 | 推奨される措置 |
|---|---|---|
| ゲートから放射状に伸びる筋 | 水分 | 乾燥機の温度と時間を確認する。. |
| 最厚部内部の泡 | 素材の劣化 | 樽の温度を下げるか、滞留時間を短くする。. |
| 充填終了時のスプレイマーク | こもった空気 / 通気不良 | カビの吹き出し口に詰まりや大きさがないか確認する。. |
このようなポリカーボネート成形の一般的な欠陥を解決するには、理路整然としたプロセスが必要です。水分管理、熱管理、適切な金型換気に取り組むことで、Makrolon成形品のスプレイマークやシルバーストリークをほとんどなくすことができ、高品質の結果を確保し、プロジェクトをスケジュール通りに進めることができます。.
真正性とトレーサビリティ:グローバルな試験における本物のマクロロンの確保
グローバルな金型試験において、未承認の「現地同等品」を使用するリスクは重大な懸念事項です。サプライヤーが、マクロロンと同じだと主張して、一般的なポリカーボネートを提供するかもしれません。このような近道は、予測不可能な変数をもたらし、プロジェクト全体の完全性を損なう可能性があります。.
未確認資料の問題点
指定外の材料を使用すると、試験に失敗し、不正確なデータが得られる可能性があります。物理的特性が一致せず、部品の性能、寸法安定性、外観に問題が生じる可能性がある。これは、最終的な生産材料で金型を検証するという試験の目的を損なうことになる。.
純正マクロロンとジェネリックPCの比較
その違いを理解することが重要です。コベストロの本物のマクロロンは、一般的な材料では再現できないことが多い特定の性能特性を持っています。.
| 特徴 | 純正マクロロン | 汎用ポリカーボネート |
|---|---|---|
| 一貫性 | バッチ間の信頼性 | サプライヤーにより異なる |
| パフォーマンス | 正確な仕様に適合 | しばしば逸脱する |
| トレーサビリティ | 完全文書化 | 限定的またはなし |

分析証明書(COA)の役割
材料の検証において最も重要な書類は、分析証明書(COA)です。これは樹脂の同一性、ロット番号、仕様への準拠を証明する決定的なものです。MTMでは、すべてのバッチについて完全な樹脂COA検証を提供することに常にこだわっています。.
樹脂の確認方法
COAは単なる紙切れではありません。それは保証である。COAには、メルトフローレート、密度、その他の特性などの重要なデータが含まれています。このデータは、お客様が安価な代用品ではなく、本物のコベストロ樹脂を使用していることを確認するものです。コベストロでは、お客様にこれらの特性をダブルチェックしていただくために、しばしば高度な方法を用いています。.
COAの重要情報
- メーカー名 コベストロと明記すべきだ。.
- 製品のグレード 指定のMakrolonグレードに適合すること。.
- ロット番号 完全な材料トレーサビリティのために不可欠。.
- テスト結果: 主要な物理的特性は、指定された範囲内でなければならない。.
このレベルの検証は、我々にとって標準的なやり方だ。高度な分析 分光学8 ポリマーのユニークな化学指紋を確認するために使用することもでき、その真偽を疑う余地はない。.
グローバルな試験を成功させるためには、材料の真正性を確保することは譲れません。常に分析証明書を要求し、本物のマクロロンを使用していることを確認してください。このシンプルなステップにより、偽造品や不正確な材料によるコストのかかる遅延や失敗からプロジェクトを守ることができます。.
同等素材と指定ブランドの比較:代替のタイミング
指定されたブランドと同等の材料のどちらを選ぶかは、金型トライアルにおいて重要な選択です。プロジェクトでMakrolonのような高級ポリカーボネートが指定された場合、中国での調達は遅れの原因となります。最初のT1トライアルでは、多くの場合、金型の形状と基本的な機能を確認することが目的です。.
T1では同等品が認められるか?
初期段階の試 験では、データシートが同等の高品質の現地同等品で十 分な場合が多い。このアプローチにより、コストのかかる海外発送を待つことなく、フィット感、形状、機械的作用をチェックすることができる。初期フィードバックのループが大幅に加速されます。.
主な決定要因
決断はトライアルの目的次第。簡単な比較は選択の指針になる。.
| トライアルステージ | 主要目標 | 推奨素材 |
|---|---|---|
| T1(ファーストショット) | 金型の機能、寸法を確認する | 同等PC |
| T2(リファインメント) | 処理パラメータの最適化 | 同等または指定ブランド |
| 最終検証 | 製品性能の認証 | 指定ブランド(マクロロン) |

データシートは出発点にはなるが、全体像を把握することはできない。材料代替のリスクは、すぐにはわからない微妙な違いに潜んでいることが多い。これには、加工添加物のばらつき、バッチ間の一貫性、ストレス下での長期性能などが含まれます。.
データシートを超えて
Makrolonのような指定ブランドは、一貫した分子構造と特性を保証します。ポリカーボネートは アモルファス9 つまり、その性能はポリマーの内部構造に関係している。同等のものが紙の上では一致していても、実際の成形圧力や温度の下では異なる挙動を示すかもしれない。.
検証のためのフレームワーク
MTMでは、Makrolon同等品の実用的な検証プロセスを通じてお客様をご案内しています。これには、重要な品質属性に焦点を当てた直接比較が含まれます。.
重要な比較ポイント
代用する際には、最終製品に影響を与える可能性のある逸脱を分析します。材料の挙動のわずかな違いでも、金型トライアルやその後のバリデーションの結果に影響することがあります。.
| 属性 | 指定マクロロン | 潜在的同等リスク |
|---|---|---|
| 収縮 | 一貫性と予測可能性 | ばらつきが大きく、公差に影響する |
| メルトフロー | バッチ間の安定性 | 変動する可能性があり、プロセスの調整が必要 |
| 光学的透明度 | 高くて均一 | 若干のヘイズや色ずれがある場合がある |
初期のT1試験で同等の材料を使用することで、待ち時間が短縮され、金型のバリデーションが加速されます。しかし、最終的な性能と規制当局のサインオフのためには、Makrolonのような指定ブランドを使用することは譲れません。重要なのは、各アプローチがプロジェクトのタイムラインにいつ適しているかを知ることです。.
二次作業マクロロン部品の塗装、接着、溶接
成形後、Makrolonの部品はしばしば仕上げが必要になります。塗装、接着、溶接などの二次加工は、美観と機能の両方にとって重要です。しかし、すべての方法がすべてのグレードのMakrolonポリカーボネートに適しているわけではありません。設計段階からこれらのステップを計画することが重要です。.
初期プロセスの選択
適切な二次加工を選択するかどうかは、用途の要件に完全に依存します。例えば、塗装は外観と耐紫外線性を向上させ、溶接は強固な構造接合を実現します。最終的な部品が耐える特定の応力を考慮する必要があります。これを怠ると、部品の故障につながります。.
| オペレーション | 主要目標 | 主要課題 |
|---|---|---|
| 絵画 | 美学、UVプロテクション | 接着性、溶剤適合性 |
| ボンディング | アセンブリ、シーリング | 接着剤の選択、表面処理 |
| 溶接 | 構造用ジョイント | 素材グレード、ジョイントデザイン |
グレードとプロセスのマッチング
Makrolonのグレードによって反応は異なります。例えば、医療機器用に設計されたグレードは、表面の化学的性質により特定の塗料を受け付けないことがあります。材料の選択が非常に重要なのはこのためです。MTMでは、成形だけでなく、プロセス全体に必要な正確なグレードの調達をお手伝いします。.
超音波溶接マクロロン
超音波溶着は、マクロロン部品を接合するための一般的な方法です。高周波振動を利用して固体溶接を行います。しかし、このプロセスが成功するかどうかは、接合部の設計、使用するマクロロンのグレード、機器の設定に大きく依存します。.
フィラーの影響
ガラス繊維入りやミネラル繊維入りのマクロロングレードは、超音波溶接が難しい場合があります。充填材が接合界面のポリマー流動を妨げ、接合が弱くなることがあります。このような場合、最適な結果を得るには、溶着時間と圧力を調整することが重要です。.
溶剤ボンディングのリスク
溶剤接着も一般的な手法のひとつだが、正しく行わなければ重大なリスクを伴う。ある種の溶剤は環境応力割れを引き起こす可能性があり、部品の長期的な完全性を損ないます。材料の 粘弾性10 は、化学的・機械的ストレスに対する反応に影響する。.
ここでは、PC部品の一般的な接合方法を簡単に比較する。.
| 方法 | 強さ | スピード | 素材の制約 |
|---|---|---|---|
| 超音波溶接 | 高い | 速い | 未充填のグレードに最適 |
| 溶剤接着 | 中程度 | 中程度 | 応力割れのリスクが高い |
| 接着剤(エポキシ/シアノアクリレート) | 変動あり | 遅い | 表面処理が必要 |
最終的に、正しい接合方法を選択するには、特定のマクロロングレードを深く理解する必要があります。金型トライアルに適切な材料を調達することで、成形後のテストが最終的な生産性能を正確に反映するようになり、コスト高になることを防ぐことができます。.
適切なMakrolonグレードを選択することは、二次加工を成功させるために極めて重要です。塗装、接着、超音波溶接の適切な計画は、コストのかかる不具合を防ぎ、部品の完全性を保証します。これらの詳細は、製品設計と材料選択の初期段階から重要です。.
MTMソリューションでマクロロンのトライアルスピードをロック解除
中国での次回の射出成形トライアル用のマクロロングレードをお探しですか?MTMに見積もりを依頼すれば、在庫のある本物のマクロロン材料にすぐにアクセスできます。海外発送や遅延を回避できます。一貫性、コンプライアンス、迅速なトライアルの成功を保証するために、今すぐお問い合わせください!

-
射出成形プロセスの最適化にとって極めて重要な、このタイプのポリマーの熱下での挙動を理解する。. ↩
-
この化学的プロセスが長期耐久性と製品の美観にどのような影響を与えるかを理解する。. ↩
-
このことを理解することは、生体システムと相互作用する安全な医療機器を開発する上で極めて重要である。. ↩
-
この炭化物形成メカニズムを理解することは、高温用途向けの高度な難燃システムの選択に役立つ。. ↩
-
この特性を理解することで、エンジニアは成形レンズや透明部品の光学歪みを最小限に抑えることができる。. ↩
-
この概念を理解することは、材料の流れを予測し、複雑な部品の成形を最適化するのに役立つ。. ↩
-
この材料特性を理解することは、多くのエンジニアリングポリマーの水分に関連した欠陥を防ぐための基本である。. ↩
-
この分析技術がどのようにポリマーの組成を確認し、材料の真正性を保証しているかをご覧ください。. ↩
-
この構造を理解することは、成形工程における透明性や収縮といった材料の挙動を予測するのに役立つ。. ↩
-
この特性を理解することは、マクロロンが溶接の熱と圧力にどのように反応するかを予測するのに役立ちます。. ↩