Potrzebujesz pomocy w wyborze odpowiedniego gatunku Bayblend PC/ABS do następnego projektu? Inżynierowie często zmagają się ze specyfikacjami materiałowymi podczas projektowania obudów samochodowych lub elektronicznych, zwłaszcza gdy ograniczenia czasowe wymagają natychmiastowych prób form w Chinach.
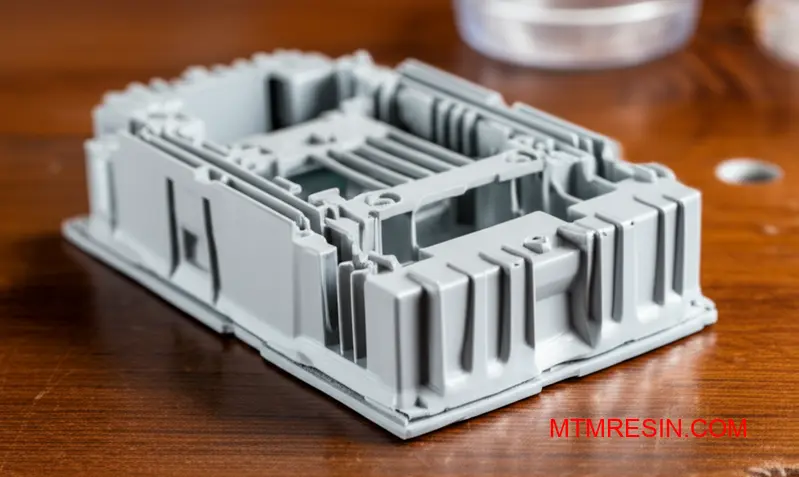
Bayblend PC/ABS łączy odporność cieplną poliwęglanu z przetwarzalnością ABS, tworząc stop inżynieryjny idealny do zastosowań motoryzacyjnych i elektronicznych wymagających zarówno wytrzymałości na uderzenia, jak i stabilności wymiarowej.

Ten przewodnik obejmuje wszystko, od wyboru gatunku między serią T i wariantami FR po parametry przetwarzania i strategie zaopatrzenia. Zrozumiesz, które konkretne gatunki, takie jak T65 XF lub FR3010, spełniają wymagania Twojego projektu i jak uniknąć typowych problemów związanych z formowaniem.
Optymalizacja projektów inżynieryjnych dzięki stopom Bayblend PC/ABS
Gdy inżynierowie potrzebują materiału, który nie pójdzie na kompromis, często odpowiedzią jest Bayblend PC/ABS. Ta mieszanka Covestro fachowo łączy wytrzymałość i odporność na ciepło poliwęglanu (PC) z elastycznością i przetwarzalnością akrylonitrylo-butadieno-styrenu (ABS). Tworzy to wyjątkowo zrównoważony profil.
Kluczowe saldo nieruchomości
Materiał ten oferuje wysoką udarność nawet w niskich temperaturach, doskonałą odporność na ciepło i dobre właściwości płynięcia dla złożonych projektów części. Ta kombinacja sprawia, że jest to niezawodny wybór do wymagających zastosowań, w których wydajność ma kluczowe znaczenie.
Typowe zastosowania
Często spotykamy je w projektach wnętrz samochodowych i obudów urządzeń elektronicznych. W tych dziedzinach trwałość, estetyka i stała wydajność nie podlegają negocjacjom. Użycie odpowiedniego materiału od samego początku jest kluczem do udanych prób form.
| Nieruchomość | Korzyści | Branża docelowa |
|---|---|---|
| Wysoka wytrzymałość | Trwałość, odporność na uderzenia | Motoryzacja, dobra konsumpcyjne |
| Odporność na ciepło | Stabilność w trudnych warunkach | Elektronika, Urządzenia |
| Dobry przepływ | Złożone projekty form | Wszystkie formy wtryskowe |

Wybór odpowiedniego gatunku Bayblend jest krytycznym krokiem, który wymaga starannego rozważenia. Nie chodzi tylko o wybór mieszanki PC/ABS; chodzi o dopasowanie konkretnych potrzeb w zakresie wydajności do konkretnego preparatu. W niektórych projektach priorytetem może być ognioodporność, podczas gdy inne wymagają zwiększonej stabilności UV lub określonego dopasowania kolorów.
Nawigacja po wyborze klasy
Na przykład gatunek trudnopalny (FR), taki jak Bayblend FR3010, jest niezbędny dla obudów elektronicznych w celu spełnienia norm bezpieczeństwa. Z kolei element samochodowej deski rozdzielczej może wymagać gatunku o niskiej emisji i wysokiej odporności na ciepło, aby wytrzymać ekspozycję na słońce bez wypaczania lub degradacji.
Rola mieszania polimerów
Wydajność tych stopów zależy w dużej mierze od Mieszalność1 pomiędzy fazami PC i ABS. Czynnik ten ma bezpośredni wpływ na końcowe właściwości mechaniczne. Dobrze dobrana mieszanka zapewnia pożądane połączenie wytrzymałości i przetwarzalności, unikając takich problemów jak kruchość czy rozwarstwianie. W MTM pomagamy klientom w dokonywaniu tych wyborów, zapewniając, że ich materiały do prób form w Chinach są zgodne z dokładnymi specyfikacjami projektu.
| Bayblend Grade | Podstawowa funkcja | Typowe zastosowanie |
|---|---|---|
| T65 XF | Wysoki przepływ, zrównoważone właściwości | Cienkościenne obudowy |
| FR3010 | Trudnopalność V-0 przy 1,5 mm | Obudowy elektroniczne |
| T85 XF | Wysoka odporność na ciepło | Samochodowe części wewnętrzne |
Bayblend PC/ABS zapewnia wszechstronne rozwiązanie dla złożonych potrzeb inżynieryjnych w motoryzacji i elektronice. Właściwy dobór gatunku ma kluczowe znaczenie dla powodzenia projektu. Posiadanie niezawodnego lokalnego partnera, takiego jak MTM w Chinach, zapewnia uzyskanie odpowiedniego materiału do wydajnych i dokładnych prób form.
Synergia poliwęglanu i ABS: Zrozumienie chemii
Poliwęglan (PC) i akrylonitryl-butadien-styren (ABS) są mocne same w sobie. Jednak po zmieszaniu tworzą doskonały stop. Ta kombinacja rozwiązuje typowe wyzwania inżynieryjne, łącząc mocne strony obu materiałów w jeden wszechstronny polimer.
Równoważenie wytrzymałości i przetwarzalności
PC oferuje doskonałą udarność, ale może być trudny w obróbce. ABS, z drugiej strony, zapewnia doskonałą przetwarzalność, ale nie jest tak odporny na ciepło i uderzenia jak PC. Mieszanka ta tworzy materiał, który jest łatwiejszy do formowania niż czysty PC.
Tworzenie wszechstronnego stopu
Stop PC/ABS dziedziczy kluczowe właściwości z obu materiałów macierzystych. Ta synergia skutkuje zrównoważonym profilem, co czyni go doskonałym wyborem do złożonych zastosowań. Poniżej znajduje się proste porównanie oparte na naszych testach laboratoryjnych.
| Nieruchomość | Poliwęglan (PC) | ABS | Stop PC/ABS |
|---|---|---|---|
| Siła uderzenia | Doskonały | Dobry | Bardzo dobry |
| Odporność na ciepło | Wysoki | Umiarkowany | Dobry |
| Przetwarzalność | Uczciwy | Doskonały | Dobry |
| Koszt | Wyższy | Niższy | Umiarkowany |

Na poziomie mikroskopowym, mieszanka PC/ABS jest fascynującym przykładem nauki o polimerach. Te dwa materiały nie są w pełni mieszalne. Zamiast tego tworzą strukturę wielofazową, w której jeden polimer jest rozproszony w drugim. Ten unikalny układ jest kluczem do jego wydajności.
Zrozumienie morfologii polimerów
Określona struktura lub morfologia polimeru dyktuje ostateczne właściwości. W większości gatunków PC/ABS, takich jak dobrze znana seria Bayblend, często pożądana jest struktura fazy współciągłej. Zapewnia to, że właściwości obu polimerów są skutecznie wyrażane w całym materiale.
Rola kompatybilizatorów
Aby ustabilizować tę mieszankę i poprawić przyczepność między fazami PC i ABS, często dodaje się kompatybilizatory. Środki te działają na styku dwóch polimerów. Zapobiegają one separacji faz podczas formowania, co zapewnia stałą wydajność mechaniczną końcowej części. Wybór kompatybilizatora ma kluczowe znaczenie dla uzyskania optymalnych rezultatów.
W MTM często doradzamy klientom przy wyborze odpowiedniego gatunku. Stosunek PC do ABS określa ostateczną równowagę właściwości. Wyższa zawartość PC zwiększa odporność na uderzenia i ciepło, podczas gdy większa ilość ABS poprawia płynność i obniża koszty.
| Stosunek PC/ABS | Podstawowa korzyść | Wspólna aplikacja |
|---|---|---|
| Wysoki PC | Zwiększona wytrzymałość | Zderzaki samochodowe |
| Zrównoważony | Wszechstronna wydajność | Obudowy elektroniczne |
| Wysoki ABS | Lepszy przepływ, niższe koszty | Towary konsumpcyjne |
Jest to klasyczny przykład amorficzne mieszanki termoplastyczne2 tworząc materiał o wiele bardziej użyteczny niż jego poszczególne komponenty.
Stopy PC/ABS w mistrzowski sposób łączą wytrzymałość poliwęglanu z przetwarzalnością ABS. Ta synergia tworzy zrównoważony, opłacalny materiał odpowiedni do wymagających zastosowań, od części samochodowych po elektronikę użytkową, zapewniając wydajność tam, gdzie poszczególne polimery nie spełniają swoich funkcji.
Wybór odpowiedniego gatunku Bayblend często sprowadza się do jednego kluczowego pytania: czy wymagana jest ognioodporność? Ten jeden czynnik dzieli portfolio na dwie główne ścieżki. Gatunki ogólnego przeznaczenia oferują doskonałe właściwości mechaniczne i estetykę do codziennych zastosowań, w których bezpieczeństwo przeciwpożarowe nie jest najważniejsze.
Klasy ogólnego przeznaczenia
Materiały te są wykorzystywane do produkcji obudów i części konstrukcyjnych. Zapewniają one zrównoważony profil wytrzymałości na uderzenia, odporności na ciepło i przetwarzalności. Pomyśl o obudowach elektroniki użytkowej lub elementach wnętrza samochodu, które nie zawierają krytycznych źródeł zasilania. Są one zazwyczaj bardziej opłacalne.
Klasy ognioodporności
Gdy aplikacja wymaga określonych certyfikatów bezpieczeństwa, należy zwrócić się do serii trudnopalnej (FR). Gatunki te zostały zaprojektowane tak, aby samogasły po wystawieniu na działanie płomienia, co jest krytyczną cechą produktów, które będą podłączone do ściany lub zawierają baterie.
| Kategoria zaszeregowania | Główny przypadek użycia | Główne cechy |
|---|---|---|
| Ogólnego przeznaczenia | Obudowy strukturalne, estetyczne osłony | Zrównoważone właściwości mechaniczne |
| Ognioodporność | Obudowy elektryczne, zasilacze | Spełnia normy palności UL94 |

Portfolio Bayblend jest wyraźnie podzielone na segmenty, aby uprościć wybór. Dwie najbardziej znane rodziny to seria T (ogólnego przeznaczenia) i seria FR (trudnopalna). Moi klienci w MTM często potrzebują jasności co do tego, którą ścieżkę obrać podczas prób form w Chinach.
Seria Bayblend T
The Seria Bayblend T takie jak T65 XF lub T85 XF, są standardowymi mieszankami PC/ABS. Są one zoptymalizowane pod kątem wytrzymałości, sztywności i doskonałych właściwości płynięcia. Są idealne do części, w których priorytetem jest wydajność mechaniczna i nie ma rygorystycznych wymagań dotyczących palności ze strony organów regulacyjnych.
Bayblend FR Grades
I odwrotnie, Gatunki Bayblend FR są zaprojektowane tak, aby spełniać określone normy bezpieczeństwa. Decyzja o zastosowaniu klasy FR nie jest wyborem, ale koniecznością wynikającą z końcowego zastosowania produktu. Jeśli komponent będzie zawierał elektronikę lub znajdował się w pobliżu źródła ciepła, ocena UL94 jest często obowiązkowa. Proces Piroliza3 jest hamowana przez dodatki zawarte w tych gatunkach.
Na przykład osiągnięcie UL94 V-0 PC/ABS dla obudowy urządzenia jest częstym wymogiem. W takich przypadkach klasy z serii FR3000 są najlepszym rozwiązaniem.
| Czynnik | Seria Bayblend T | Seria Bayblend FR |
|---|---|---|
| Główny kierowca | Wydajność mechaniczna i koszt | Bezpieczeństwo i zgodność z UL |
| Typowe zastosowanie | Wnętrza samochodów, urządzenia bez zasilania | Zasilacze, ładowarki, obudowy urządzeń |
| Kluczowa specyfikacja | Uderzenie Izod z karbem, HDT | Stopień palności UL94 (V-0, V-1) |
| Koncentracja na dodatkach | Modyfikatory udarności, stabilizatory termiczne | Halogenowane lub niehalogenowane środki zmniejszające palność |
Podstawową różnicą między gatunkami Bayblend ogólnego przeznaczenia i trudnopalnymi jest zgodność z przepisami. Seria T nadaje priorytet mechanice, podczas gdy seria FR została zaprojektowana w celu spełnienia określonych norm bezpieczeństwa pożarowego UL94 dla elektroniki i zastosowań elektrycznych, co czyni ją obowiązkowym wyborem dla takich produktów.
Deep Dive: Analiza wydajności Bayblend T65 XF i T85 XF
Wybierając materiał na komponenty obudowy, inżynierowie często stają przed wyborem między podobnymi gatunkami. Bayblend T65 XF i T85 XF są popularnymi opcjami PC/ABS o wysokim przepływie, ale służą różnym potrzebom. Podstawowa różnica polega na ich właściwościach termicznych i udarnościowych.
Wstępna migawka wydajności
T85 XF oferuje wyższą odporność na ciepło, co ma kluczowe znaczenie dla urządzeń generujących znaczne ciepło wewnętrzne. Z kolei T65 XF zapewnia niewielką przewagę w zakresie płynności i udarności. Sprawia to, że jest to solidny wybór do zastosowań ogólnego przeznaczenia, w których naprężenia termiczne mają mniejsze znaczenie.
Porównanie kluczowych danych
Oto krótkie spojrzenie na ich zestawienie w oparciu o nasze wewnętrzne dane testowe.
| Nieruchomość | Bayblend T65 XF | Bayblend T85 XF |
|---|---|---|
| Temperatura zmiękczania Vicat (B50) | 114 °C | 120 °C |
| Udar z karbem Charpy'ego (23°C) | 50 kJ/m² | 45 kJ/m² |
| Szybkość płynięcia (260°C/5kg) | 20 cm³/10 min | 18 cm³/10 min |
Tabela ta pokazuje wyraźny kompromis między oporem cieplnym a przepływem.

Wybór między Bayblend T65 XF i T85 XF wymaga starannej analizy kompromisów. "XF" oznacza "eXtra Flow", a oba gatunki zapewniają doskonałą przetwarzalność. Jest to znacząca zaleta dla form pracujących ze złożonymi geometriami lub cienkościennymi częściami, skracająca czas cyklu i ciśnienie wtrysku.
Wytrzymałość na uderzenia a odporność termiczna
Dyskusja na temat Bayblend T65 vs T85 często koncentruje się na cieple. Wyższa Temperatura mięknienia Vicat4 T85 XF jest jego główną zaletą. Wytrzymuje o około 6°C więcej ciepła przed odkształceniem, co może być decydującym czynnikiem w przypadku wnętrz samochodowych lub obudów elektronicznych, które pracują w wysokiej temperaturze.
Szczegółowe dane dotyczące siły uderzenia
Ta wytrzymałość termiczna ma jednak niewielki wpływ na udarność. Chociaż oba materiały są wytrzymałe, T65 XF konsekwentnie wykazuje nieco lepszą odporność na uderzenia w testach laboratoryjnych. Sprawia to, że jest bardziej odpowiedni dla części, które mogą być narażone na upadki lub nieostrożne obchodzenie się z nimi.
| Typ testu udarności | Bayblend T65 XF | Bayblend T85 XF |
|---|---|---|
| Uderzenie z karbem Izod (23 °C) | 55 kJ/m² | 50 kJ/m² |
| Uderzenie z karbem Izod (-30 °C) | 40 kJ/m² | 35 kJ/m² |
W MTM magazynujemy oba gatunki w Chinach. Pozwala to klientom na przeprowadzanie prób form z użyciem dokładnie tego materiału, który został określony dla ich projektu, zapewniając walidację wydajności bez opóźnień związanych z wysyłką międzynarodową.
Podsumowując, wybór zależy od głównego czynnika obciążającego. W przypadku zastosowań generujących ciepło, Bayblend T85 XF jest lepszy. W przypadku zastosowań wymagających maksymalnej wytrzymałości i łatwiejszej obróbki w bardzo złożonych projektach, Bayblend T65 XF jest często bardziej praktycznym i opłacalnym rozwiązaniem.
Krytyczne normy bezpieczeństwa: Badanie Bayblend FR3010 i FR3000
Przy wyborze materiałów trudnopalnych, zwłaszcza dla elektroniki, wybór między Bayblend FR3010 i FR3000 ma kluczowe znaczenie. Oba są mieszankami PC/ABS znanymi z bezpieczeństwa, ale służą różnym potrzebom. Zrozumienie ich specyfikacji jest kluczem do udanego projektowania i zgodności produktu.
Podstawowe różnice w skrócie
Bayblend FR3010 oferuje doskonałą ognioodporność, dzięki czemu idealnie nadaje się do zastosowań wymagających najwyższych wskaźników bezpieczeństwa. Z kolei FR3000 zapewnia zrównoważony profil o lepszych właściwościach płynięcia, co ma kluczowe znaczenie przy produkcji złożonych części o cienkich ściankach.
Szybkie porównanie
| Cecha | Bayblend FR3010 | Bayblend FR3000 |
|---|---|---|
| Podstawowa zaleta | Zwiększona ognioodporność | Zrównoważony przepływ i FR |
| Typowy przypadek użycia | Obudowy zasilaczy | skomplikowane obudowy elektroniczne |
| Zawartość halogenu | Bezhalogenowy | Bezhalogenowy |
Dlaczego ma to znaczenie dla projektu
Wybór odpowiedniego gatunku ma bezpośredni wpływ na możliwość formowania i zgodność z wymogami bezpieczeństwa. W przypadku projektów obejmujących skomplikowane projekty lub formowanie cienkościenne, FR3000 może być lepszą opcją. Dla tych, w których bezpieczeństwo jest absolutnym priorytetem, FR3010 jest zdecydowanym zwycięzcą.
Głębsze spojrzenie na specyfikacje techniczne
W mojej pracy często pomagam klientom w poruszaniu się po arkuszu danych Bayblend FR3010. Materiał ten osiąga ocenę V-0 zgodnie z normą UL 945 przy bardzo cienkich ściankach, często do 0,75 mm. Wydajność ta jest wyjątkowa w przypadku bezhalogenowych materiałów FR PC/ABS.
Przepływ a ognioodporność
Podstawowy kompromis dotyczy przepływu stopu i odporności na płomienie. Formuła FR3010 nadaje priorytet bezpieczeństwu, co nieznacznie zwiększa jego lepkość. Może to stanowić wyzwanie przy wypełnianiu złożonych, cienkościennych form, co jest powszechnym wymogiem dla nowoczesnej elektroniki użytkowej.
Z drugiej strony, Bayblend FR3000 oferuje wyższy współczynnik płynięcia. To czyni go jednym z najlepszych materiałów do formowania cienkościennego. Nadal zapewnia niezawodną ognioodporność, ale jest zoptymalizowany pod kątem zapewnienia wydajności produkcji i swobody projektowania skomplikowanych geometrii bez całkowitego pogorszenia bezpieczeństwa.
Przegląd specyfikacji
Stwierdziliśmy, że następujące rozróżnienia są najbardziej istotne dla inżynierów dokonujących wyboru.
| Specyfikacja | Bayblend FR3010 | Bayblend FR3000 |
|---|---|---|
| Współczynnik szybkości płynięcia (MFR) | Niższy | Wyższy |
| UL 94 V-0 Ocena (grubość) | Osiągalne przy ~0,75 mm | Osiągalne przy ~1,5 mm |
| Siła uderzenia | Doskonały | Doskonały |
| Temperatura odchylenia ciepła. | Wysoki | Wysoki |
Ta równowaga jest powodem, dla którego posiadanie obu gatunków łatwo dostępnych w naszym chińskim magazynie w MTM jest tak cenne. Pozwala to na szybkie testowanie i walidację bez opóźnień w wysyłce międzynarodowej.
Wybór pomiędzy Bayblend FR3010 i FR3000 wymaga zrównoważenia potrzeb bezpieczeństwa z praktycznymi aspektami produkcji. FR3010 oferuje najwyższą ognioodporność dla krytycznych zastosowań, podczas gdy FR3000 zapewnia lepszy przepływ dla złożonych, cienkościennych projektów bez poświęcania podstawowych standardów bezpieczeństwa.
Kluczowe parametry przetwarzania: Specyfikacja kontroli wilgotności i suszenia
Prawidłowe suszenie żywicy Bayblend nie jest tylko sugestią; jest to obowiązkowy krok dla wysokiej jakości formowania. Ponieważ ta mieszanka PC/ABS jest higroskopijna, łatwo absorbuje wilgoć z powietrza. Nieusunięcie tej wilgoci przed przetwarzaniem prowadzi bezpośrednio do takich problemów, jak srebrne smugi i ślady na powierzchni części.
Zalecane ustawienia suszenia
Skuteczne suszenie zapobiega degradacji materiału i zapewnia optymalną wydajność. W oparciu o nasze testy, należy przestrzegać ścisłych parametrów, aby uniknąć awarii przetwarzania.
| Parametr | Zalecana wartość | Jednostka |
|---|---|---|
| Temperatura suszenia | 80 - 110 | °C |
| Czas schnięcia | 2 - 4 | Godziny |
| Wilgotność resztkowa | < 0.02 | % |
| Punkt rosy | -20 do -30 | °C |
Konsekwencje niewłaściwego suszenia
Pominięcie lub skrócenie cyklu suszenia zagrozi integralności strukturalnej produktu końcowego. Właściwości mechaniczne materiału mogą ulec znacznemu pogorszeniu, co jest krytyczną wadą każdej funkcjonalnej części.

Osiągnięcie prawidłowego punktu rosy
Wielu przetwórców koncentruje się tylko na temperaturze i czasie, ale najbardziej krytycznym czynnikiem dla suszenia Bayblend jest punkt rosy. Standardowa suszarka na gorące powietrze nie jest w stanie osiągnąć wymaganego poziomu suchości. Aby osiągnąć punkt rosy na poziomie -20°C lub niższym, należy użyć osuszacza adsorpcyjnego. Dzięki temu powietrze będzie wystarczająco suche, aby odciągnąć wilgoć z granulek. Niewystarczająco wysuszony materiał jest podatny na Hydroliza6 podczas przetwarzania stopu. Ta reakcja chemiczna trwale rozbija łańcuchy polimerowe, osłabiając materiał jeszcze przed wypełnieniem formy.
Porównanie typów suszarek
Wybór suszarki ma bezpośredni wpływ na wrażliwość PC/ABS na wilgoć i końcową jakość części. Różnica w wydajności jest znacząca.
| Typ suszarki | Zdolność do pomiaru punktu rosy | Przydatność dla Bayblend | Powód |
|---|---|---|---|
| Suszarka na gorące powietrze | Otoczenie | Niezalecane | Nie można usunąć wystarczającej ilości wilgoci |
| Osuszacz adsorpcyjny | -20°C do -40°C | Gorąco polecam | Osiąga wymagany poziom suchości |
W MTM zawsze zwracamy uwagę naszych klientów na prawidłowe ustawienia osuszacza. Jest to podstawowy krok do udanej próby formy, zapewniający, że materiał Bayblend działa dokładnie tak, jak określono przez producenta.
Dla pomyślnego przetwarzania Bayblend niezbędna jest suszarka adsorpcyjna. Przestrzeganie prawidłowej temperatury, czasu, a zwłaszcza niskiego punktu rosy zapobiega wadom związanym z wilgocią. Gwarantuje to integralność materiału i prowadzi do pomyślnego wyniku formowania.
Optymalizacja temperatury cylindra i stopu dla formowania wtryskowego
Przetwarzanie Bayblend wymaga określonego profilu temperatury dla uzyskania optymalnych rezultatów. Ogólny zakres wynosi od 240°C do 280°C. Dokładne ustawienie zależy jednak w dużej mierze od używanego gatunku. Ta precyzja ma kluczowe znaczenie dla sukcesu.
Stopnie T vs. Stopnie FR
Gatunki trudnopalne (FR) są bardziej wrażliwe na ciepło niż standardowe gatunki T. Przekroczenie zalecanej temperatury może spowodować degradację dodatków zmniejszających palność. W MTM zapewniamy, że klienci otrzymują dokładnie określony gatunek Bayblend, co ma kluczowe znaczenie dla dokładnych prób form w Chinach.
Zalecane temperatury przetwarzania
| Typ klasy | Temperatura dyszy (°C) | Cylinder Strefa 1 (°C) | Cylinder Strefa 2 (°C) | Cylinder Strefa 3 (°C) |
|---|---|---|---|---|
| T-Grade (Standard) | 250 - 270 | 250 - 270 | 240 - 260 | 230 - 250 |
| Klasa FR (trudnopalność) | 240 - 260 | 240 - 260 | 230 - 250 | 220 - 240 |

Uzyskanie właściwego profilu temperatury formowania wtryskowego dla Bayblend to coś więcej niż tylko przestrzeganie arkusza danych. Chodzi o zapobieganie ryzyku degradacji materiału, które może po cichu zrujnować projekt. Przegrzanie jest głównym problemem, zwłaszcza w przypadku materiałów typu FR.
Niebezpieczeństwo degradacji termicznej
Gdy Bayblend się przegrzewa, jego struktura molekularna ulega rozpadowi. Zmniejsza to jego właściwości mechaniczne, prowadząc do kruchości części. W przypadku klas FR, dodatki zmniejszające palność mogą również ulegać degradacji, obniżając ocenę bezpieczeństwa materiału i powodując wady powierzchni, takie jak ślady rozszczepienia.
Poduszka stopu i czas przebywania
Kontrola temperatury jest powiązana z zarządzaniem poduszką stopu i czas przebywania7. Stała poduszka stopu zapewnia stabilne przenoszenie ciśnienia. Co ważniejsze, zminimalizowanie czasu przebywania materiału w gorącej beczce zapobiega jego "gotowaniu" i degradacji, zanim jeszcze zostanie wtryśnięty do formy.
Często doradzamy klientom, aby stosowali najniższą możliwą temperaturę, która nadal pozwala na całkowite wypełnienie bez wad. Takie podejście pozwala zachować integralność materiału, szczególnie w przypadku wrażliwych gatunków, takich jak Bayblend FR. Jest to równowaga, którą pomagamy naszym partnerom osiągnąć podczas testów.
Właściwa kontrola temperatury dla różnych gatunków Bayblend jest niezbędna. Przegrzanie, zwłaszcza w przypadku wariantów FR, powoduje degradację termiczną. Zarządzanie czasem przebywania i poduszką stopu pomaga zachować integralność materiału i zapewnia wysokiej jakości części, unikając kosztownych niepowodzeń projektu.
Podczas pracy z Bayblend, Producenci narzędzi muszą wziąć pod uwagę jego typowy współczynnik skurczu wynoszący od 0,5% do 0,7%. Zakres ten jest punktem wyjścia, ale precyzyjne tolerancje projektu formy wymagają głębszego zrozumienia. Ignorowanie tych niuansów często prowadzi do części, które nie przechodzą kontroli wymiarowych.
Kluczowe czynniki wpływające na kurczenie się
Ostateczna wartość skurczu nie jest statyczna. Wpływa na nią skład materiału i warunki przetwarzania. Na przykład obecność włókien wzmacniających może znacząco zmienić zachowanie materiału, wpływając na końcowe wymiary części w różny sposób w zależności od jej geometrii.
Kierunek przepływu Wpływ
Jednym z najbardziej krytycznych czynników jest kierunek przepływu stopu w gnieździe formy. Materiały takie jak Bayblend kurczą się inaczej wzdłuż ścieżki przepływu niż prostopadle do niej. Ta zmienność musi być uwzględniona w projekcie narzędzia, aby osiągnąć stabilność wymiarową.
| Kierunek | Typowy skurcz |
|---|---|
| Kierunek przepływu | ~0.5% |
| Kierunek przepływu krzyżowego | ~0.7% |
Zrozumienie podstawy Bayblend to tylko pierwszy krok. Prawdziwym wyzwaniem jest przewidzenie, w jaki sposób dodatki i przetwarzanie wpływają na ten współczynnik. W MTM często pomagamy klientom, których części nie przeszły kontroli, ponieważ początkowe tolerancje projektu formy były zbyt uproszczone.
Efekty wzmocnienia włóknami
Dodanie włókien szklanych do Bayblend poprawia właściwości mechaniczne, ale komplikuje przewidywanie skurczu. Włókna układają się zgodnie z kierunkiem przepływu, ograniczając skurcz wzdłuż tej osi. Jednak skurcz w kierunku poprzecznym często wzrasta, co może prowadzić do nieoczekiwanego wypaczenia, jeśli nie jest kontrolowane.
Skurcz w gatunkach wzmocnionych włóknami
Zachowanie materiału staje się niejednolite lub wykazuje Anizotropia8. Po przeprowadzeniu testów z kilkoma klientami zaobserwowaliśmy, że geometria części może w dużym stopniu wpływać na ułożenie włókien, tworząc zlokalizowane obszary dużych naprężeń i rozbieżności wymiarowych. Wymaga to znacznie bardziej wyrafinowanego podejścia do ustalania tolerancji projektu formy.
| Zawartość włókien | Skurcz przepływu | Skurcz w przepływie krzyżowym |
|---|---|---|
| 0% (Neat Resin) | 0.5% - 0.7% | 0.5% - 0.7% |
| 15% GF | 0.2% - 0.4% | 0,6% - 0,9% |
| 30% GF | 0.1% - 0.3% | 0.7% - 1.0% |
Zrozumienie standardu Bayblend Kluczowe znaczenie ma współczynnik skurczu i czynniki takie jak zawartość włókien. Prawidłowy projekt formy musi uwzględniać te zmienne, aby zapewnić dokładność wymiarową i stabilność końcowej części, unikając kosztownych przeróbek i opóźnień projektu.
Operacje po formowaniu: Malowanie, powlekanie i klejenie Bayblend
Wszechstronność Bayblend wykracza poza formowanie. Jego skład PC/ABS czyni go idealnym do operacji wtórnych. W przypadku projektów wymagających metalicznego wykończenia, jego chemia powierzchni zapewnia doskonałą przyczepność do galwanizacji. To sprawia, że jest to najlepszy wybór dla części dekoracyjnych i funkcjonalnych.
Malowanie i wykańczanie
Właściwe przygotowanie powierzchni ma kluczowe znaczenie dla malowania części samochodowych wykonanych z Bayblend. Materiał dobrze przyjmuje różne systemy malarskie, ale powierzchnia musi być czysta i wolna od środków antyadhezyjnych. Zapewnia to trwałe i wysokiej jakości wykończenie, krytyczne dla estetycznych komponentów.
Rozważania dotyczące poszycia
W przypadku galwanizacji PC/ABS proces rozpoczyna się od wytrawienia powierzchni w celu utworzenia mikroskopijnych kotwic. Ten etap ma kluczowe znaczenie dla uzyskania silnej przyczepności między tworzywem sztucznym a warstwami metalu.
| Działanie | Kluczowe wymagania | Wspólna aplikacja |
|---|---|---|
| Malowanie | Czyszczenie powierzchni | Wykończenie wnętrza samochodu |
| Poszycie | Trawienie powierzchniowe | Chromowane kratki |
| Łączenie | Wspólny projekt | Obudowy elektroniczne |

Operacje wtórne definiują wydajność i wygląd produktu końcowego. Dzięki Bayblend uzyskanie wysokiej jakości wykończenia poprzez malowanie lub galwanizację jest proste, pod warunkiem przestrzegania odpowiednich kroków. Zrównoważone właściwości materiału są główną zaletą w przypadku galwanizacji komponentów PC/ABS w wymagających branżach.
Przygotowanie powierzchni pod kątem przyczepności
Przed nałożeniem powłoki powierzchnia musi zostać starannie przygotowana. Obejmuje to usunięcie zanieczyszczeń, takich jak oleje, kurz i środki antyadhezyjne. W MTM często zalecamy naszym klientom określone protokoły czyszczenia, aby zapewnić optymalne wyniki i zapobiec rozwarstwieniu lub powstawaniu pęcherzy.
Metody łączenia i montażu
Popularną i skuteczną metodą montażu jest zgrzewanie ultradźwiękowe Bayblend. Proces ten wykorzystuje wibracje o wysokiej częstotliwości do tworzenia mocnej, czystej spoiny. Sukces spoiny zależy jednak w dużej mierze od konstrukcji złącza i właściwości materiału. Energia powierzchniowa9. Kleje i łączniki mechaniczne są również realnymi opcjami.
| Metoda łączenia | Prędkość | Siła | Koszt sprzętu |
|---|---|---|---|
| Spawanie ultradźwiękowe | Szybko | Wysoki | Umiarkowany |
| Kleje | Powolny | Różne | Niski |
| Mechaniczne elementy złączne | Szybko | Wysoki | Niski |
Bayblend doskonale nadaje się do malowania, powlekania galwanicznego i klejenia, co czyni go wszechstronnym wyborem dla złożonych zespołów. Właściwe przygotowanie powierzchni i wybór odpowiedniej operacji wtórnej mają kluczowe znaczenie dla uzyskania wysokiej jakości, trwałych części końcowych, które spełniają specyfikacje projektu.
Weryfikacja autentyczności: Pozyskiwanie oryginalnych materiałów Covestro w Chinach
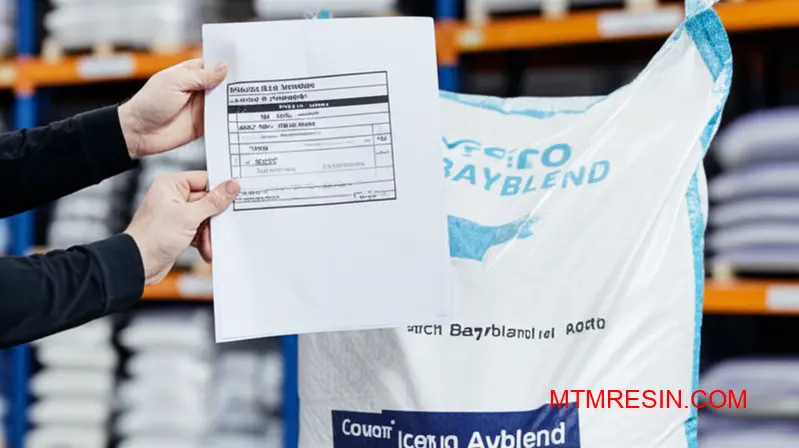
Weryfikacja autentyczności żywicy na rynku chińskim jest krytycznym krokiem. Certyfikat analizy (CoA) jest podstawowym dokumentem, ale jest przydatny tylko wtedy, gdy pasuje do fizycznego materiału. W przypadku określonego gatunku, takiego jak Bayblend, weryfikacja ta zapobiega kosztownym problemom produkcyjnym.
Kluczowe elementy CoA
Należy zawsze porównywać CoA z opakowaniem materiału. Należy szukać spójności w numerze partii, klasie produktu i dacie produkcji. Wszelkie rozbieżności są poważną czerwoną flagą, która wymaga natychmiastowego zbadania.
| Szczegóły CoA | Etykieta opakowania | Status |
|---|---|---|
| Klasa produktu | Klasa produktu | Musi pasować |
| Numer partii | Numer partii | Musi pasować |
| Producent | Producent | Musi pasować |
Wyzwanie dopasowania papieru do plastiku
Największe wyzwanie w weryfikacja certyfikatu materiałowego nie jest sam dokument, ale potwierdzenie, że należy on do otrzymanego materiału. Oryginalne CoA można łatwo połączyć z podrobionym workiem żywicy. Jest to częsty problem, gdy mamy do czynienia z niesprawdzonym dystrybutor żywicy Chiny.
Proces weryfikacji krok po kroku
Najpierw należy sprawdzić numer partii na worku w stosunku do CoA. Muszą one być identyczne. Po drugie, należy sprawdzić opakowanie pod kątem śladów manipulacji, takich jak ponownie zamknięte torby lub niskiej jakości nadruk. Oficjalny Dostawa Covestro Chiny łańcuch ma ustandaryzowane opakowanie. W przypadku projektów o wysokiej stawce, dalsza analiza przy użyciu metod takich jak Spektroskopia10 może potwierdzić skład chemiczny materiału, oferując ostateczny dowód.
| Etap weryfikacji | Na co zwrócić uwagę | Powszechna awaria |
|---|---|---|
| 1. Numer partii | Dokładne dopasowanie między workiem a CoA | Niedopasowane lub brakujące numery |
| 2. Opakowanie | Oficjalny branding, uszczelnione szwy | Ponownie zaklejone torby, rozmazane logo |
| 3. Historia dostawcy | Ustanowiony i autoryzowany | Nowy lub niezweryfikowany dystrybutor |
W MTM przeprowadzamy tę weryfikację dla każdej partii Bayblend, którą posiadamy w magazynie. Gwarantuje to, że materiał otrzymany do próby formy jest autentyczny, oszczędzając czas i ryzyko.
Zapewnienie zgodności CoA z fizycznym materiałem ma kluczowe znaczenie dla weryfikacji autentyczności. Proces ten chroni projekt przed podrobionymi żywicami, takimi jak Bayblend, i zapobiega kosztownym opóźnieniom. Zaufany lokalny partner upraszcza ten proces, obsługując weryfikację za Ciebie, gwarantując oryginalny materiał za każdym razem.
Przewaga MTM: natychmiastowa dostępność gatunków Bayblend
Największą przeszkodą w harmonogramie prób form jest często logistyka. Oczekiwanie na międzynarodową dostawę określonego materiału, takiego jak Bayblend, może zmienić szybki projekt w wielomiesięczną mękę. W MTM eliminujemy to opóźnienie, działając jako lokalny dystrybutor żywicy w Chinach.
Od tygodni do dni
Wstępnie magazynujemy popularne gatunki, aby mieć pewność, że będą pod ręką, gdy będą potrzebne. Ta prosta zmiana zmienia oś czasu. Zamiast czekać na odprawę celną, materiał jest już dostępny.
Porównanie osi czasu
| Metoda tradycyjna | Metoda MTM |
|---|---|
| Czas realizacji 4-6 tygodni | Dostawa następnego dnia |
| Wysokie koszty wysyłki | Opłaty za dostawę lokalną |
| Ryzyko celne i tranzytowe | Brak ryzyka związanego z wysyłką |
Nasze lokalne zapasy żywicy oznaczają, że próba formy dla Bayblend T65 lub FR3010 może odbyć się jutro, a nie za miesiąc. Jest to podstawa naszego szybkiego wsparcia w zakresie prób form.

Posiadanie lokalnych dostaw określonych gatunków Bayblend wykracza poza samą szybkość. Zasadniczo zmniejsza ryzyko procesu testowania formy. Gdy polegasz na przesyłkach międzynarodowych, Twój projekt jest narażony na potencjalne opóźnienia wynikające z opłat celnych, błędów logistycznych lub uszkodzeń transportowych, które mogą zniweczyć napięte harmonogramy.
Zabezpieczanie harmonogramów projektów
Naszą rolą jest zapewnienie bufora przed tymi niepewnościami. Utrzymując zapasy żywicy MTM, zapewniamy spójność i dostępność materiału. Otrzymujesz dokładnie określony gatunek, taki jak Bayblend FR3010, nie martwiąc się, czy zamiennik wpłynie na wydajność lub walidację narzędzia.
Ograniczanie ryzyka za pomocą lokalnego spisu
| Czynnik ryzyka | Wpływ na wysyłkę międzynarodową | Rozwiązanie MTM |
|---|---|---|
| Zatrzymanie celne | Projekt opóźniony na czas nieokreślony | Wyeliminowane; materiał jest krajowy |
| Szkody materialne | Wymaga ponownego zamówienia i większych opóźnień | Złagodzone dzięki bezpiecznemu transportowi lokalnemu |
| Niezgodność ocen | Niedokładne wyniki testów | Gwarantowana dokładność klasy z magazynu |
Takie podejście upraszcza również proces weryfikacji właściwości fizycznych. Ponieważ materiał jest łatwo dostępny, inżynierowie mogą przeprowadzić wstępne testy na dokładnej partii żywicy. Zapewnia to takie właściwości jak Reologia11 Idealne dopasowanie do danych symulacyjnych przed głównym badaniem, zapobiegające kosztownym odkryciom w ostatniej chwili i zapewniające płynniejszą walidację.
Nasze wstępnie zmagazynowane gatunki Bayblend w Chinach eliminują wąskie gardła logistyczne. Lokalne zapasy żywicy MTM zamieniają wielotygodniowy okres oczekiwania w dostawę następnego dnia, zapewniając szybkie wsparcie w zakresie próbnych form potrzebne do utrzymania projektów na właściwym torze i w ramach budżetu.
Szybki dostęp do Bayblend: Przyspiesz swój projekt dzięki MTM
Gotowy do pozyskania gatunków Bayblend PC/ABS lub potrzebujesz porady technicznej do próbnych form w Chinach? Skontaktuj się z MTM już teraz, aby uzyskać natychmiastową wycenę i szybką dostępność materiałów - pomiń oczekiwanie na międzynarodową wysyłkę, zabezpiecz certyfikowany Bayblend i przenieś swój projekt z planu do prototypu bez opóźnień!

-
Zrozumienie mieszalności pomaga w przewidywaniu ostatecznych właściwości stopów polimerów, takich jak Bayblend. ↩
-
Dowiedz się, w jaki sposób te niekrystaliczne mieszanki polimerów osiągają unikalne właściwości dla zaawansowanych rozwiązań inżynieryjnych. ↩
-
Zrozumienie tego procesu rozkładu termicznego pomaga wyjaśnić, w jaki sposób środki zmniejszające palność zapobiegają pożarom w obudowach z tworzyw sztucznych. ↩
-
Zrozumienie tego testu pomaga przewidzieć stabilność wymiarową części pod obciążeniem termicznym. ↩
-
Zrozumienie tego standardu pomaga wybrać zgodne materiały do obudów elektronicznych, zapewniając dostęp do globalnego rynku. ↩
-
Dowiedz się, jak ta reakcja wpływa na wytrzymałość polimeru i wydajność części. ↩
-
Dowiedz się, jak ta koncepcja wpływa na czas cyklu i integralność materiału podczas formowania. ↩
-
Dowiedz się, jak ta właściwość wpływa na zachowanie materiału, co ma kluczowe znaczenie dla przewidywania wypaczenia części i zapewnienia integralności projektu. ↩
-
Zrozumienie tej koncepcji ma kluczowe znaczenie dla uzyskania mocnych, niezawodnych połączeń w zespołach z tworzyw sztucznych. ↩
-
Dowiedz się, w jaki sposób ta technika analityczna zapewnia chemiczny odcisk palca w celu potwierdzenia tożsamości materiału. ↩
-
Dowiedz się, w jaki sposób właściwości przepływu materiału mogą przewidywać zachowanie formy i zapobiegać wadom. ↩