Formowanie wtryskowe z użyciem poliwęglanu Makrolon często wydaje się proste, dopóki nie napotkasz na niejasności dotyczące gatunku, wady przetwarzania lub opóźnienia w dostawach materiałów. Inżynierowie często zmagają się z wyborem odpowiedniego gatunku z szerokiej oferty Covestro, tylko po to, aby napotkać srebrne smugi, pęcherzyki lub problemy z uwierzytelnianiem podczas krytycznych faz próbnych.
Formowanie wtryskowe Makrolon wymaga starannego doboru gatunku, precyzyjnych parametrów przetwarzania i niezawodnego pozyskiwania materiałów, aby osiągnąć spójne wyniki. Sukces zależy od zrozumienia systemu nazewnictwa, optymalizacji profili temperaturowych i zapewnienia autentyczności materiału w całym procesie prób.
Ten kompleksowy przewodnik przeprowadzi Cię przez cały proces formowania wtryskowego Makrolon, od dekodowania nazewnictwa gatunków po rozwiązywanie typowych usterek. Podzielę się praktycznymi spostrzeżeniami ze współpracy z zespołami inżynierów, którzy z powodzeniem poradzili sobie z tymi wyzwaniami podczas prób formowania w Chinach.
Portfolio Makrolon może wydawać się skomplikowane, ale jego system nazewnictwa jest dość logiczny, gdy zrozumie się podstawy. Zrozumienie go jest kluczem do wyboru właściwego gatunku poliwęglanu do prób form, zapobiegając kosztownym błędom. W MTM często pomagamy klientom rozszyfrować te nazwy.
Podstawowy system numeracji
Podstawowym identyfikatorem jest czterocyfrowy numer. Pierwsza cyfra często wskazuje ogólną rodzinę lub typ zastosowania. Na przykład seria 2000 jest standardową rodziną ogólnego przeznaczenia, podczas gdy inne serie mogą oznaczać specjalistyczne właściwości, takie jak ognioodporność lub stabilność UV.
Wyjaśnienie wskaźników lepkości
Ostatnie dwie cyfry w wielu popularnych gatunkach korelują bezpośrednio z lepkością, mierzoną za pomocą współczynnika szybkości płynięcia (MVR). Niższa liczba oznacza wyższą lepkość (wolniejszy przepływ), a wyższa liczba oznacza niższą lepkość (szybszy przepływ). Ma to kluczowe znaczenie dla przetwarzania.
| Klasa | MVR (300°C/1,2 kg) | Wspólna aplikacja |
|---|---|---|
| Makrolon 2405 | 19 cm³/10 min | Łatwo płynące, cienkie ścianki |
| Makrolon 2805 | 10 cm³/10 min | Średnia lepkość, ogólne |
| Makrolon 3105 | 6,0 cm³/10 min | Wysoka lepkość, wytłaczanie |

Wybór między gatunkami o wysokiej i niskiej lepkości, takimi jak Makrolon 2407 i 2805, jest częstym wyzwaniem dla zespołów inżynierów. Decyzja ta ma bezpośredni wpływ zarówno na proces formowania, jak i na wydajność końcowej części. Nie chodzi tylko o to, czy materiał wypełni formę.
Wpływ lepkości na formowanie
Gatunek o niższej lepkości (wyższym MVR) płynie łatwiej, dzięki czemu nadaje się do części o złożonej geometrii lub cienkich ściankach. Może to jednak czasami prowadzić do zmniejszenia wytrzymałości mechanicznej. Gatunki o wysokiej lepkości zapewniają lepszą odporność na uderzenia i trwałość, ale wymagają wyższych ciśnień i temperatur wtrysku.
Wybór odpowiedniej klasy
Szybkość płynięcia poliwęglanu musi być zgodna z projektem narzędzia i wymaganiami dotyczącymi części. Z mojego doświadczenia wynika, że użycie gatunku o niewłaściwym MVR może powodować problemy, takie jak flash, jeśli lepkość jest zbyt niska, lub krótkie strzały, jeśli jest zbyt wysoka. Dlatego tak ważne jest posiadanie dostępu do wielu gatunków do testów. A Termoplastyczny1 Zachowanie materiału można przewidzieć, znając jego podstawowe właściwości.
| Poziom lepkości | Typowy zakres MVR | Uwagi dotyczące przetwarzania | Część Wydajność |
|---|---|---|---|
| Niski | >15 cm³/10 min | Niższe ciśnienie, szybsze cykle | Dobry do skomplikowanych detali |
| Średni | 8-15 cm³/10 min | Zrównoważone okno przetwarzania | Wszechstronny, do użytku ogólnego |
| Wysoki | <8 cm³/10 min | Wyższe ciśnienie i temperatura | Doskonała wytrzymałość, siła |
Zrozumienie nomenklatury Makrolon ma kluczowe znaczenie dla skutecznego wyboru materiału. Zwracanie uwagi na wskaźniki serii i lepkości pomaga zapewnić, że wybrany gatunek idealnie pasuje do wymagań przetwarzania aplikacji i wymagań dotyczących wydajności końcowej, oszczędzając czas podczas krytycznych prób form.
Gatunki ogólnego przeznaczenia a gatunki specjalistyczne: Dopasowanie żywicy do zastosowania
Wybór odpowiedniej żywicy to coś więcej niż tylko wybór rodzaju materiału. Chodzi o dopasowanie konkretnych właściwości do danego zastosowania. Poliwęglan ogólnego przeznaczenia, taki jak Makrolon 2805, to koń pociągowy, świetny do wielu zastosowań wewnętrznych. Ale co, jeśli część będzie znajdować się na zewnątrz lub ma złożoną geometrię?
Komputer PC ogólnego przeznaczenia
Gatunki ogólnego przeznaczenia oferują podstawową doskonałą udarność i przejrzystość. Są opłacalne i szeroko dostępne, dzięki czemu idealnie nadają się do wstępnych prób form, w których forma i dopasowanie są najważniejsze. Zapewniają niezawodny standard dla większości elementów wewnętrznych.
Zapotrzebowanie na klasy specjalne
Specjalne gatunki są zaprojektowane z dodatkami zwiększającymi wydajność. Na przykład poliwęglan stabilizowany promieniami UV jest niezbędny w produktach do zastosowań zewnętrznych, aby zapobiec żółknięciu i degradacji. Gatunki uwalniane z form pomagają częściom płynnie wysuwać się ze skomplikowanych form, skracając czas cyklu i zmniejszając defekty kosmetyczne.
| Typ klasy | Główne cechy | Typowy przypadek użycia |
|---|---|---|
| Ogólnego przeznaczenia | Standardowa wydajność | Obudowy wewnętrzne, rury oświetleniowe |
| Stabilizowany promieniami UV | Odporność na światło słoneczne | Oświetlenie zewnętrzne, obudowy |
| Uwalnianie formy | Łatwiejszy wyrzut | Złożone, cienkościenne części |

Decyzja między żywicą standardową a specjalistyczną często zależy od dwóch kluczowych czynników: narażenia na wpływ środowiska i złożoności produkcji. Nieuwzględnienie tych czynników może prowadzić do awarii części lub opóźnień w produkcji. Jest to krytyczny krok w każdym przewodniku wyboru żywicy PC.
Dlaczego stabilizacja UV ma znaczenie
Standardowa część PC wystawiona na działanie światła słonecznego ulega degradacji. Materiał staje się kruchy i odbarwiony w wyniku procesu zwanego Fotoutlenianie2. Poliwęglan stabilizowany UV zawiera dodatki, które pochłaniają promieniowanie UV, chroniąc strukturę polimeru i zapewniając długoterminową trwałość w zastosowaniach zewnętrznych.
Rola środków oddzielających pleśń
W przypadku części z głębokimi żebrami lub powierzchniami teksturowanymi, nieoceniony jest środek antyadhezyjny. Te wewnętrzne środki smarne zmniejszają tarcie między tworzywem sztucznym a stalową formą. Pozwala to na szybsze i czystsze wyrzucanie części, minimalizując ślady naprężeń i poprawiając ogólną wydajność produkcji, co jest kluczową korzyścią, którą widzimy w testach klientów.
W MTM posiadamy zarówno ogólne, jak i specjalistyczne gatunki Makrolonu. Zapewnia to, że próby form w Chinach wykorzystują dokładny materiał określony dla produktu końcowego, zapobiegając problemom z walidacją w przyszłości.
| Scenariusz | Zalecany stopień | Powód |
|---|---|---|
| Soczewka reflektora samochodowego | PC stabilizowany UV | Musi wytrzymywać ciągłą ekspozycję na słońce |
| Urządzenie medyczne z małymi zatrzaskami | Mold Release PC | Zapewnia czyste uwalnianie drobnych elementów |
| Wewnętrzna obudowa elektroniki | Makrolon ogólnego zastosowania | Brak specjalnych wymagań środowiskowych lub formowania |
Wybór odpowiedniego gatunku żywicy od samego początku ma kluczowe znaczenie. Żywice ogólnego przeznaczenia, takie jak Makrolon 2805, są doskonałe do wielu zastosowań, ale specjalistyczne gatunki ze stabilizacją UV lub środkami antyadhezyjnymi są niezbędne dla określonych potrzeb produkcyjnych, zapewniając trwałość i wydajność produktu.
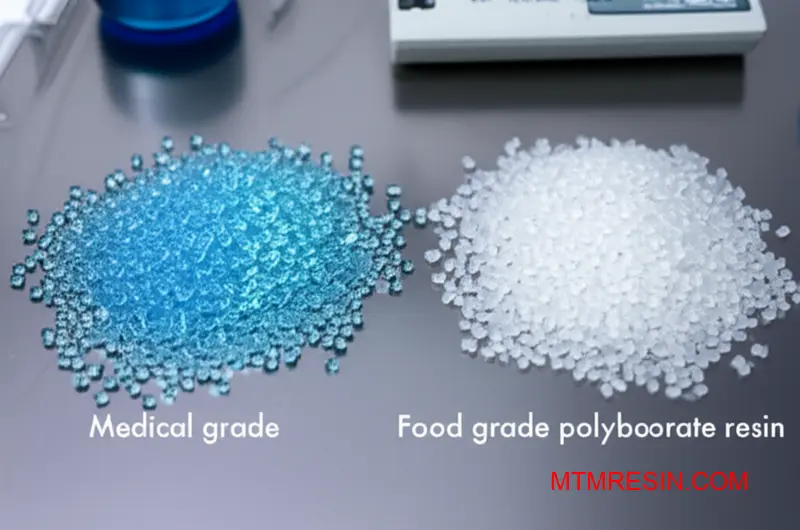
Zgodność z przepisami medycznymi i dotyczącymi kontaktu z żywnością: Wybór produktów Makrolon Rx i przeznaczonych do kontaktu z żywnością
Wybór odpowiedniego gatunku Makrolonu ma kluczowe znaczenie dla produktów podlegających regulacjom prawnym. Decyzja ta wykracza poza zwykłe właściwości mechaniczne; ma bezpośredni wpływ na bezpieczeństwo pacjentów i ochronę konsumentów. Wybór między materiałami medycznymi i spożywczymi nie jest wymienny i wymaga starannego rozważenia.
Kluczowe różnice w oznaczeniach
Podstawowe rozróżnienie polega na ich przeznaczeniu i przepisach, które spełniają. Gatunki Makrolon Rx są przeznaczone do urządzeń medycznych, podczas gdy gatunki spożywcze są przeznaczone do zastosowań takich jak naczynia kuchenne. Mylenie ich może powodować poważne komplikacje w projektach i błędy zgodności podczas audytów.
| Typ klasy | Aplikacja podstawowa | Kluczowe kwestie regulacyjne |
|---|---|---|
| Makrolon Rx | Urządzenia medyczne | Biokompatybilność (ISO 10993) |
| Makrolon Food | Produkty mające kontakt z żywnością | Testy migracji (FDA, UE 10/2011) |
Wpływ na harmonogram projektu
Wybór niewłaściwego materiału często prowadzi do nieudanych testów walidacyjnych i kosztownych przeprojektowań. W MTM posiadamy na stanie oba rodzaje żywicy Makrolon w Chinach, zapewniając, że próby form będą przebiegać z prawidłowym, zgodnym z przepisami materiałem od pierwszego dnia.
Poruszanie się po przepisach dotyczących urządzeń medycznych
W przypadku urządzeń medycznych obowiązującą normą jest ISO 10993. Protokół ten ocenia biokompatybilność3 materiałów, zapewniając, że nie powodują one niepożądanych reakcji biologicznych w kontakcie z ciałem. Jest to podstawowy wymóg bezpieczeństwa pacjentów.
Seria Makrolon Rx, wiodący biokompatybilny poliwęglan, została specjalnie zaprojektowana i przetestowana pod kątem tych rygorystycznych standardów. Zastosowanie wstępnie certyfikowanego materiału Makrolon klasy medycznej zapewnia producentom znaczną przewagę, usprawniając proces walidacji urządzeń i zmniejszając ryzyko.
Podstawy zgodności z przepisami dotyczącymi kontaktu z żywnością
W przypadku zastosowań związanych z kontaktem z żywnością najważniejszą rolę odgrywają przepisy, takie jak FDA CFR 21 w Stanach Zjednoczonych i EU 10/2011 w Europie. Normy te koncentrują się na ograniczeniu migracji substancji z tworzyw sztucznych do żywności, chroniąc konsumentów.
| Rozporządzenie | Główny cel | Zakres testów | Przykładowe zastosowanie materiałów |
|---|---|---|---|
| ISO 10993 | Reakcja biologiczna | Cytotoksyczność, działanie uczulające | Narzędzia chirurgiczne, dostarczanie leków |
| FDA / UE | Migracja chemiczna | Substancje ekstrahowalne, wymywalne | Pojemniki na żywność, przybory kuchenne |
Wybór żywicy PC zgodnej z FDA ma zasadnicze znaczenie dla każdego produktu przeznaczonego do kontaktu z żywnością. Chociaż niektóre materiały mogą spełniać wymagania dla obu sektorów, użycie Makrolonu przeznaczonego do kontaktu z żywnością jest najbezpieczniejszym i najbardziej wydajnym podejściem do tych zastosowań.
Wybór między Makrolon Rx i klasami spożywczymi zależy całkowicie od środowiska regulacyjnego zastosowania końcowego. Zastosowania medyczne wymagają biokompatybilności zgodnie z normą ISO 10993, podczas gdy kontakt z żywnością wymaga testów migracji w celu zapewnienia zgodności z przepisami FDA. Dokonanie właściwego wyboru z góry ma kluczowe znaczenie dla powodzenia projektu.
Rozwiązania zmniejszające palność: Głębokie zanurzenie w serii Makrolon FR
Przy wyborze materiałów dla elektroniki lub części samochodowych, bezpieczeństwo nie podlega negocjacjom. Właściwości zmniejszające palność (FR) mają kluczowe znaczenie. Seria Makrolon FR firmy Covestro oferuje niezawodne rozwiązania, zaprojektowane specjalnie w celu spełnienia rygorystycznych norm branżowych dla trudnopalnych PC. Materiały te zapewniają bezpieczeństwo bez uszczerbku dla wydajności.
Kluczowe zastosowania gatunków Makrolon FR
Zrozumienie, która klasa jest odpowiednia dla danego projektu, jest pierwszym krokiem. Różne zastosowania wymagają określonych poziomów ognioodporności i właściwości fizycznych. Często pomagamy klientom w dokonywaniu tych wyborów podczas prób form w Chinach, zapewniając im właściwy materiał od samego początku.
| Przykład oceny | Podstawowa funkcja | Wspólna aplikacja |
|---|---|---|
| Makrolon FR7087 | UL94 V-0 @ 1,5 mm | Obudowy elektroniczne |
| Makrolon FR7067 | UL94 5VA @ 3,0 mm | Jednostki zasilające |
| Makrolon FR6005 | Wysoki przepływ, V-0 | Części cienkościenne |
Seria ta stanowi solidną podstawę dla bezpiecznego i trwałego projektowania produktów.
Zrozumienie wskaźników palności
W przypadku materiałów na obudowy elektroniczne, standard UL94 jest uniwersalnym punktem odniesienia. Ocena UL94 V-0 oznacza, że materiał gaśnie samoczynnie w ciągu 10 sekund po dwukrotnym użyciu płomienia. Ma to zasadnicze znaczenie dla zapobiegania pożarom w elektronice użytkowej i innych urządzeniach, w których bezpieczeństwo jest najważniejsze.
Kompromis: dodatki FR a przepływ materiału
Osiągnięcie oceny UL94 V-0 w poliwęglanie wymaga specjalnych dodatków. Jednak dodatki te często zwiększają lepkość materiału. Sprawia to, że stopione tworzywo sztuczne płynie wolniej podczas formowania wtryskowego. Ten kompromis jest ważnym czynnikiem w przypadku części o złożonej geometrii lub cienkich ściankach.
Zwiększony poziom dodatków FR może mieć wpływ na kluczowe parametry przetwarzania. Wybór gatunku Makrolon musi równoważyć wymagany poziom bezpieczeństwa z możliwościami produkcyjnymi komponentu. Niektóre środki zmniejszające palność wykorzystują Pęczniejący4 mechanizm tworzenia ochronnej warstwy węgla.
Wpływ na przetwarzanie
Oto uproszczony obraz zależności między poziomem FR a wskaźnikiem Melt Flow Index (MFI), oparty na naszych danych testowych. Niższy MFI oznacza gorszy przepływ.
| Poziom dodatku FR | Typowa wartość znamionowa UL94 | Względna MIF |
|---|---|---|
| Niski | V-2 | Wysoki |
| Średni | V-0 @ 3,0 mm | Średni |
| Wysoki | V-0 @ 1,5 mm | Niski |
W MTM posiadamy różne gatunki Makrolon FR, aby pomóc klientom szybko przetestować, który materiał zapewnia najlepszą równowagę dla ich konkretnej formy i zastosowania tutaj w Chinach.
Seria Makrolon FR zapewnia niezbędne materiały o klasie UL94 V-0 do zastosowań o krytycznym znaczeniu dla bezpieczeństwa. Inżynierowie muszą starannie zrównoważyć te właściwości zmniejszające palność z wymaganiami przetwarzania, w szczególności przepływem materiału, aby zapewnić udaną produkcję złożonych komponentów elektronicznych i motoryzacyjnych.
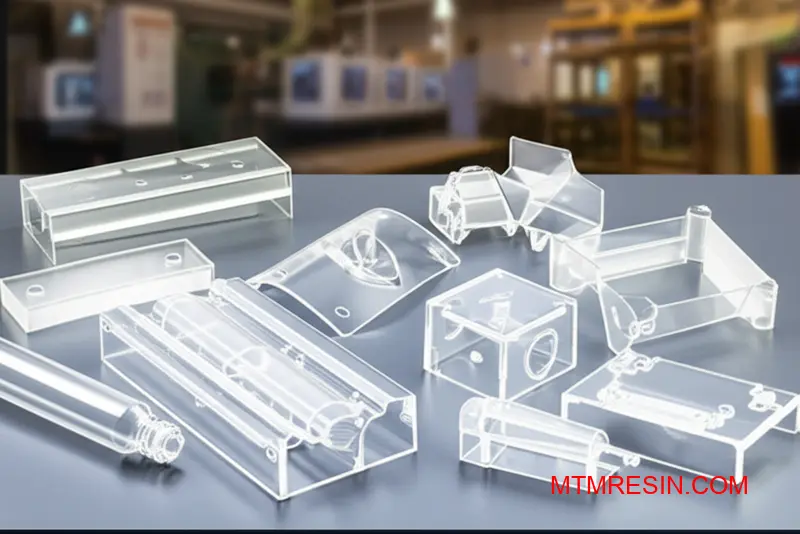
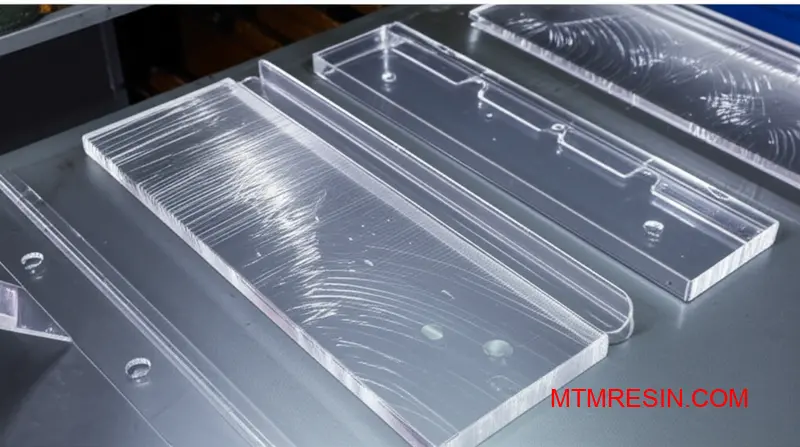
Jakość optyczna i przepuszczalność światła: Rozważania dotyczące części przezroczystych
Krytyczna rola przejrzystości
W zastosowaniach takich jak oświetlenie samochodowe i elektronika użytkowa, jakość optyczna nie podlega negocjacjom. Zdolność materiału do przepuszczania światła bez zniekształceń ma bezpośredni wpływ na wydajność i bezpieczeństwo. Wybór odpowiedniej żywicy jest pierwszym i najważniejszym krokiem w procesie projektowania każdej przezroczystej części.
Kluczowe wskaźniki wydajności
Skupiamy się na dwóch głównych czynnikach: procentowej przepuszczalności światła i poziomie zamglenia. Wyższy współczynnik transmisji zapewnia maksymalną jasność, a niski poziom zamglenia gwarantuje przejrzystość. Materiały takie jak Makrolon klasy optycznej zostały zaprojektowane specjalnie z myślą o osiągnięciu doskonałych wyników w tych obszarach, co czyni je idealnymi do wymagających zastosowań.
Porównanie materiałów
Oto krótki przegląd popularnych przezroczystych materiałów, które często omawiamy z klientami podczas testów form.
| Materiał | Transmisja światła (%) | Haze (%) |
|---|---|---|
| PC (ogólnego przeznaczenia) | 85-89 | >1.0 |
| PC (klasa optyczna) | 89-92 | <1.0 |
| PMMA | 92-93 | <1.0 |
| COC/COP | 91-92 | <0.5 |
Jak widać, gatunek materiału, taki jak poliwęglan klasy optycznej, robi znaczącą różnicę.

Zaawansowane materiały dla soczewek
Podczas współpracy z producentami oświetlenia i soczewek samochodowych rozmowa wykracza poza podstawową przejrzystość. Musimy zająć się długoterminową wydajnością w trudnych warunkach. W przypadku tych klientów wybór materiału polega na zrównoważeniu początkowej jakości optycznej z trwałością przez cały okres użytkowania produktu.
Spełnianie standardów motoryzacyjnych
Soczewki samochodowe wymagają materiałów, które są odporne na żółknięcie pod wpływem promieniowania UV i wytrzymują wahania temperatury. Popularnym wyborem jest poliwęglan o wysokiej przepuszczalności, zwłaszcza gatunki takie jak Makrolon LED2245. Zapewnia on doskonałą stabilność termiczną i ochronę przed promieniowaniem UV, dzięki czemu soczewka pozostaje przejrzysta i funkcjonalna przez lata.
Wyzwanie związane z oświetleniem LED
Nowoczesne systemy oświetleniowe LED są bardzo wydajne, ale mogą generować lokalne ciepło. Materiał musi nie tylko skutecznie przepuszczać światło, ale także radzić sobie ze stresem termicznym bez degradacji. Często pomagamy klientom MTM w doborze specjalnych żywic zaprojektowanych w celu zminimalizowania Dwójłomność5 i innych wad optycznych podczas formowania. Wybór właściwej żywicy do soczewek samochodowych od samego początku zapobiega kosztownym korektom formy i opóźnieniom prób, zapewniając zgodność projektów z harmonogramem. W tym przypadku posiadanie materiałów wstępnie magazynowanych w Chinach staje się główną zaletą dla napiętych harmonogramów rozwoju naszych klientów.
Wybór odpowiedniego przezroczystego materiału wymaga zrównoważenia wydajności optycznej, trwałości i przetwarzalności. Żywice klasy optycznej, takie jak określone gatunki Makrolon, są zaprojektowane do wymagających zastosowań, zapewniając wysoką przepuszczalność światła i niskie zamglenie, które mają kluczowe znaczenie dla sukcesu produktów motoryzacyjnych i oświetlenia LED.
Optymalizacja parametrów formowania wtryskowego: Kontrola temperatury i ciśnienia
Właściwa temperatura i ciśnienie mają fundamentalne znaczenie w formowaniu wtryskowym. W przypadku materiału takiego jak poliwęglan Makrolon, precyzyjna kontrola zapobiega powstawaniu wad. Jeśli temperatura w cylindrze jest zbyt niska, materiał nie będzie płynął prawidłowo. Jeśli jest zbyt wysoka, może ulec degradacji, powodując kruchość lub odbarwienie.
Prawidłowe ustawienia zapewniają jakość części. Celem jest stabilny proces, który produkuje spójne, wysokiej jakości komponenty. Często doradzamy klientom, aby ustalili linię bazową i dostosowywali ją stopniowo w oparciu o konkretną formę i geometrię części.
Temperatura beczki i formy
Profil temperatury beczki ma kluczowe znaczenie. Powinien on stopniowo wzrastać od strefy zasilania do dyszy, aby zapewnić równomierne topienie. Źle ustawiony profil może prowadzić do niestopionych cząstek lub degradacji materiału, co bezpośrednio wpływa na wytrzymałość i wygląd produktu końcowego.
Temperatura formy jest równie ważna. Ma ona wpływ na szybkość chłodzenia, która wpływa na wykończenie powierzchni, skurcz i naprężenia wewnętrzne. W przypadku materiałów PC, takich jak Makrolon, często wymagana jest wyższa temperatura formy, aby uzyskać dobrą powierzchnię i zminimalizować naprężenia.
| Parametr | Zalecany zakres (°C) | Uwagi |
|---|---|---|
| Tylna strefa lufy | 260 - 280 | Zapewnia prawidłowe podawanie materiału |
| Środkowa strefa beczki | 280 - 300 | Główna strefa topnienia |
| Przednia strefa lufy | 290 - 310 | Homogenizuje temperaturę topnienia |
| Temperatura dyszy | 285 - 305 | Nieco niżej, aby zapobiec ślinieniu się |
| Temperatura formy | 80 - 120 | Wyższe temperatury poprawiają wykończenie powierzchni |

Związek między prędkością a stresem
Prędkość wtrysku ma bezpośredni związek z naprężeniami wewnętrznymi w wyprasce. Szybszy wtrysk szybko wypełnia formę, ale może powodować wysokie szybkości ścinania w stopionym polimerze. Proces ten wprowadza znaczne naprężenia, które mogą prowadzić do późniejszego wypaczania lub pękania.
Znalezienie równowagi jest kluczowe. W oparciu o nasze testy z klientami, praktycznym podejściem jest rozpoczęcie od umiarkowanej prędkości i obserwowanie wyników. Należy wziąć pod uwagę, jak materiał zachowuje się w różnych warunkach przepływu, co jest koncepcją kluczową dla materiałów. Reologia6. Pomaga to przewidzieć, w jaki sposób ciśnienie jest przenoszone przez stopiony materiał.
Ustawienia ciśnienia wtrysku
Ciśnienie wtrysku musi być wystarczające do całkowitego wypełnienia wnęki przed zamarznięciem materiału. Nadmierne ciśnienie może jednak spowodować flash lub nadmierne upakowanie, prowadząc do problemów z wymiarami. Następnie stosuje się ciśnienie utrzymujące, aby skompensować kurczenie się materiału podczas chłodzenia.
Ta dwustopniowa kontrola ciśnienia ma kluczowe znaczenie dla dokładności wymiarowej. Uzyskanie tego wymaga doświadczenia, zwłaszcza w przypadku stosowania określonych gatunków, takich jak Makrolon. W MTM dostarczamy dokładne materiały potrzebne do tych prób, eliminując zmienne i pomagając zespołom skupić się wyłącznie na optymalizacji procesu.
| Parametr wtrysku | Efekt zbyt wysokiego poziomu | Efekt zbyt niskiego poziomu |
|---|---|---|
| Prędkość wtrysku | Wysokie naprężenia wewnętrzne, lampa błyskowa | Krótkie ujęcia, znaczniki przepływu |
| Ciśnienie wtrysku | Flash, nadmierne pakowanie, stres częściowy | Krótkie strzały, ślady zatopienia |
| Ciśnienie trzymania | Trudne do wysunięcia, duże obciążenie | Zacieki, puste przestrzenie, wypaczenia |
Opanowanie temperatury cylindra i formy, wraz z ciśnieniem i prędkością wtrysku, ma zasadnicze znaczenie dla wysokiej jakości formowania. Stosowanie prawidłowych parametrów dla materiałów takich jak Makrolon zapobiega powszechnym defektom, zmniejsza naprężenia wewnętrzne i zapewnia spójną integralność części dla każdego projektu.
Łagodzenie typowych wad: Rozwiązywanie problemów ze srebrnymi smugami, pęcherzykami powietrza i przesunięciami
Wizualne defekty, takie jak srebrne smugi, pęcherzyki powietrza i wypukłości mogą wstrzymać projekt. Podczas pracy z materiałami takimi jak Makrolon, problemy te często wskazują na kilka podstawowych problemów związanych z przetwarzaniem. Zrozumienie ich przyczyn jest pierwszym krokiem w kierunku rozwiązania.
Identyfikacja źródła usterki
Wady te mogą wyglądać podobnie, ale wynikają z różnych przyczyn. Srebrne smugi i odkształcenia są często spowodowane wilgocią, podczas gdy pęcherzyki mogą wskazywać na uwięziony gaz lub degradację materiału. Prawidłowa identyfikacja problemu pozwala zaoszczędzić cenny czas na podłodze formierskiej.
Najczęstsze przyczyny w skrócie
Systematyczne podejście pomaga wyizolować zmienną powodującą wadę. Przed wprowadzeniem większych zmian należy potwierdzić podstawowe kwestie, takie jak obsługa materiałów i ustawienia maszyn.
| Wada | Główny podejrzany | Podejrzany wtórny |
|---|---|---|
| Srebrne smugi | Wilgoć w materiale | Uwięzione powietrze |
| Bąbelki | Degradacja termiczna | Słaba wentylacja |
| Znaki odstępu | Niewystarczające suszenie | Nadmierne ciepło ścinające |
Szybkie sprawdzenie
Pomocne może być wykonanie szybkiego "zastrzyku powietrza" poprzez przedmuchanie materiału do otworu. Jeśli na oczyszczonym materiale widoczne są pęcherzyki lub smugi, problem prawdopodobnie dotyczy materiału lub warunków w cylindrze, a nie samej formy.
Szczegółowe rozwiązywanie problemów
Dla inżynierów i techników jasna ścieżka diagnostyczna jest niezbędna. Przeanalizujmy rozwiązania dotyczące wad formowania poliwęglanu, łącząc je z wilgocią, ciepłem lub problemami z wentylacją, szczególnie w przypadku materiałów takich jak Makrolon.
Wady spowodowane wilgocią
Poliwęglan jest Higroskopijność7, Oznacza to, że łatwo absorbuje wilgoć z powietrza. Jeśli nie zostanie odpowiednio wysuszony, wilgoć ta zamienia się w parę w cylindrze, powodując srebrne smugi i ślady na powierzchni części. Jest to najczęstsza przyczyna takich wad wizualnych.
Problemy związane z wysoką temperaturą
Nadmierne ciepło lub wydłużony czas przebywania mogą degradować Makrolon, uwalniając gazy, które tworzą pęcherzyki wewnątrz części. Różni się to od pustek związanych z wilgocią. Widzieliśmy, że dzieje się tak, gdy temperatury beczek są ustawione zbyt wysoko lub czasy cyklu są niepotrzebnie długie.
Wentylacja i uwięzione powietrze
Jeśli materiał jest prawidłowo wysuszony, a temperatura jest prawidłowa, problem może mieć podłoże mechaniczne. Nieodpowiednie odpowietrzenie formy zatrzymuje powietrze we wnęce. To sprężone powietrze może powodować wady, które naśladują problemy z wilgocią lub skutkują wypaleniami na końcu ścieżki wypełnienia.
| Objaw | Prawdopodobna przyczyna | Zalecane działanie |
|---|---|---|
| Smugi promieniujące od bramy | Wilgotność | Sprawdź temperaturę i czas suszenia. |
| Pęcherzyki wewnątrz najgrubszej sekcji | Degradacja materiału | Obniżenie temperatury w beczce lub skrócenie czasu przebywania w beczce. |
| Ślady na końcu wypełnienia | Uwięzione powietrze / słaba wentylacja | Sprawdź otwory wentylacyjne pod kątem niedrożności lub rozmiaru. |
Rozwiązanie tych typowych wad formowania poliwęglanu wymaga metodycznego procesu. Zajmując się kontrolą wilgoci, zarządzaniem termicznym i odpowiednią wentylacją formy, można wyeliminować większość śladów splay i srebrnych smug w częściach Makrolon, zapewniając wysokiej jakości wyniki i utrzymując projekty zgodnie z harmonogramem.
Autentyczność i identyfikowalność: Zapewnienie oryginalnego Makrolonu w globalnych testach
W globalnych testach form, ryzyko użycia niezatwierdzonych "lokalnych odpowiedników" jest poważnym problemem. Dostawca może oferować generyczny poliwęglan, twierdząc, że jest taki sam jak Makrolon. Taka droga na skróty wprowadza nieprzewidywalne zmienne, które mogą zagrozić integralności całego projektu.
Problem z niezweryfikowanymi materiałami
Użycie nieokreślonego materiału może prowadzić do nieudanych testów i niedokładnych danych. Właściwości fizyczne mogą się nie zgadzać, powodując problemy z wydajnością części, stabilnością wymiarową lub wyglądem. Podważa to cel prób, którym jest walidacja formy z ostatecznym materiałem produkcyjnym.
Oryginalny Makrolon vs. generyczny PC
Zrozumienie tej różnicy ma kluczowe znaczenie. Autentyczny Makrolon od Covestro ma specyficzne właściwości użytkowe, których generyczne materiały często nie są w stanie odtworzyć.
| Cecha | Oryginalny Makrolon | Ogólny poliwęglan |
|---|---|---|
| Spójność | Niezawodność między partiami | Zależy od dostawcy |
| Wydajność | Spełnia dokładne specyfikacje | Często odbiega od normy |
| Identyfikowalność | W pełni udokumentowane | Ograniczone lub brak |

Rola certyfikatu analizy (COA)
Najważniejszym dokumentem służącym do weryfikacji materiału jest certyfikat analizy (COA). Jest to ostateczny dowód tożsamości żywicy, numeru partii i zgodności ze specyfikacjami. W MTM zawsze nalegamy na dostarczenie pełnej weryfikacji COA żywicy dla każdej partii.
Jak zweryfikować żywicę
Certyfikat COA to coś więcej niż tylko kawałek papieru. To gwarancja. Zawiera krytyczne dane, takie jak szybkość płynięcia, gęstość i inne właściwości. Dane te potwierdzają, że pracujesz z autentyczną żywicą Covestro, a nie tanim substytutem. Często używamy zaawansowanych metod, aby dwukrotnie sprawdzić te właściwości dla naszych klientów.
Krytyczne informacje na temat COA
- Nazwa producenta: Powinno być wyraźnie napisane Covestro.
- Klasa produktu: Musi odpowiadać określonej klasie Makrolon.
- Numer działki: Niezbędne dla pełnej identyfikowalności materiału.
- Wyniki testu: Kluczowe właściwości fizyczne muszą mieścić się w określonym zakresie.
Ten poziom weryfikacji jest dla nas standardową praktyką. Zaawansowane analizy, takie jak Spektroskopia8 można nawet wykorzystać do potwierdzenia unikalnego chemicznego odcisku palca polimeru, nie pozostawiając miejsca na wątpliwości co do jego autentyczności.
Zapewnienie autentyczności materiału nie podlega negocjacjom w przypadku udanych testów globalnych. Zawsze żądaj certyfikatu analizy, aby sprawdzić, czy używasz oryginalnego Makrolonu. Ten prosty krok chroni projekt przed kosztownymi opóźnieniami i awariami spowodowanymi przez podrobione lub nieprawidłowe materiały.
Materiały równoważne a określona marka: Kiedy zastąpić
Wybór między określoną marką a równoważnym materiałem jest krytycznym wyborem podczas testowania form. Gdy projekt określa poliwęglan premium, taki jak Makrolon, pozyskiwanie go w Chinach może powodować opóźnienia. W przypadku wstępnych prób T1 celem jest często weryfikacja geometrii formy i podstawowej funkcjonalności.
Czy odpowiednik jest akceptowalny dla T1?
W przypadku testów na wczesnym etapie często wystarczający jest wysokiej jakości lokalny odpowiednik z porównywalnym arkuszem danych. Takie podejście umożliwia sprawdzenie dopasowania, kształtu i działania mechanicznego bez oczekiwania na kosztowne przesyłki międzynarodowe. Znacznie przyspiesza to początkową pętlę sprzężenia zwrotnego.
Kluczowe czynniki decyzyjne
Decyzja zależy od celu procesu. Proste porównanie może pomóc w dokonaniu wyboru.
| Etap próbny | Główny cel | Zalecany materiał |
|---|---|---|
| T1 (pierwszy strzał) | Weryfikacja funkcji i wymiarów formy | Odpowiednik PC |
| T2 (udoskonalenie) | Optymalizacja parametrów przetwarzania | Równoważna lub określona marka |
| Ostateczna walidacja | Certyfikacja wydajności produktu | Określona marka (Makrolon) |

Chociaż arkusze danych stanowią punkt wyjścia, nie oddają pełnego obrazu sytuacji. Ryzyko związane z zastępowaniem materiałów często wiąże się z subtelnymi różnicami, które nie są od razu oczywiste. Mogą one obejmować różnice w dodatkach do przetwarzania, spójność między partiami i długoterminową wydajność pod obciążeniem.
Więcej niż arkusz danych
Określona marka, taka jak Makrolon, zapewnia spójną strukturę molekularną i właściwości. Poliwęglan jest Amorficzny9 polimer, co oznacza, że jego wydajność jest powiązana z jego wewnętrzną strukturą. Odpowiednik może pasować na papierze, ale zachowywać się inaczej pod rzeczywistym ciśnieniem i temperaturą formowania.
Ramy walidacji
W MTM prowadzimy klientów przez praktyczny proces walidacji odpowiedników Makrolon. Obejmuje to bezpośrednie porównanie skupiające się na krytycznych dla jakości atrybutach.
Krytyczne punkty porównawcze
Podczas zastępowania analizujemy potencjalne odchylenia, które mogą mieć wpływ na produkt końcowy. Nawet niewielkie różnice w zachowaniu materiału mogą wpłynąć na wynik próby formy i późniejszej walidacji.
| Atrybut | Określony Makrolon | Potencjalne równoważne ryzyko |
|---|---|---|
| Skurcz | Spójność i przewidywalność | Większa zmienność, wpływająca na tolerancje |
| Melt Flow | Stabilność we wszystkich partiach | Może się różnić, wymagając dostosowania procesu |
| Przejrzystość optyczna | Wysoki i jednolity | Może mieć niewielkie zamglenie lub zmiany koloru |
Użycie równoważnych materiałów do wstępnych prób T1 przyspiesza walidację formy poprzez skrócenie czasu oczekiwania. Jednak w celu uzyskania ostatecznej wydajności i zatwierdzenia przez organy regulacyjne, korzystanie z określonej marki, takiej jak Makrolon, nie podlega negocjacjom. Kluczem jest wiedza, kiedy każde podejście jest odpowiednie dla danego harmonogramu projektu.
Operacje dodatkowe: Malowanie, klejenie i spawanie części Makrolon
Po formowaniu części Makrolon często wymagają wykończenia. Operacje wtórne, takie jak malowanie, klejenie i spawanie, mają kluczowe znaczenie zarówno dla estetyki, jak i funkcjonalności. Jednak nie wszystkie metody są odpowiednie dla każdego gatunku poliwęglanu Makrolon. Niezbędne jest zaplanowanie tych kroków już na etapie projektowania.
Wstępny wybór procesu
Wybór odpowiedniego procesu wtórnego zależy wyłącznie od wymagań danego zastosowania. Na przykład malowanie poprawia wygląd i odporność na promieniowanie UV, podczas gdy spawanie zapewnia mocne połączenia strukturalne. Należy wziąć pod uwagę konkretne naprężenia, jakie wytrzyma końcowa część. Zaniedbanie tego może prowadzić do awarii części.
| Działanie | Główny cel | Kluczowe wyzwanie |
|---|---|---|
| Malowanie | Estetyka, ochrona przed promieniowaniem UV | Przyczepność, kompatybilność z rozpuszczalnikami |
| Łączenie | Montaż, uszczelnienie | Wybór kleju, przygotowanie powierzchni |
| Spawanie | Połączenia strukturalne | Klasa materiału, konstrukcja złącza |
Dopasowanie klasy do procesu
Różne gatunki Makrolonu reagują w różny sposób. Na przykład gatunek przeznaczony do urządzeń medycznych może nie akceptować niektórych farb ze względu na skład chemiczny powierzchni. Właśnie dlatego wybór materiału jest tak ważny. W MTM pomagamy klientom znaleźć dokładnie taki gatunek, jaki jest potrzebny do całego procesu, a nie tylko do formowania.
Spawanie ultradźwiękowe Makrolon
Zgrzewanie ultradźwiękowe jest popularną metodą łączenia komponentów Makrolon. Wykorzystuje ona wibracje o wysokiej częstotliwości do tworzenia spoiny półprzewodnikowej. Sukces tego procesu zależy jednak w dużej mierze od konstrukcji złącza, gatunku użytego Makrolonu i ustawień sprzętu.
Wpływ wypełniaczy
Wypełnione szkłem lub minerałami gatunki Makrolonu mogą być trudne do zgrzewania ultradźwiękowego. Wypełniacze mogą zakłócać przepływ polimeru na styku spoiny, prowadząc do słabszego wiązania. W takich przypadkach dostosowanie czasu i ciśnienia zgrzewania ma kluczowe znaczenie dla osiągnięcia optymalnych rezultatów.
Ryzyko związane z klejeniem rozpuszczalnikowym
Klejenie rozpuszczalnikowe to kolejna popularna technika, ale niesie ze sobą znaczne ryzyko, jeśli nie zostanie wykonana prawidłowo. Niektóre rozpuszczalniki mogą powodować pękanie naprężeniowe w środowisku, co zagraża długoterminowej integralności części. Materiał Lepkosprężystość10 wpływa na to, jak reaguje na połączone naprężenia chemiczne i mechaniczne.
Oto krótkie porównanie popularnych metod łączenia komponentów PC.
| Metoda | Siła | Prędkość | Ograniczenie materiałowe |
|---|---|---|---|
| Spawanie ultradźwiękowe | Wysoki | Szybko | Najlepsze dla niewypełnionych klas |
| Wiązanie rozpuszczalnikiem | Umiarkowany | Umiarkowany | Wysokie ryzyko pękania naprężeniowego |
| Kleje (epoksydowe/cyjanoakrylowe) | Różne | Powolny | Wymaga przygotowania powierzchni |
Ostatecznie wybór właściwej metody łączenia wymaga dogłębnego zrozumienia konkretnego gatunku Makrolon. Pozyskanie odpowiedniego materiału do próby formy zapewnia, że testy po formowaniu będą dokładnie odzwierciedlać końcową wydajność produkcji, zapobiegając kosztownym niespodziankom.
Wybór odpowiedniego gatunku Makrolonu ma kluczowe znaczenie dla powodzenia operacji wtórnych. Właściwe planowanie malowania, klejenia lub spawania ultradźwiękowego zapobiega kosztownym awariom i zapewnia integralność części. Te szczegóły mają znaczenie od najwcześniejszych etapów projektowania produktu i wyboru materiału.
Odblokuj prędkość próbną Makrolon z MTM Solutions
Szukasz materiałów Makrolon do następnej próby formowania wtryskowego w Chinach? Usprawnij swój projekt - poproś MTM o wycenę i uzyskaj natychmiastowy dostęp do autentycznych, wstępnie magazynowanych materiałów Makrolon. Pomiń wysyłkę zagraniczną i opóźnienia. Skontaktuj się z nami już dziś, aby zagwarantować spójność, zgodność i szybki sukces prób!

-
Zrozumienie zachowania tego typu polimeru pod wpływem ciepła ma kluczowe znaczenie dla optymalizacji procesu formowania wtryskowego. ↩
-
Dowiedz się, jak ten proces chemiczny wpływa na długoterminową trwałość i estetykę produktu. ↩
-
Zrozumienie tego ma kluczowe znaczenie dla rozwoju bezpiecznych urządzeń medycznych, które wchodzą w interakcje z systemami biologicznymi. ↩
-
Zrozumienie tego mechanizmu zwęglania pomaga wybrać zaawansowane systemy zmniejszające palność do zastosowań wysokotemperaturowych. ↩
-
Zrozumienie tej właściwości pomaga inżynierom zminimalizować zniekształcenia optyczne w formowanych soczewkach i przezroczystych komponentach. ↩
-
Zrozumienie tej koncepcji pomaga przewidzieć przepływ materiału i zoptymalizować formowanie złożonych części. ↩
-
Zrozumienie tej właściwości materiału ma fundamentalne znaczenie dla zapobiegania wadom związanym z wilgocią w wielu polimerach inżynieryjnych. ↩
-
Dowiedz się, jak ta technika analityczna potwierdza skład polimeru, zapewniając autentyczność materiału. ↩
-
Zrozumienie tej struktury pomaga przewidzieć zachowanie materiału, takie jak przezroczystość i kurczenie się podczas procesu formowania. ↩
-
Zrozumienie tej właściwości pomaga przewidzieć, jak Makrolon zareaguje na ciepło i ciśnienie spawania. ↩