STAMAX 30YM240は、経験豊富な成形プロジェクトでさえも頓挫しかねないユニークな課題を提起します。エンジニアは、標準的なポリプロピレンからこの長いガラス繊維複合材に移行する際、しばしば繊維の破損、予期せぬ反り、表面欠陥に悩まされます。.
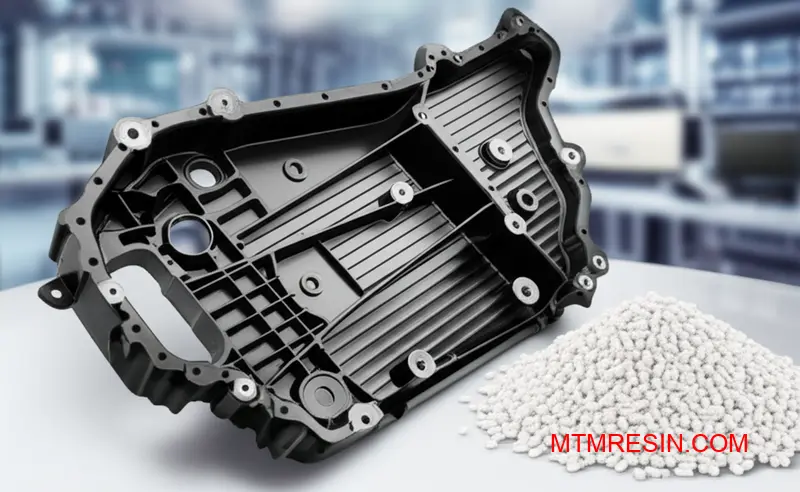
STAMAX 30YM240は30%の長繊維ガラス繊維強化ポリプロピレンで、金属のような強度と大幅な軽量化を必要とする構造用途向けに設計されています。繊維の長さを保ち、配向を制御する特殊な加工技術が成功の鍵を握ります。.
私は、まさにこのような成形の課題に直面しているエンジニアリング・チームと仕事をしてきました。スムーズな試運転とコストのかかる遅延の違いは、長いガラス繊維の加工に特有の要件を理解しているかどうかで決まります。よくある落とし穴を回避し、この要求の厳しい材料で安定した結果を得るための技術的な検討事項を説明します。.
エンジニアが構造部品にSTAMAX 30YM240を指定する理由
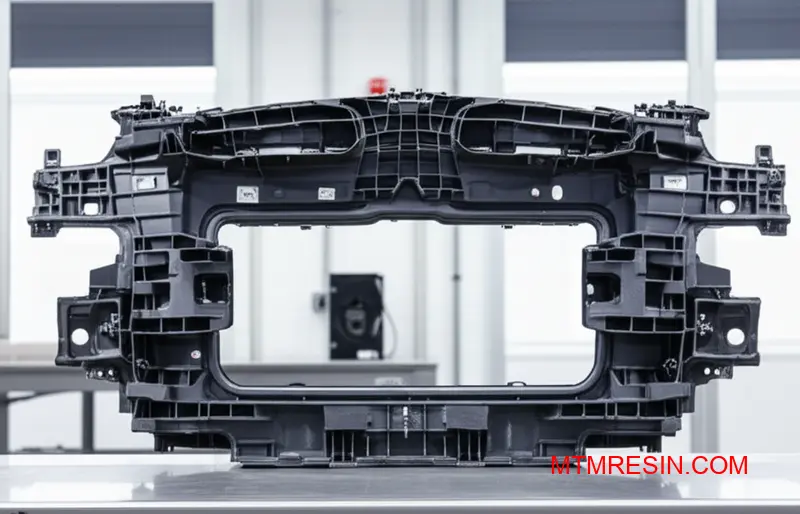
STAMAX 30YM240は、強度、剛性、低密度のユニークなバランスからエンジニアに選ばれています。この長繊維ガラス繊維ポリプロピレン(PP)は、自動車部品や工業部品の金属代替に最適です。構造的完全性を犠牲にすることなく、大幅な軽量化が可能です。.
長繊維の利点
短いガラス繊維材料とは異なり、STAMAX 30YM240の長繊維は内部骨格構造を形成します。このネットワークは、特にフロントエンドモジュール、ドアモジュール、バッテリートレイのような要求の厳しい用途において、優れた機械的特性を発揮します。その結果、堅牢で軽量な部品が実現します。.
パフォーマンス一覧
我々の分析によれば、その性能指標は、現代のエンジニアリングの課題に対する戦略的材料であることを示している。自動車の軽量化目標は、このような材料でより達成しやすくなります。.
| プロパティ | STAMAX 30YM240(代表値) | 軟鋼(代表的なもの) |
|---|---|---|
| 密度 (g/cm³) | ~1.12 | ~7.85 |
| 引張弾性率 (MPa) | ~7500 | ~200,000 |
| 衝撃強度 | 高い | 非常に高い |
この組み合わせにより、STAMAX 30YM240は構造用熱可塑性プラスチックとして最適なものとなっている。.
STAMAX 30YM240の使用は、単純な材料仕様にとどまりません。設計から成形、最終組立に至るまで、生産サイクル全体を考慮する必要があります。STAMAX 30YM240の優れた流動特性は、金属プレスや鋳造では製造が困難でコストがかかる複雑な形状の製造を可能にします。.
設計と加工の柔軟性
この素材は、設計者に大きな自由をもたらします。リブやボスのような特徴は金型に直接組み込むことができ、二次的な組み立て作業の必要性を減らすことができます。これにより、製造工程が簡素化され、全体的なコストが削減されます。この利点は、複雑な構造部品を必要とする多くのプロジェクトで見られます。.
金型試験における一貫性
重要な要素のひとつは、金型試験中の材料の一貫性です。STAMAX 30YM240のように、正確に指定されたグレードを使用することは、金型の検証に不可欠です。MTMでは、この材料を中国に在庫しているため、チームは国際輸送の遅延を回避し、製造条件を正確に反映した試作を行うことができます。この材料の挙動は繊維配向に影響されます。 異方性1.
| パラメータ | ガイドライン | ベネフィット |
|---|---|---|
| 溶融温度 | 230-260 °C | 最適なファイバー分散 |
| 金型温度 | 40-70 °C | 良好な表面仕上げと安定性 |
| 射出速度 | 中~高 | 繊維の破損を最小限に抑える |
予測可能な加工挙動は、エンジニアが最初のショットから部品の一貫性を達成するのに役立ちます。.
STAMAX 30YM240は、その優れた強度対重量比、設計の柔軟性、信頼性の高い加工性により、構造部品の主要な選択肢となっています。STAMAX 30YM240は、性能を犠牲にすることなく自動車の軽量化目標を達成することを可能にし、最新の製品開発における貴重な資産となっています。.
STAMAX 30YM240の機械的特性プロファイルの分析
STAMAX 30YM240は、構造用部品として人気の高い選択肢ですが、その名前が性能について多くを明らかにしています。30」は30%の長いガラス繊維強化材を意味し、これが機械的特性の強化の鍵となる。YM240」の呼称は、その特定の等級特性についてさらなる手がかりを提供します。.
グレードを読み解く
これらのコードを理解することは、材料選択の第一歩です。データシート全文を読む前に、その材料が適合する可能性があるかどうかをプロジェクト・エンジニアが迅速に評価するのに役立ちます。この最初のチェックは、設計段階での貴重な時間を節約します。.
主要な識別子
| コード | 意味 | 意味合い |
|---|---|---|
| STAMAX | ブランド名 | SABICのLGFPP |
| 30 | ガラス繊維 % | 30% 長ガラス繊維 |
| YM240 | グレード・シリーズ | 具体的な性能/フロー |
この内訳を見れば、この素材のコアの組成を素早く評価することができる。厳しい用途を想定した強化ポリプロピレンを扱っていることがすぐにわかる。.
STAMAX 30YM240のデータシートを分析すると、構造用途では3つの特性が際立っている。これらは、自動車部品や工業部品にとって重要な考慮事項である応力や熱に対する性能を規定する柱です。.
コアの機械的特性
30%の長いグラスファイバーは、剛性と強度を大幅に向上させる。その 引張弾性率2 は未充填のポリプロピレンよりもはるかに高く、負荷がかかっても曲がりにくい。これは、形状を維持しなければならない部品にとって重要な要素である。.
耐衝撃性と耐熱性
また、この素材は優れた衝撃強度を示し、しばしばアイゾット試験やシャルピー試験で測定される。長い繊維が衝撃エネルギーを分散させ、致命的な破損を防ぎます。さらに、熱変形温度(HDT)が高いため、高温環境でも信頼性の高い性能を発揮します。.
データシートのスナップショットSTAMAX 30YM240
| プロパティ | 典型的な値 | 意義 |
|---|---|---|
| 引張弾性率 | ~7500 MPa | 剛性が高く、たわみにくい |
| ノッチ付きアイゾット・インパクト | ~15 kJ/m² | 優れた強靭性と耐久性 |
| HDT (0.45 MPa) | ~155 °C | 高温での安定性 |
MTMでは、STAMAX 30YM240を中国に在庫しています。これらの特性は、金型トライアルに頻繁に必要とされるためです。STAMAX30YM240を準備しておくことで、海外からの出荷を待つことなく、お客様が正確に指定された材料で設計を検証できるため、遅延を避けることができます。.
STAMAX 30YM240のデータシートを理解することは、実際の性能を予測するために不可欠です。30%ガラス繊維は、卓越した剛性、耐衝撃性、熱安定性を備えており、堅牢な機械的特性が要求される構造部品に最適です。.
長ガラス繊維(LGF)対短ガラス繊維:性能差
ガラス繊維入りポリプロピレンを選択する場合、長繊維(LGF)と短繊維(SGF)の選択は非常に重要です。主な違いは、ポリマーマトリックス内に埋め込まれたガラス繊維の長さです。これは、最終部品の構造的完全性と全体的な性能特性に直接影響します。.
コアの違いファイバーの長さ
短繊維は通常1mm以下だが、LGFの長繊維は10mmを超えることもある。この長い繊維長により、プラスチックの内部により強固な「骨格」が形成されます。この構造は、より短い繊維で強化された材料と比較して、機械的特性を大幅に向上させます。.
初期性能比較
ざっと見たところ、トレードオフは明らかだ。SGFが加工のしやすさとコストの低さを提供する一方で、LGFは主要な機械的領域において大幅な向上をもたらします。当社の顧客は、特定の用途における利点を定量化するために、両方をテストすることがよくあります。.
| プロパティ | ガラス短繊維(SGF) | ロンググラス・ファイバー(LGF) |
|---|---|---|
| 衝撃強度 | 中程度 | 高い~非常に高い |
| 引張強度 | グッド | 素晴らしい |
| クリープ抵抗 | フェア | 素晴らしい |
| 反り | より低い | より高い(コントロールされていない場合) |

特定の素材に注目してみよう:STAMAX 30YM240は30%の長ガラス繊維ポリプロピレンである。技術者が標準的な30%短ガラス繊維PPと比較すると、その性能差は明らかです。単純な強度だけでなく、長期にわたる耐久性が重要なのです。.
STAMAX 30YM240が優れている理由
STAMAX 30YM240の長繊維の相互接続ネットワークは、優れたエネルギー吸収性を提供します。そのため、自動車バンパーや工業用ハウジングのような衝撃に耐えなければならない部品に最適です。短い繊維では、衝撃力を部品全体に効果的に分散させることができません。.
さらに、その耐クリープ性は著しく優れている。一定の負荷、特に高温下では、SGF-PPで作られた部品は変形します。LGF-PPの長繊維骨格は、このゆっくりとした変形に抵抗し、重要な構造部品の長期的な寸法安定性を確保する。これは、この材料の 粘弾性3 という振る舞いをする。.
コスト・プレミアムの正当化
はい、STAMAX 30YM240のようなLGF材料は初期コストが高くなります。しかし、このコストは、部品の不具合を回避し、薄肉設計による軽量化を図り、製品寿命を延ばすことで正当化されることが多いのです。当社のお客様には、中国でこのような特殊材料の試用量を簡単に調達できるようにしています。.
| パフォーマンス指標 | SGF-LP (30%) | スタマックス 30ym240 (30% LGF-pp) |
|---|---|---|
| ノッチ付き衝撃強度 | より低い | ~3~5倍高い |
| 長期クリープ | より高い変形 | 大幅に低下 |
| 寸法安定性 | グッド | 素晴らしい |
STAMAX 30YM240のようなLGF-PPを選択することは、長期的な性能への投資です。強化された衝撃強度、耐クリープ性、安定性は、特に失敗が許されない要求の厳しい構造用途では、初期材料費を上回ることがよくあります。.
STAMAX 30YM240を使用した金属交換戦略
STAMAX 30YM240は、自動車部品の金属に代わる重要な材料です。この30%長尺ガラス繊維ポリプロピレンは、強度、剛性、低密度のスマートなバランスを提供します。STAMAX30YM240により、エンジニアは、現代の自動車製造において重要な目標である性能を犠牲にすることなく、より軽量な部品を設計することができます。.
金属からプラスチックへ
スチールやアルミニウムをこの素材に置き換えることで、直接的なメリットが得られる。一般的な自動車用途を考えてみましょう。私たちのクライアントは、多くの場合、この素材に切り替えたときに大幅な改善を実感しています。.
| コンポーネント | 伝統的な素材 | STAMAX 30YM240 特長 |
|---|---|---|
| フロントエンドキャリア | プレススチール | 30-40% 軽量化 |
| ドアモジュール | アルミニウム/スチール | 部品の統合 |
| インストルメントパネル | スチールフレーム | デザインの自由度向上 |
この戦略的シフトは、車両全体の軽量化に役立つ。また、製造工程が簡素化されるため、コスト削減と組立ラインの効率化が期待できる。.

主な自動車用途
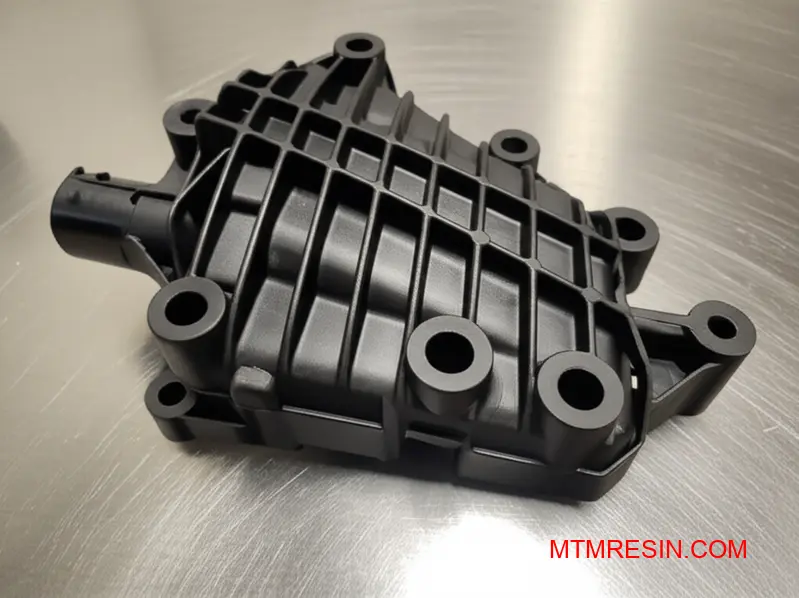
フロントエンドキャリアでは、STAMAX 30YM240は複数の金属ブラケットとサポートを1つの成形部品に統合することができます。この統合された部品組立アプローチにより、複雑さ、ファスナー数、労働時間が削減されます。その結果、軽量でありながら堅牢な構造部品となります。.
ドアモジュールにとって、軽量化は第一の原動力である。ドアが軽くなれば、燃費とハンドリングが向上します。私たちは、構造キャリアだけで最大50%の軽量化を達成したクライアントを見てきました。これは、すべてのドアに適用した場合、大きな利益となります。素材の 耐クリープ性4 ここでも不可欠だ。.
インストルメント・パネルのデザイン
インストルメントパネルは、STAMAX 30YM240の設計柔軟性により恩恵を受けます。エンジニアは、HVACダクトや取り付けポイントをメイン構造に直接組み込んだ複雑な形状を作成できます。これはプレス加工ではほとんど不可能なことで、部品点数の削減と組立工程の短縮につながります。.
| 申し込み | 主なメリット | 典型的な結果 |
|---|---|---|
| フロントエンドキャリア | パート統合 | 組立コストの低減 |
| ドアモジュール | 軽量化 | 燃費の向上 |
| インストルメントパネル | デザインの自由 | 簡易生産 |
MTMでは、STAMAX 30YM240を中国で在庫しています。これにより、当社のパートナーは、金型トライアル用の材料を迅速に入手し、国際輸送の遅延なしに複雑な設計を検証することができます。.
STAMAX 30YM240は、自動車モジュールの金属を置換するための強力なツールです。低密度化による大幅な軽量化と部品の統合によるコスト削減を可能にします。そのため、効率的で最新の自動車モジュール設計のための戦略的な選択肢となります。.
長いガラス繊維保持のためのスクリュー設計の最適化
STAMAX 30YM240のような長ガラス繊維(LGF)ポリプロピレンを使用する場合、スクリューの設計は非常に重要です。標準的なスクリューでは、可塑化中に繊維が大きく破損することがよくあります。この損傷は、最終成形品の機械的特性を直接損ない、LGF材料を選択する理由そのものを台無しにします。.
標準的なスクリューの問題点
標準的なスクリューは通常、圧縮比が高い。この設計は激しいせん断と圧力を発生させ、汎用プラスチックには効果的だが、LGF複合材料には破壊的である。繊維はスクリューに沿って移動する間に粉砕され、金型に到達する前にその長さと補強能力を失う。.
ファイバー破損の影響
繊維が短くなると、衝撃強度と剛性が急激に低下する。部品は設計通りの性能を発揮できない。加工設備が材料に最適化されていなかったために、プロジェクトが失敗するのを見たことがある。素材そのものが問題なのではなく、機械のセットアップが原因だったのです。.
| スクリュータイプ | 繊維長保持率 | 結果としての部品性能 |
|---|---|---|
| 標準GPスクリュー | 低い | 脆い、スペック以下 |
| 最適化されたLGFスクリュー | 高い | 強い、要件を満たす |
繊維の長さを保つためには、専用の可塑化装置が不可欠である。その解決策は、低圧縮スクリューを使用することにある。この設計により、せん断力が最小化され、繊維ははるかに少ない損傷でバレルを通過することができます。これにより、ペレットから部品に至るまで材料の完全性が維持されます。.
低圧縮スクリューの利点
低圧縮比(通常2:1程度)のスクリューは、より穏やかな搬送作用をもたらします。繊維の損傷が最も発生するトランジションゾーンでの圧力上昇を抑えることができます。MTMの在庫からSTAMAX 30YM240のような材料をお客様が試用される場合、私は常にスクリューの仕様を確認することを強調します。.
ノン・リターン・バルブの選択が重要
逆流防止弁(または逆止弁)も、ファイバー破損の原因となる可能性がある。スライディングチェックリングバルブが最も一般的ですが、高いせん断力が発生し、ファイバーを挟み込む可能性があります。フリーフローまたはボールチェック・ノンリターン・バルブがより良い選択です。これらのデザインは、材料に制限の少ない経路を提供します。材料の特性を理解する レオロジー5 異なる加工条件下での挙動を予測するのに役立つ。.
| バルブタイプ | 繊維損傷のリスク | 推奨用途 |
|---|---|---|
| スライド式チェックリング | 高い | 汎用プラスチック |
| フリーフロー・バルブ | 低い | LGF & センシティブ・マテリアル |
| ボールチェックバルブ | 低い | LGF & センシティブ・マテリアル |
スクリューの設計を最適化することは、LGF素材にとって譲れません。標準的なスクリューは繊維の長さを劣化させ、部品の性能を低下させます。低圧縮スクリューとフリーフロー・ノンリターンバルブを使用することで、STAMAX 30YM240のような材料の完全性を維持し、最終製品が機械的仕様を満たすことを保証します。.
30YM240の加工温度と射出速度
STAMAX 30YM240で最適な結果を得るには、加工パラメータを正確に制御する必要があります。適切な設定は、長いガラス繊維を損傷から保護しながら、良好な材料フローを保証します。不適切な温度や速度は、最終部品の機械的特性を損なう可能性があります。.
推奨温度プロファイル
安定した溶融を保証するために、バレルには特定の温度プロファイルを推奨します。後部の低い温度から始め、ノズルに向かって徐々に上げていきます。これにより、早期の溶融と材料の劣化を防ぐことができます。.
バレルと金型の温度
安定した金型温度も同様に重要である。表面仕上げ、収縮率、サイクルタイムに直接影響します。以下は、私たちがクライアントにアドバイスする典型的な設定です。.
| パラメータ | 推奨範囲 |
|---|---|
| リアゾーン温度 | 220-240°C (428-464°F) |
| ミドルゾーン温度 | 230-250°C (446-482°F) |
| フロントゾーン温度 | 240-260°C (464-500°F) |
| ノズル温度 | 250-270°C (482-518°F) |
| 金型温度 | 70-90°C (158-194°F) |
射出速度に関する考察
STAMAX 30YM240の射出速度は慎重に管理する必要があります。部品を素早く充填するには、中速から高速が必要な場合が多い。しかし、過剰な速度は、この材料の強度の鍵となるガラス繊維を損傷する可能性があります。.

さらに深く掘り下げると、STAMAX 30YM240の成形条件における課題は、相反する2つの要素のバランスをとることです。材料が複雑な金型キャビティに容易に流れ込むためには、十分な熱と速度が必要です。しかし、どちらかが多すぎると、ポリマーが劣化したり、長いガラス繊維が切れたりします。.
繊維損傷のリスク
射出速度を上げると せん断速度6, これはガラス繊維を破壊する可能性がある。繊維が短くなると、材料は本来の構造強度を失います。顧客と協力した結果、多段階の射出プロファイルがしばしば最適であることがわかりました。射出速度を遅くし、その後速くするのです。.
スイートスポットを見つける
唯一の「完璧な」セッティングはありません。常に部品の形状、肉厚、ゲート設計に左右されます。私たちは常にメーカーのデータシートから始めますが、実際の金型トライの結果に基づいて微調整を行います。以下は、注意すべき点についての簡単なガイドです。.
| セッティング問題 | 潜在的な結果 | 推奨される措置 |
|---|---|---|
| 温度が低すぎる | ショートショット、路面の悪さ | 樽の温度を少し上げる |
| 温度が高すぎる | 素材の劣化、変色 | バレルとノズルの温度を下げる |
| スピードが速すぎる | ファイバー破損、フラッシュ | 射出速度を下げ、段階的に使用する |
| スピードが低すぎる | フローマーク、不完全充填 | 射出速度を適度に上げる |
この反復プロセスこそ、経験が重要なのです。MTMでは、材料を提供し、これらの処理パラメータを正しく取得するためのサポートを提供し、お客様の試運転が不必要な遅延なしに成功することを保証します。.
STAMAX 30YM240の適切な処理パラメータを見つけることは、バランスをとることです。熱劣化や繊維損傷を引き起こすことなく、良好な流動性を確保しなければなりません。バレル温度、金型温度、射出速度を正確に制御することは、最適な部品品質を得るために不可欠です。.
マテリアルハンドリングLGF顆粒の乾燥と供給
STAMAX 30YM240のような長繊維ガラス繊維(LGF)顆粒の取り扱いには、標準的なペレットと比較して独特の課題があります。最初によく受ける質問は、乾燥についてです。ポリプロピレン(PP)自体はあまり水を吸収しませんが、それがすべてではありません。.
乾燥の本当の理由
主な問題は表面結露です。冷たいペレットを暖かく湿度の高い成形環境に持ち込むと、表面に湿気が発生します。これは、最終部品にスプレイマークを発生させる可能性があります。長繊維のPPを適切に取り扱うには、このような余分なステップが必要です。.
乾燥に関する推奨事項
| 素材 | 乾燥は必要か? | 理由 |
|---|---|---|
| 標準PPペレット | 一般的にない | 低吸湿性 |
| LGF PPペレット(STAMAXなど) | はい、よくあります | 表面結露の除去 |
短い予備乾燥サイクルは、特に湿度の高い条件下で、安定した高品質の成形工程を確保するための良い習慣である。.

乾燥だけでなく、LGFペレットの物理的形状が、もう一つの大きな障害となる。この長い棒状の顆粒は、ホッパー内でかみ合い、アーチ状になりやすく、ブリッジングと呼ばれる問題が発生する。.
ホッパーブリッジの防止
ホッパーのブリッジは材料の流れを止め、スクリューを飢餓状態にし、一貫性のないショットを引き起こします。これは STAMAXペレット給餌. .ポリプロピレンのベースは 疎水性7, ペレットの物理的な形状は、材料の取り扱いにおける最大の関心事である。.
スムーズな給餌のためのソリューション
重要なのは材料を動かし続けることです。コーン角の浅い標準的なホッパーは、しばしば問題を悪化させます。代わりに、特殊な装置がこれを解決します。お客様とのテストに基づき、特定の調整が非常に効果的です。.
| 方法 | 説明 | 効果 |
|---|---|---|
| 急なホッパー角度 | コーン角が60°以上のホッパーを使用する。 | 高い |
| 機械式攪拌機 | ゆっくりと動くパドルやアームがペレットを優しくかき混ぜる | 非常に高い |
| 振動フィーダ | 緩やかな振動がペレットの沈降と流動を助ける | 中~高 |
MTMでは、STAMAX 30YM240のような材料を使用されているお客様に、しばしば供給設定の見直しをアドバイスしています。適切な設備は、コストのかかるダウンタイムを防ぎ、安定したプロセスを保証します。.
LGFペレットを適切に取り扱うには、表面の結露を防ぐために乾燥させ、ブリッジを避けるために急角度のホッパーや機械的補助装置を使用する必要があります。これらのステップは、STAMAX 30YM240のような材料で安定した成形工程と高品質の部品を作るために非常に重要です。.
成形部品の異方性と繊維配向の制御
繊維の方向を理解することは、部品の性能にとって非常に重要です。繊維強化材料を使用する場合、繊維の方向が部品の強度を決定します。機械的特性はすべての方向で均一ではなく、異方性と呼ばれる特性を生み出します。これは管理すべき重要な要素です。.
繊維に沿った強度と繊維を越えた強度の比較
部品の強度は、繊維の配列方向(縦方向)に沿って最も高くなり、それに垂直な方向(横方向)に最も弱くなる。この差は重要です。この違いを無視すると、現場で予期せぬパーツの不具合につながることが多い。.
物件比較
| プロパティ | 縦方向(繊維に沿って) | 横方向(繊維をまたぐ) |
|---|---|---|
| 引張強度 | 高い | 低い |
| 硬さ | 高い | 低い |
| 収縮 | 低い | 高い |
この方向性をコントロールすることが、設計仕様を達成するための主な課題となる。.
効果的な繊維配向制御を実現するには、推測から予測へと移行しなければならない。そのためには、最新のエンジニアリング・ツールが不可欠です。特にSTAMAX 30YM240のような複雑な形状や高性能材料では、経験だけに頼るのでは十分ではありません。.
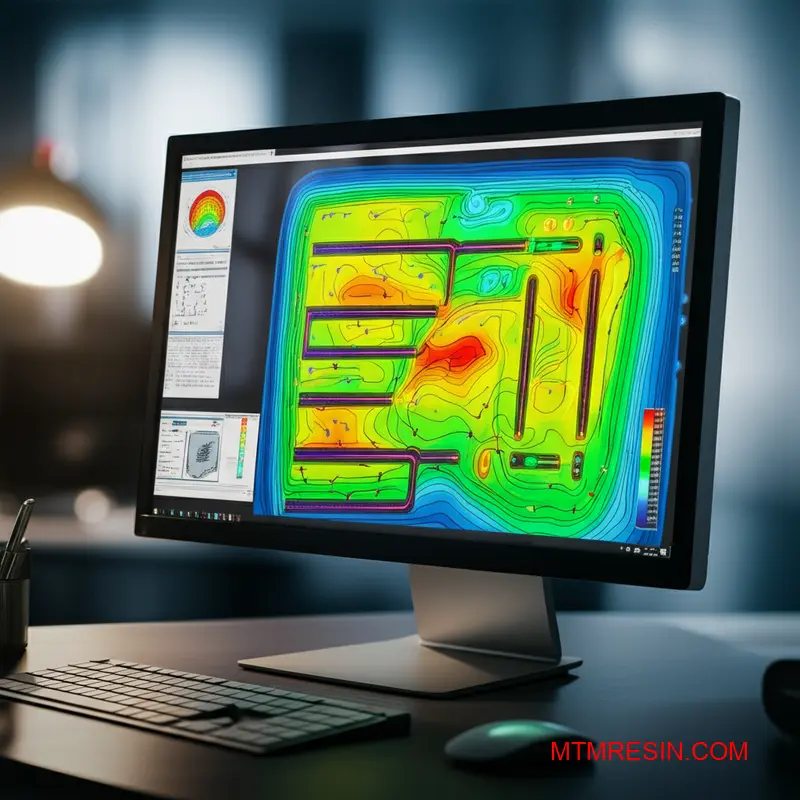
金型流動解析の利用
モールドフロー解析は、プラスチックが金型にどのように充填されるかを予測するための主要なツールです。シミュレーションはメルトフロントの進行を示し、それがファイバーの配列に直接影響します。鋼材を切断する前に最終的な繊維配向を視覚化できるため、時間とコストを大幅に節約できます。.
反りの予測
反りは多くの場合、制御されていない異方性の直接的な結果である。主な原因は 差動収縮8, これは、部品が縦方向よりも横方向により多く収縮することを意味する。この不均一な収縮により内部応力が発生し、部品が冷却される際に歪む。.
| 分析入力 | 予想出力 |
|---|---|
| ゲート位置 | ファイバー・オリエンテーション・マップ |
| プロセス・パラメーター | 収縮率 |
| 材料データ | 反り予測 |
MTMでは、STAMAX 30YM240のような、お客様がシミュレーションに使用する正確な材料を提供しています。これにより、解析が正確なデータに基づいて行われ、反り予測が信頼できるものとなり、金型トライアルが最初のショットから成功するのです。.
繊維配向をマスターすることは、強化ポリマーの可能性を最大限に引き出す鍵です。モールドフロー解析を使用することで、これらの異方性特性を予測・制御し、反りなどの問題を防止し、最終部品がSTAMAX 30YM240のような材料の強度要件を満たすようにすることができます。.
大型構造部品の収縮と反りの管理
寸法が重要な部品、特に大型の部品を扱う場合、材料の選択がすべてです。30%の長繊維ガラス繊維ポリプロピレンであるSTAMAX 30YM240の収縮率は、正確なコントロールが必要です。その挙動は予測可能ですが、後で費用のかかるエラーを避けるために、成形工程では細部に注意を払う必要があります。.
素材の挙動を理解する
STAMAX 30YM240は、材料の流れ方向によって異なる収縮率を示します。これは、反りを制御する上で重要な要素です。最初からこれらの値を理解することで、より良い金型設計とプロセスパラメーターの設定が可能になります。この知識は寸法安定性を達成するための基本です。.
パラメータの初期設定
STAMAX 30YM240のような材料では、ベースラインを確立することが重要です。多くの場合、材料サプライヤーの推奨値から始め、そこから調整します。次の表は、当社のクライアントが使用する典型的な収縮率を示しています。.
| ディレクション | 標準的な収縮率 |
|---|---|
| 流れ方向 | 0.2% - 0.4% |
| クロスフロー方向 | 0.6% - 0.9% |
これらの初期設定は、冷却時間を最適化するための確かな出発点となる。.

STAMAX 30YM240を使用した大型部品の反り抑制は、初期設定だけではありません。体系的なトラブルシューティングプロセスが含まれます。MTMを通じて正確な材料が現地で入手できるため、お客様は海外からの出荷を待つことなく、反復試験を効率的に行うことができます。.
パッキング圧力の調整
パッキング圧力は、部品が冷却する際の材料の収縮を直接補正します。STAMAX 30YM240の場合、パッキン不足はヒケやボイドの原因となります。逆に、過剰な圧力はバリや応力の原因となり、反りの原因にもなります。適切なバランスを見つけることが重要です。.
冷却時間の最適化
射出前に部品が凝固し、安定するのに十分な冷却時間が必要です。大型部品の場合、これはさらに重要です。サイクルを短くすることは魅力的ですが、早すぎる排出は応力を閉じ込め、寸法問題を引き起こします。目標は、部品の安定性を保証する最短時間を見つけることです。これは次のことに直結している。 体積収縮率9.
| パラメーター調整 | 寸法への影響 | リスク |
|---|---|---|
| パッキング圧力を上げる | 収縮を抑える | フラッシュの可能性、高ストレス |
| パッキング圧力を下げる | 収縮率を高める | シンク、ボイド、アンダー・ディメンション |
| 冷却時間の延長 | 安定性の向上 | 長いサイクルタイム |
| 冷却時間の短縮 | 反りの悪化 | 成形後の変形 |
圧力と時間を調整するこの反復プロセスは、厳しい公差を達成するための基本である。.
STAMAX 30YM240で厳しい公差を達成するには、パッキング圧力と冷却時間のバランスが重要です。この正確な制御は、比収縮率を管理し、最終部品の寸法安定性を確保する鍵です。効果的なトラブルシューティングには、これらの重要なパラメータに対するデータ主導のアプローチが必要です。.
ガラス繊維入りPPで表面仕上げの課題に取り組む
フローティング・ファイバー」効果は、ガラス繊維の長い素材における美観上の課題としてよく知られている。ガラス繊維が部品の表面に現れ、滑らかで均一な仕上げではなく、渦巻き状またはマットな外観を作り出す場合に発生します。これは、外観が重要な部品では特に問題となります。.
問題の根源
この現象は、ガラス繊維入りポリプロピレンの性質に固有のものである。射出中、粘性の低いポリマー溶融物は、特に金型壁面付近では繊維よりも速く流れます。このため、部品が冷却する際に繊維が露出した状態になり、最終的なガラス繊維表面の外観に影響を与えます。.
初期トラブルシューティングの手順
高度な方法を模索する前に、いくつかの基本的な工程調整で改善を図ることができる。しかし、これだけでは高級なA級サーフェスを実現するには不十分なことが多い。以下は、私たちがクライアントとよく話し合う、いくつかの出発点です。.
| 表面問題 | 共通の原因 | 初期ソリューション |
|---|---|---|
| フローティング・ファイバー | 低い溶融温度 | 溶融温度を上げる |
| 渦巻きマーク | 一貫性のない充填速度 | 射出速度プロファイルの最適化 |
| くすんだ仕上げ | 低い金型温度 | 金型表面温度の上昇 |

クラスAサーフェスの実現
完璧で光沢のある仕上げが譲れない場合、標準的な工程の微調整を超える必要があります。STAMAX 30YM240のような素材でクラスAの表面を達成するには、繊維浮きの根本原因に直接対処する、より洗練された成形技術が必要です。.
高い金型温度
効果的な戦略の一つは、金型の表面温度を大幅に上げることである。金型が高温になることで、表面に樹脂リッチ層が形成され、ガラス繊維が滑らかなポリマー表皮の下に効果的に埋没する。これによって表面仕上げが改善されるが、サイクルタイムも長くなる。.
ダイナミック・モールド・ヒーティング
最も要求の厳しい用途には、動的金型加熱冷却が最高のソリューションです。このプロセスでは、射出直前に金型キャビティ表面を急速に加熱し、その後急速に冷却して部品を固化させます。これにより、最適な表面複製が保証され、繊維が完全に隠れます。これにより、以下のような表面欠陥を防ぐことができます。 マリング10 取り扱い中および使用中.
| テクニック | 原則 | 最適 |
|---|---|---|
| 高い金型温度 | 樹脂リッチな表面層を形成する | 光沢を向上させ、細かい繊維を隠す |
| ダイナミック・モールド・ヒーティング | 急速加熱/冷却サイクル | Aクラス仕上げの達成 |
| ガスアシスト成形 | 断面をくり抜き、樹脂を表面に押し出す | 複雑な形状の大型部品 |
浮遊繊維はガラス繊維入りPPの一般的な問題である。STAMAX 30YM240のような材料でクラスAの表面を達成するには、基本的な工程調整が役立ちますが、滑らかで樹脂リッチな表皮を作るには、金型温度を高くしたりダイナミックにしたりするような高度な技術が必要になることがよくあります。.
30%グラスファイバー成形時の工具摩耗の軽減
STAMAX 30YM240のような30%ガラス繊維を使用した成形材料には、金型の摩耗という大きな課題があります。ガラス繊維は細かいサンドペーパーのように作用し、特にゲートや鋭角のような摩耗の激しい部分で、重要な金型表面を徐々に侵食します。これにより、工具の劣化が加速されます。.
コア・ディフェンス金型鋼の選択
正しい金型用鋼を選択することが、最初で最も重要な防御策です。標準的なP20鋼は、このような材料で大量生産するには耐久性が不十分です。焼入れされた工具鋼は、工具の寿命を延ばし、長期にわたって部品の品質を維持するために不可欠です。.
研磨用途における鋼の比較
| スチールタイプ | 硬度(HRC) | 耐摩耗性 | タフネス | 推薦 |
|---|---|---|---|---|
| P20(プリハードン) | ~30-34 | 低い | 高い | 大量生産には向かない |
| H13(硬化) | ~48-52 | グッド | グッド | 良い出発点 |
| S7(硬化) | ~54-56 | 非常に良い | 素晴らしい | 衝撃の大きい場所用 |
| CPMシリーズ | ~58-62 | 素晴らしい | グッド | 重要なインサートに最適 |
高硬度鋼を選択することは基本的なことですが、それが完全な解決策ではありません。溶融ポリマーと鋼材表面の相互作用は複雑なプロセスです。その原理を理解することで トライボロジー11 摩擦と磨耗は、金型の劣化を引き起こす相互に関連した力であることを理解するのに役立つ。.
高度な保護コーティングとメンテナンス
特に要求の厳しい用途で最大限の寿命を得るためには、ベースとなるスチールの枠を超えなければなりません。保護コーティングは、STAMAX 30YM240に含まれるガラス繊維の直接研磨衝撃を大幅に軽減するバリアを作ります。.
表面コーティングの役割
ダイヤモンドライクカーボン(DLC)または窒化チタン(TiN)コーティングは、金型に非常に硬く、摩擦の少ない表面を作ります。この層の厚さは数ミクロンであることが多く、研磨剤の摩耗率を劇的に低減し、下地の鋼を保護し、部品の細部を保ちます。.
積極的なメンテナンスが鍵
最高の鋼材とコーティングを使用しても、工具の寿命を延ばすためには、積極的なメンテナンス計画は譲れません。ゲート部など摩耗の激しいゾーンの定期的な点検と清掃は非常に重要です。これにより、摩耗が部品の寸法や表面仕上げに影響を与える前に、早期に発見することができます。.
ガラス繊維入り材料の工具摩耗を効果的に管理するには、多面的なアプローチが必要です。硬化鋼、DLCのような高度な表面コーティング、厳格なメンテナンススケジュールを組み合わせることは、長期的な生産安定性を確保し、投資を保護するための最も信頼性の高い戦略です。.
MTMでSTAMAX 30YM240金型トライアル資料を素早く入手
STAMAX 30YM240で成形する準備はできましたか?STAMAX 30YM240の現品または同等品を中国から直接お届けいたします。MTMのプレストックソリューションで、金型トライプロセスを加速し、プロジェクトをスケジュール通りに進めましょう!

-
この特性が、流れ方向によって部品の強度と性能にどのような影響を及ぼすかをご覧ください。. ↩
-
この値は、剛性の高い構造部品を設計する際に重要な材料剛性の予測に役立ちます。. ↩
-
この特性が応力下での材料の変形にどのように影響するかを理解することは、耐久性のある部品を設計する上で非常に重要です。. ↩
-
クリープ抵抗を理解することは、連続荷重下での部品の長期的な寸法安定性を予測するのに役立ちます。. ↩
-
この概念を理解することで、材料の流れを予測し、射出成形プロセスを最適化することができます。. ↩
-
これを理解することで、メルトフローを最適化し、材料の欠陥を防ぐことができる。. ↩
-
この特性を理解することで、なぜ乾燥が内部吸収ではなく表面水分に焦点を当てるのかが明確になる。. ↩
-
この概念を理解することで、繊維強化プラスチックの部品の反り問題を診断し、解決することができます。. ↩
-
このことを理解することは、均一な密度と寸法制御のためにパッキングプロファイルを最適化するのに役立つ。. ↩
-
マーリングを理解することは、耐久性のある表面を設計し、摩耗の激しい用途に適切な保護手段を選択するのに役立ちます。. ↩
-
この分野を理解することは、金型の長期的な性能とコスト削減にとって極めて重要な、材料の摩耗を予測し、防止するのに役立ちます。. ↩