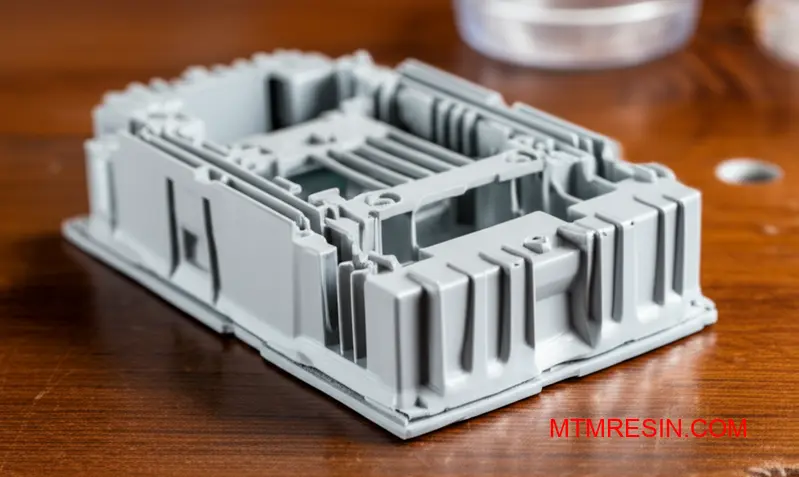
Precisa de ajuda para selecionar o tipo certo de PC/ABS Bayblend para o seu próximo projeto? Os engenheiros debatem-se muitas vezes com as especificações dos materiais ao conceberem caixas para automóveis ou caixas para produtos electrónicos, especialmente quando as restrições de tempo exigem ensaios imediatos de moldes na China.
O Bayblend PC/ABS combina a resistência ao calor do policarbonato com a capacidade de processamento do ABS, criando uma liga de engenharia ideal para aplicações automóveis e electrónicas que requerem resistência ao impacto e estabilidade dimensional.

Este guia abrange tudo, desde a seleção do tipo entre as variantes da série T e FR até aos parâmetros de processamento e estratégias de aprovisionamento. Compreenderá quais os tipos específicos, como T65 XF ou FR3010, que correspondem aos requisitos do seu projeto e como evitar problemas comuns de moldagem.
Otimização de projetos de engenharia com as ligas Bayblend PC/ABS
Quando os engenheiros precisam de um material que não comprometa, o Bayblend PC/ABS é muitas vezes a resposta. Esta mistura da Covestro combina habilmente a força e a resistência ao calor do policarbonato (PC) com a flexibilidade e a capacidade de processamento do acrilonitrilo butadieno estireno (ABS). Cria um perfil equilibrado e único.
Saldo dos bens essenciais
Este material oferece uma elevada resistência ao impacto, mesmo a baixas temperaturas, uma excelente resistência ao calor e boas propriedades de fluxo para a conceção de peças complexas. Esta combinação torna-o uma escolha fiável para aplicações exigentes em que o desempenho é fundamental.
Aplicações comuns
Vemo-lo frequentemente especificado em projectos para interiores de automóveis e caixas de eletrónica. Nestes domínios, a durabilidade, a estética e o desempenho consistente não são negociáveis. Utilizar o material correto desde o início é fundamental para ensaios de moldes bem sucedidos.
| Imóveis | Benefício | Setor alvo |
|---|---|---|
| Elevada tenacidade | Durabilidade, resistência ao impacto | Automóvel, Bens de consumo |
| Resistência ao calor | Estabilidade em ambientes agressivos | Eletrónica, electrodomésticos |
| Bom fluxo | Desenhos de moldes complexos | Todos os moldes de injeção |

A seleção do tipo certo de Bayblend é uma etapa crítica que exige uma análise cuidadosa. Não se trata apenas de escolher uma mistura de PC/ABS; trata-se de adequar necessidades específicas de desempenho a uma determinada formulação. Alguns projetos podem priorizar o retardamento de chama, enquanto outros precisam de maior estabilidade UV ou de uma combinação específica de cores.
Navegar na seleção de notas
Por exemplo, um tipo retardador de chama (FR) como o Bayblend FR3010 é essencial para que os invólucros electrónicos cumpram as normas de segurança. Em contrapartida, um componente de um painel de instrumentos automóvel pode exigir um tipo com baixas emissões e elevada resistência ao calor para suportar a exposição solar sem deformar ou degradar.
O papel da mistura de polímeros
O desempenho destas ligas depende em grande medida da Miscibilidade1 entre as fases PC e ABS. Este fator influencia diretamente as propriedades mecânicas finais. Uma mistura bem formulada garante que se obtenha a combinação desejada de resistência e processabilidade, evitando problemas como fragilidade ou delaminação. Na MTM, ajudamos os clientes a navegar por estas escolhas, garantindo que os seus materiais de ensaio de moldes na China correspondem exatamente às especificações do projeto.
| Grau Bayblend | Caraterística principal | Aplicação típica |
|---|---|---|
| T65 XF | Fluxo elevado, propriedades equilibradas | Caixas de paredes finas |
| FR3010 | Retardância à chama V-0 a 1,5 mm | Caixas electrónicas |
| T85 XF | Alta resistência ao calor | Peças interiores para automóveis |
O Bayblend PC/ABS oferece uma solução versátil para necessidades complexas de engenharia nos setores automotivo e eletrônico. A seleção adequada do tipo é crucial para o sucesso do projeto. Ter um parceiro local confiável como a MTM na China garante que você obtenha o material certo para testes de moldes eficientes e precisos.
A sinergia do policarbonato e do ABS: Compreender a química
O policarbonato (PC) e o acrilonitrilo butadieno estireno (ABS) são poderosos por si só. Mas quando misturados, criam uma liga superior. Esta combinação resolve desafios comuns de engenharia ao fundir os pontos fortes de ambos os materiais num polímero versátil.
Equilíbrio entre resistência e processabilidade
O PC oferece uma excelente resistência ao impacto, mas pode ser difícil de processar. O ABS, por outro lado, oferece uma grande capacidade de processamento, mas não tem a resistência ao calor e ao impacto do PC. A mistura cria um material que é mais fácil de moldar do que o PC puro.
Criar uma liga versátil
A liga PC/ABS herda as principais propriedades de ambos os materiais de base. Esta sinergia resulta num perfil equilibrado, tornando-a uma escolha de eleição para aplicações complexas. Segue-se uma comparação simples baseada nos nossos testes de laboratório.
| Imóveis | Policarbonato (PC) | ABS | Liga de PC/ABS |
|---|---|---|---|
| Resistência ao impacto | Excelente | Bom | Muito bom |
| Resistência ao calor | Elevado | Moderado | Bom |
| Processabilidade | Justo | Excelente | Bom |
| Custo | Mais alto | Inferior | Moderado |

A um nível microscópico, uma mistura de PC/ABS é um exemplo fascinante da ciência dos polímeros. Os dois materiais não são totalmente miscíveis. Em vez disso, formam uma estrutura multifásica em que um polímero está disperso no outro. Esta disposição única é fundamental para o seu desempenho.
Compreender a morfologia dos polímeros
A estrutura específica, ou morfologia do polímero, determina as propriedades finais. Na maioria dos tipos de PC/ABS, como a conhecida série Bayblend, uma estrutura de fase co-contínua é freqüentemente desejada. Isso garante que as propriedades de ambos os polímeros sejam efetivamente expressas em todo o material.
O papel dos compatibilizadores
Para estabilizar esta mistura e melhorar a adesão entre as fases de PC e ABS, são frequentemente adicionados compatibilizadores. Estes agentes actuam na interface dos dois polímeros. Evitam a separação de fases durante a moldagem, o que garante um desempenho mecânico consistente na peça final. A escolha do compatibilizador é fundamental para obter resultados óptimos.
No MTM, orientamos frequentemente os clientes na seleção do tipo certo. A proporção de PC e ABS determina o equilíbrio final das propriedades. Um teor mais elevado de PC aumenta a resistência ao impacto e ao calor, enquanto que mais ABS melhora o fluxo e reduz o custo.
| Rácio PC/ABS | Benefício primário | Aplicação comum |
|---|---|---|
| PC elevado | Aumento da resistência | Para-choques para automóveis |
| Equilibrado | Desempenho geral | Caixas electrónicas |
| ABS elevado | Melhor fluxo, menor custo | Bens de consumo |
Este é um exemplo clássico de misturas termoplásticas amorfas2 criando um material muito mais útil do que os seus componentes individuais.
As ligas PC/ABS combinam magistralmente a resistência do policarbonato com a processabilidade do ABS. Esta sinergia cria um material equilibrado e rentável, adequado para aplicações exigentes, desde peças para automóveis a produtos electrónicos de consumo, proporcionando um desempenho onde os polímeros individuais ficam aquém.
A escolha do tipo certo de Bayblend muitas vezes se resume a uma questão-chave: o retardamento de chama é uma exigência? Esse único fator divide o portfólio em dois caminhos principais. Os tipos para uso geral oferecem excelentes propriedades mecânicas e estéticas para aplicações diárias em que a segurança contra incêndios não é a principal preocupação.
Classes para fins gerais
Estes materiais são os cavalos de batalha para caixas e peças estruturais. Proporcionam um perfil equilibrado de resistência ao impacto, resistência ao calor e processabilidade. Pense nos invólucros de produtos electrónicos de consumo ou nos componentes interiores de automóveis que não alojam fontes de energia críticas. São normalmente mais económicos.
Graus de retardamento de chama
Quando a sua aplicação requer certificações de segurança específicas, tem de recorrer à série Retardador de Chama (FR). Estas séries são concebidas para se auto-extinguirem quando expostas a uma chama, uma caraterística crítica para produtos que serão ligados a uma tomada ou que contêm pilhas.
| Categoria de grau | Caso de utilização principal | Caraterísticas principais |
|---|---|---|
| Objetivo geral | Caixas estruturais, coberturas estéticas | Propriedades mecânicas equilibradas |
| Retardador de chama | Caixas eléctricas, adaptadores de corrente | Cumpre as normas de inflamabilidade UL94 |

A gama Bayblend está claramente segmentada para simplificar a seleção. As duas famílias mais proeminentes são a série T (uso geral) e a série FR (retardante de chamas). Os meus clientes da MTM precisam muitas vezes de saber qual o caminho a seguir para os seus ensaios de moldes na China.
Bayblend Série T
O Bayblend Série T Os tipos de PC, como o T65 XF ou o T85 XF, são misturas padrão de PC/ABS. São optimizadas para resistência, rigidez e excelentes propriedades de fluxo. São ideais para peças em que o desempenho mecânico é a prioridade e não existem requisitos rigorosos de inflamabilidade por parte das entidades reguladoras.
Bayblend FR Grades
Pelo contrário, Bandas Bayblend FR são concebidos para cumprir normas de segurança específicas. A decisão de utilizar um grau FR não é uma escolha, mas sim uma necessidade determinada pela utilização final do produto. Se o componente for alojar componentes electrónicos ou estiver próximo de uma fonte de calor, a classificação UL94 é frequentemente obrigatória. O processo de Pirólise3 é inibida por aditivos nestas qualidades.
Por exemplo, alcançar um UL94 V-0 PC/ABS para o invólucro de um dispositivo é um requisito comum. Nesses casos, os graus da série FR3000 são a solução ideal.
| Fator | Bayblend Série T | Bayblend Série FR |
|---|---|---|
| Condutor principal | Desempenho mecânico e custo | Segurança e conformidade UL |
| Utilização típica | Interiores de automóveis, dispositivos não eléctricos | Fontes de alimentação, carregadores, caixas de aparelhos |
| Especificações principais | Impacto Izod entalhado, HDT | Classificação de inflamabilidade UL94 (V-0, V-1) |
| Foco nos aditivos | Modificadores de impacto, estabilizadores de calor | Retardadores de chama halogenados ou não halogenados |
A principal diferença entre as séries Bayblend de uso geral e retardante de chamas é a conformidade regulamentar. A série T dá prioridade à mecânica, enquanto a série FR foi concebida para cumprir as normas específicas de segurança contra incêndios UL94 para aplicações electrónicas e eléctricas, o que a torna uma escolha obrigatória para esses produtos.
Mergulho profundo: Análise de desempenho do Bayblend T65 XF e T85 XF
Ao selecionar um material para componentes de carcaça, os engenheiros muitas vezes se deparam com uma escolha entre tipos semelhantes. O Bayblend T65 XF e o T85 XF são opções populares de PC/ABS de alto fluxo, mas atendem a necessidades diferentes. A principal distinção reside nas suas propriedades térmicas e de impacto.
Instantâneo de desempenho inicial
O T85 XF oferece uma maior resistência ao calor, o que é fundamental para dispositivos que geram calor interno significativo. Por outro lado, o T65 XF oferece uma ligeira vantagem em termos de fluidez e resistência ao impacto. Isto faz com que seja uma escolha sólida para aplicações de uso geral em que o stress térmico é menos preocupante.
Comparação de dados-chave
Eis uma breve análise do seu desempenho com base nos nossos dados de testes internos.
| Imóveis | Bayblend T65 XF | Bayblend T85 XF |
|---|---|---|
| Temp. de amaciamento Vicat (B50) | 114 °C | 120 °C |
| Impacto Charpy Notched (23°C) | 50 kJ/m² | 45 kJ/m² |
| Taxa de fluxo de fusão (260°C/5kg) | 20 cm³/10 min | 18 cm³/10 min |
Esta tabela mostra uma clara relação de compromisso entre resistência ao calor e fluxo.

A escolha entre o Bayblend T65 XF e o T85 XF envolve uma cuidadosa análise de compromisso. A sigla "XF" significa "eXtra Flow", e ambos os tipos oferecem excelente processabilidade. Esta é uma vantagem significativa para os moldadores que trabalham com geometrias complexas ou peças de paredes finas, reduzindo os tempos de ciclo e as pressões de injeção.
Resistência ao impacto vs. Resistência térmica
A discussão sobre o Bayblend T65 vs T85 centra-se frequentemente no calor. O maior Temperatura de amolecimento Vicat4 do T85 XF é o seu principal ponto de venda. Pode suportar cerca de 6°C mais calor antes de se deformar, o que pode ser o fator decisivo para interiores de automóveis ou caixas electrónicas que funcionam a quente.
Dados pormenorizados sobre a resistência ao impacto
No entanto, esta robustez térmica tem um pequeno custo para o seu desempenho de impacto. Embora ambos os materiais sejam resistentes, o T65 XF apresenta consistentemente dados de resistência ao impacto ligeiramente melhores em testes de laboratório. Isto torna-o mais adequado para peças que possam sofrer quedas ou manuseamento brusco.
| Tipo de ensaio de impacto | Bayblend T65 XF | Bayblend T85 XF |
|---|---|---|
| Impacto Izod Notched (23 °C) | 55 kJ/m² | 50 kJ/m² |
| Impacto Izod Notched (-30 °C) | 40 kJ/m² | 35 kJ/m² |
Na MTM, temos ambos os tipos em stock na China. Isto permite que os clientes realizem ensaios de moldes com o material exato especificado para o seu projeto, assegurando a validação do desempenho sem atrasos nos envios internacionais.
Em resumo, a sua escolha depende do principal fator de tensão. Para aplicações que geram calor, o Bayblend T85 XF é superior. Para aplicações que exigem máxima tenacidade e processamento mais fácil em projetos muito complexos, o Bayblend T65 XF é freqüentemente a solução mais prática e econômica.
Normas de segurança críticas: Análise do Bayblend FR3010 e FR3000
Ao selecionar materiais retardadores de chama, especialmente para a eletrónica, a escolha entre o Bayblend FR3010 e o FR3000 é fundamental. Ambos são misturas de PC/ABS conhecidas pela segurança, mas atendem a necessidades diferentes. Compreender suas especificações é fundamental para o sucesso do projeto e da conformidade do produto.
Principais diferenças num relance
O Bayblend FR3010 oferece um retardamento de chama superior, tornando-o ideal para aplicações que exigem as mais altas classificações de segurança. Em contrapartida, o FR3000 oferece um perfil equilibrado com melhores propriedades de fluxo, o que é crucial para o fabrico de peças complexas com paredes finas.
Comparação rápida
| Caraterística | Bayblend FR3010 | Bayblend FR3000 |
|---|---|---|
| Vantagem principal | Retardamento de chama melhorado | Fluxo e FR equilibrados |
| Caso de utilização típico | Caixas para fontes de alimentação | caixas electrónicas complexas |
| Teor de halogéneos | Sem halogéneo | Sem halogéneo |
Porque é que isto é importante para o seu projeto
A escolha do grau correto tem um impacto direto na moldabilidade e na conformidade com a segurança. Para projectos que envolvam desenhos complexos ou moldagem de paredes finas, o FR3000 pode ser a melhor opção. Para aqueles em que a segurança é a prioridade absoluta, o FR3010 é o claro vencedor.
Um mergulho mais profundo nas especificações técnicas
No meu trabalho, ajudo frequentemente os clientes a navegar na folha de dados do Bayblend FR3010. Este material obtém uma classificação V-0 segundo a norma UL 945 em espessuras de parede muito finas, frequentemente até 0,75 mm. Este desempenho é excecional para materiais FR PC/ABS sem halogéneos.
Fluxo vs. Retardamento de chama
O principal compromisso é entre o fluxo de fusão e a resistência à chama. A formulação do FR3010 dá prioridade à segurança, o que aumenta ligeiramente a sua viscosidade. Isto pode apresentar desafios no enchimento de moldes complexos de paredes finas, um requisito comum para a eletrónica de consumo moderna.
Por outro lado, o Bayblend FR3000 oferece uma taxa de fluxo de fusão mais alta. Isso o torna um dos materiais de moldagem de parede fina preferidos. Ele ainda fornece retardamento de chama confiável, mas é otimizado para garantir a eficiência da fabricação e a liberdade de design para geometrias complexas sem comprometer totalmente a segurança.
Resumo das especificações
Consideramos que as seguintes distinções são as mais relevantes para os engenheiros que fazem uma seleção.
| Especificação | Bayblend FR3010 | Bayblend FR3000 |
|---|---|---|
| Caudal de fusão (MFR) | Inferior | Mais alto |
| UL 94 V-0 Classificação (espessura) | Alcançável a ~0,75 mm | Alcançável a ~1,5 mm |
| Resistência ao impacto | Excelente | Excelente |
| Temperatura de deflexão térmica. | Elevado | Elevado |
Este equilíbrio é a razão pela qual é tão valioso ter ambos os tipos prontamente disponíveis no nosso armazém na China no MTM. Permite testes e validação rápidos sem atrasos nos envios internacionais.
A escolha entre o Bayblend FR3010 e o FR3000 envolve o equilíbrio entre as necessidades de segurança e os aspectos práticos da fabricação. O FR3010 oferece retardamento de chama de alto nível para aplicações críticas, enquanto o FR3000 oferece melhor fluxo para projetos complexos de paredes finas sem sacrificar os padrões essenciais de segurança.
Principais parâmetros de processamento: Especificações de controlo da humidade e secagem
Secar corretamente a resina Bayblend não é apenas uma sugestão; é um passo obrigatório para uma moldagem de qualidade. Uma vez que esta mistura de PC/ABS é higroscópica, absorve facilmente a humidade do ar. A não remoção desta humidade antes do processamento conduz diretamente a problemas como estrias prateadas e marcas de abertura na superfície da peça.
Definições de secagem recomendadas
Uma secagem eficaz evita a degradação do material e garante um desempenho ótimo. Com base nos nossos testes, é necessário respeitar parâmetros rigorosos para evitar falhas no processamento.
| Parâmetro | Valor recomendado | Unidade |
|---|---|---|
| Temperatura de secagem | 80 - 110 | °C |
| Tempo de secagem | 2 - 4 | Horas |
| Humidade residual | < 0.02 | % |
| Ponto de orvalho | -20 a -30 | °C |
As consequências de uma secagem incorrecta
Saltar ou encurtar o ciclo de secagem irá comprometer a integridade estrutural do seu produto final. As propriedades mecânicas do material podem ser significativamente reduzidas, o que é uma falha crítica para qualquer peça funcional.

Atingir o ponto de orvalho correto
Muitos processadores concentram-se apenas na temperatura e no tempo, mas o fator mais crítico para a secagem do Bayblend é o ponto de orvalho. Um secador de ar quente comum não consegue atingir o nível de secura necessário. É preciso usar um secador dessecante para atingir um ponto de orvalho de -20°C ou menos. Isto assegura que o ar está suficientemente seco para retirar a humidade dos granulados. Um material insuficientemente seco é suscetível de Hidrólise6 durante o processamento da fusão. Esta reação química quebra permanentemente as cadeias de polímeros, enfraquecendo o material antes mesmo de este preencher o molde.
Comparação de tipos de secadores
A escolha do secador tem um impacto direto na sensibilidade à humidade do PC/ABS e na qualidade da peça final. A diferença de desempenho é significativa.
| Tipo de secador | Capacidade de ponto de orvalho | Adequação ao Bayblend | Motivo |
|---|---|---|---|
| Secador de ar quente | Ambiente | Não recomendado | Não consegue remover humidade suficiente |
| Secador dessecante | -20°C a -40°C | Altamente recomendado | Atinge os níveis de secura necessários |
Na MTM, sempre enfatizamos a configuração correta do secador dessecante com nossos clientes. É um passo fundamental para um teste de molde bem-sucedido, garantindo que o material Bayblend funcione exatamente como especificado pelo fabricante.
Para um processamento bem-sucedido do Bayblend, um secador dessecante é essencial. O cumprimento da temperatura, do tempo e, sobretudo, de um baixo ponto de orvalho corretos evita defeitos relacionados com a humidade. Isso garante a integridade do material e leva a um resultado de moldagem bem-sucedido.
Otimização das Temperaturas do Cilindro e da Fusão para Moldagem por Injeção
O processamento do Bayblend requer um perfil de temperatura específico para obter resultados óptimos. O intervalo geral é entre 240°C e 280°C. No entanto, a definição exacta depende muito do tipo específico que está a utilizar. Esta precisão é fundamental para o sucesso.
Graus T vs. Graus FR
Os tipos de retardadores de chama (FR) são mais sensíveis ao calor do que os tipos T normais. Exceder a temperatura recomendada pode degradar os aditivos retardadores de chama. Na MTM, garantimos que os clientes obtenham o grau exato de Bayblend especificado, o que é crucial para testes precisos de moldes na China.
Temperaturas de processamento recomendadas
| Tipo de grau | Temperatura do bocal (°C) | Cilindro Zona 1 (°C) | Cilindro Zona 2 (°C) | Cilindro Zona 3 (°C) |
|---|---|---|---|---|
| Grau T (padrão) | 250 - 270 | 250 - 270 | 240 - 260 | 230 - 250 |
| Grau FR (retardador de chama) | 240 - 260 | 240 - 260 | 230 - 250 | 220 - 240 |

Obter o perfil de temperatura de moldagem por injeção correto para o Bayblend é mais do que apenas seguir uma folha de dados. Trata-se de evitar riscos de degradação do material que podem arruinar silenciosamente o seu projeto. O superaquecimento é uma das principais preocupações, especialmente com os graus FR.
O perigo da degradação térmica
Quando o Bayblend sobreaquece, a sua estrutura molecular decompõe-se. Isto reduz as suas propriedades mecânicas, dando origem a peças frágeis. Para os graus FR, os aditivos retardadores de chama também podem degradar-se, comprometendo a classificação de segurança do material e causando defeitos na superfície, como marcas de abertura.
Almofada de fusão e tempo de residência
O controlo da temperatura está ligado à gestão da almofada de fusão e tempo de permanência7. Uma almofada de fusão consistente assegura uma transferência de pressão estável. Mais importante ainda, a minimização do tempo de permanência do material no cilindro quente evita que este "cozinhe" e se degrade antes mesmo de ser injetado no molde.
Muitas vezes aconselhamos os clientes a utilizar a temperatura mais baixa possível que ainda permita um enchimento completo sem defeitos. Esta abordagem preserva a integridade do material, especialmente para os tipos sensíveis como o Bayblend FR. É um equilíbrio que ajudamos os nossos parceiros a alcançar durante os seus ensaios.
O controlo adequado da temperatura para os diferentes tipos de Bayblend é essencial. O sobreaquecimento, especialmente com variantes FR, causa degradação térmica. A gestão do tempo de permanência e da almofada de fusão ajuda a manter a integridade do material e garante peças de alta qualidade, evitando retrocessos dispendiosos no projeto.
Ao trabalhar com Bayblend, Os fabricantes de ferramentas devem ter em conta a sua taxa de contração típica de 0,5% a 0,7%. Este intervalo é um ponto de partida, mas as tolerâncias precisas do projeto do molde requerem um conhecimento mais profundo. Ignorar estas nuances conduz frequentemente a peças que não passam nos controlos dimensionais.
Factores-chave da retração
O valor final da retração não é estático. É influenciado pela composição do material e pelas condições de processamento. Por exemplo, a presença de fibras de reforço pode alterar significativamente o comportamento do material, afectando as dimensões da peça final de forma diferente ao longo da sua geometria.
Impacto na direção do fluxo
Um dos factores mais críticos é a direção do fluxo da massa fundida dentro da cavidade do molde. Materiais como Bayblend encolhem de forma diferente ao longo do trajeto do fluxo em comparação com a perpendicular ao mesmo. Esta variação deve ser integrada no projeto da ferramenta para alcançar a estabilidade dimensional.
| Direção | Encolhimento típico |
|---|---|
| Direção do fluxo | ~0.5% |
| Direção do fluxo cruzado | ~0.7% |
Compreender a base Bayblend A previsão da taxa de encolhimento é apenas o primeiro passo. O verdadeiro desafio está em prever como os aditivos e o processamento afetam essa taxa. Na MTM, ajudamos frequentemente os clientes cujas peças falham na inspeção porque as tolerâncias iniciais do desenho do molde eram demasiado simplistas.
Efeitos do reforço de fibras
Adição de fibras de vidro a Bayblend melhora as propriedades mecânicas mas complica a previsão da retração. As fibras alinham-se com a direção do fluxo, restringindo a retração ao longo desse eixo. No entanto, a retração na direção do fluxo cruzado aumenta frequentemente, um fenómeno que pode levar a deformações inesperadas se não for gerido.
Retração em materiais reforçados com fibras
O comportamento do material torna-se não uniforme ou apresenta Anisotropia8. Após a realização de testes com vários clientes, observámos que a geometria de uma peça pode influenciar fortemente este alinhamento das fibras, criando áreas localizadas de elevada tensão e variação dimensional. Isto requer uma abordagem muito mais sofisticada para definir as tolerâncias do projeto do molde.
| Conteúdo de fibra | Contração do fluxo | Retração de fluxo cruzado |
|---|---|---|
| 0% (Resina pura) | 0,5% - 0,7% | 0,5% - 0,7% |
| 15% GF | 0,2% - 0,4% | 0.6% - 0.9% |
| 30% GF | 0,1% - 0,3% | 0,7% - 1,0% |
Compreender a norma Bayblend A taxa de retração e factores como o teor de fibra são cruciais. A conceção adequada do molde deve ter em conta estas variáveis para garantir a precisão dimensional e a estabilidade da peça final, evitando retrabalhos dispendiosos e atrasos no projeto.
Operações pós-moldagem: Pintura, galvanização e colagem Bayblend
A versatilidade do Bayblend vai além da moldagem. A sua composição PC/ABS torna-o ideal para operações secundárias. Para projetos que exigem um acabamento metálico, a química da sua superfície proporciona uma excelente adesão para galvanização. Por isso, é a melhor escolha para peças decorativas e funcionais.
Pintura e acabamento
A preparação adequada da superfície é fundamental para a pintura de peças automotivas fabricadas com Bayblend. O material aceita bem vários sistemas de pintura, mas a superfície deve estar limpa e livre de agentes desmoldantes. Isso garante um acabamento durável e de alta qualidade, fundamental para componentes estéticos.
Considerações sobre o revestimento
Para a galvanoplastia de PC/ABS, o processo começa com a gravação da superfície para criar âncoras microscópicas. Este passo é crucial para conseguir uma forte adesão entre o plástico e as camadas de metal.
| Funcionamento | Requisito-chave | Aplicação comum |
|---|---|---|
| Pintura | Limpeza de superfícies | Acabamentos interiores para automóveis |
| Revestimento | Gravura de superfície | Grelhas cromadas |
| Ligação | Conceção conjunta | Caixas electrónicas |

As operações secundárias definem o desempenho e a aparência do produto final. Com Bayblend, a obtenção de um acabamento de primeira qualidade através de pintura ou galvanização é simples, desde que sejam seguidos os passos corretos. As propriedades equilibradas do material são uma grande vantagem para a ‘galvanoplastia de componentes PC/ABS’ em indústrias exigentes.
Preparação da superfície para aderência
Antes de qualquer revestimento, a superfície deve ser meticulosamente preparada. Isto implica a remoção de contaminantes como óleos, poeiras e agentes de libertação. Na MTM, recomendamos frequentemente aos nossos clientes protocolos de limpeza específicos para garantir resultados óptimos e evitar a delaminação ou a formação de bolhas.
Métodos de colagem e montagem
Para a montagem, a ‘soldadura por ultra-sons Bayblend’ é um método popular e eficaz. O processo utiliza vibrações de alta frequência para criar uma soldadura forte e limpa. No entanto, o sucesso da soldadura depende em grande medida da conceção da junta e das caraterísticas do material. Energia de superfície9. Os adesivos e os fixadores mecânicos são também opções viáveis.
| Método de ligação | Velocidade | Força | Custo do equipamento |
|---|---|---|---|
| Soldadura por ultra-sons | Rápido | Elevado | Moderado |
| Adesivos | Lento | Varia | Baixa |
| Fixadores mecânicos | Rápido | Elevado | Baixa |
O Bayblend é altamente adequado para pintura, galvanização e colagem, o que o torna uma escolha versátil para montagens complexas. A preparação adequada da superfície e a seleção da operação secundária correta são fundamentais para obter peças finais duradouras e de elevada qualidade que cumpram as especificações do projeto.
Verificar a autenticidade: Fornecimento de material Covestro genuíno na China
Verificar a autenticidade da resina no mercado chinês é um passo fundamental. Um Certificado de Análise (CoA) é o seu documento principal, mas só é útil se corresponder ao material físico. Para um tipo específico como o Bayblend, esta verificação evita problemas de produção dispendiosos.
Elementos-chave de um CoA
É sempre necessário cruzar a referência do CoA com a embalagem do material. Procure a consistência no número do lote, no grau do produto e na data de fabrico. Qualquer discrepância é um sinal de alerta importante que requer investigação imediata.
| Detalhe do CdA | Rótulo da embalagem | Estado |
|---|---|---|
| Grau do produto | Grau do produto | Deve corresponder |
| Número do lote | Número do lote | Deve corresponder |
| Fabricante | Fabricante | Deve corresponder |
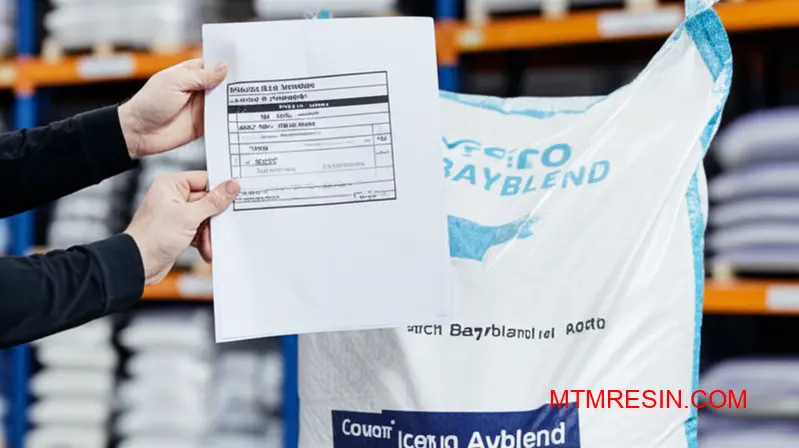
O desafio de combinar papel e plástico
O maior desafio em verificação do certificado de material não é o documento em si, mas sim a confirmação de que pertence ao material que recebeu. Um CoA genuíno pode ser facilmente associado a um saco de resina contrafeito. Este é um problema comum quando se lida com um distribuidor de resina China.
Processo de verificação passo a passo
Em primeiro lugar, comparar o número de lote do saco com o do CoA. Devem ser idênticos. Em segundo lugar, inspecionar a embalagem para detetar sinais de adulteração, tais como sacos fechados de novo ou impressão de má qualidade. O código oficial Fornecimento da Covestro China A cadeia de distribuição tem uma embalagem normalizada. Para projectos de alto risco, uma análise mais aprofundada utilizando métodos como Espectroscopia10 pode confirmar a composição química do material, oferecendo uma prova definitiva.
| Etapa de verificação | O que procurar | Falha comum |
|---|---|---|
| 1. Número do lote | Correspondência exacta entre saco e CoA | Números desencontrados ou em falta |
| 2. Embalagem | Marca oficial, costuras seladas | Sacos refeitos, logótipos desfocados |
| 3. Histórico do fornecedor | Estabelecido e autorizado | Distribuidor novo ou não verificado |
No MTM, fazemos essa verificação para cada lote de Bayblend que temos em estoque. Isto garante que o material que recebe para o seu ensaio de molde é autêntico, poupando-lhe tempo e riscos.
Garantir que o CoA corresponde ao material físico é crucial para verificar a autenticidade. Este processo protege o seu projeto de resinas falsificadas como o Bayblend e evita atrasos dispendiosos. Um parceiro local de confiança simplifica este processo, tratando da verificação por si, garantindo sempre material genuíno.
A vantagem do MTM: disponibilidade imediata dos tipos de Bayblend
O maior obstáculo num calendário de ensaios de moldes é frequentemente a logística. Esperar pelo envio internacional de um material específico, como o Bayblend, pode transformar um projeto rápido em uma provação de um mês. Na MTM, eliminamos este atraso actuando como seu armazenista local de resina na China.
Das semanas aos dias
Pré-armazenamos os tipos populares para garantir que estão disponíveis quando precisar deles. Esta simples mudança transforma a sua linha de tempo. Em vez de esperar pelo desalfandegamento, o seu material já cá está.
Comparação de cronogramas
| Método tradicional | Método MTM |
|---|---|
| Prazo de entrega de 4-6 semanas | Entrega no dia seguinte |
| Custos de transporte elevados | Taxas de entrega local |
| Riscos aduaneiros e de trânsito | Sem riscos de transporte |
Nosso estoque local de resina significa que seu teste de molde para Bayblend T65 ou FR3010 pode acontecer amanhã, não no próximo mês. Este é o núcleo do nosso suporte rápido para testes de moldes.

Ter um fornecimento local de tipos específicos de Bayblend vai além da velocidade. Basicamente, ele desarticula o processo de teste de moldes. Quando você depende de remessas internacionais, seu projeto fica exposto a possíveis atrasos na alfândega, erros de logística ou danos no trânsito, o que pode inviabilizar cronogramas apertados.
Assegurar os prazos dos projectos
O nosso papel é o de fornecer uma proteção contra estas incertezas. Ao manter um estoque de resina MTM, garantimos a consistência e a disponibilidade do material. Você obtém o grau exato especificado, como o Bayblend FR3010, sem se preocupar se um substituto afetará o desempenho ou a validação da ferramenta.
Mitigação de riscos com inventário local
| Fator de risco | Impacto do transporte internacional | MTM's Solução |
|---|---|---|
| Retenção aduaneira | Projeto adiado por tempo indeterminado | Eliminado; o material é nacional |
| Danos materiais | Requer reencomenda e mais atrasos | Atenuada com trânsito local seguro |
| Incompatibilidade de notas | Resultados de ensaios inexactos | Precisão de qualidade garantida a partir do stock |
Esta abordagem também simplifica o processo de verificação das propriedades físicas. Uma vez que o material está prontamente disponível, os engenheiros podem realizar testes preliminares no lote exato de resina. Isto garante propriedades como Reologia11 alinham-se perfeitamente com os dados de simulação antes do ensaio principal, evitando descobertas dispendiosas de última hora e assegurando uma validação mais fácil.
Nossos tipos de Bayblend pré-estocados na China eliminam os gargalos logísticos. O estoque local de resina da MTM transforma um período de espera de várias semanas em uma entrega no dia seguinte, fornecendo o rápido suporte de teste de molde necessário para manter seus projetos no caminho certo e dentro do orçamento.
Obtenha Bayblend rapidamente: Acelere o seu projeto com MTM
Está pronto para adquirir os tipos de PC/ABS Bayblend ou precisa de aconselhamento técnico para o seu teste de molde na China? Entre em contato com o MTM agora para obter cotações instantâneas e disponibilidade rápida de material - evite a espera de remessas internacionais, garanta o Bayblend certificado e leve seu projeto da planta ao protótipo sem atrasos!

-
A compreensão da miscibilidade ajuda a prever as propriedades finais de ligas de polímeros como o Bayblend. ↩
-
Compreenda como estas misturas de polímeros não cristalinos atingem propriedades únicas para soluções de engenharia avançadas. ↩
-
A compreensão deste processo de decomposição térmica ajuda a explicar como os retardadores de chama evitam incêndios em invólucros de plástico. ↩
-
A compreensão deste teste ajuda a prever a estabilidade dimensional de uma peça sob carga térmica. ↩
-
A compreensão desta norma ajuda a selecionar materiais conformes para caixas electrónicas, garantindo o acesso ao mercado global. ↩
-
Saiba como esta reação afecta a resistência do polímero e o desempenho da peça. ↩
-
Saiba como este conceito afecta o tempo de ciclo e a integridade do material na moldagem. ↩
-
Explore a forma como esta propriedade afecta o comportamento do material, crucial para prever o empeno da peça e garantir a integridade do design. ↩
-
A compreensão deste conceito é crucial para obter ligações fortes e fiáveis em montagens de plástico. ↩
-
Saiba como esta técnica analítica fornece uma impressão digital química para confirmar a identidade do material. ↩
-
Explore como as propriedades do fluxo de material podem prever o comportamento da moldagem e evitar defeitos. ↩