O STAMAX 30YM240 apresenta desafios únicos que podem fazer descarrilar até projectos de moldagem experientes. Os engenheiros debatem-se frequentemente com a quebra de fibras, empenos inesperados e defeitos de superfície aquando da transição do polipropileno padrão para este compósito de fibra de vidro longa.
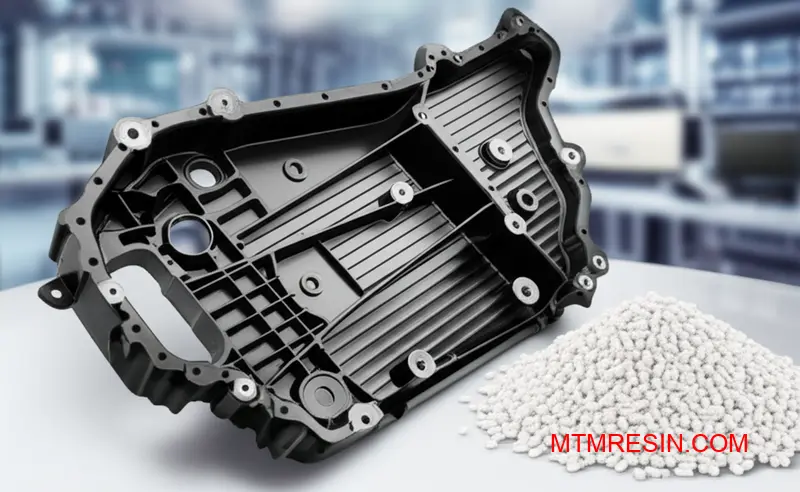
O STAMAX 30YM240 é um polipropileno 30% reforçado com fibra de vidro longa, concebido para aplicações estruturais que exigem uma resistência semelhante à do metal com uma redução significativa do peso. O sucesso depende de técnicas de processamento especializadas que preservem o comprimento da fibra e controlem a orientação.
Já trabalhei com equipas de engenharia que enfrentam exatamente estes desafios de moldagem. A diferença entre um ensaio sem problemas e atrasos dispendiosos resume-se frequentemente à compreensão dos requisitos específicos do processamento de fibras de vidro longas. Deixe-me guiá-lo através das considerações técnicas que o ajudarão a evitar armadilhas comuns e a obter resultados consistentes com este material exigente.
Porque é que os engenheiros especificam o STAMAX 30YM240 para peças estruturais
Os engenheiros selecionam o STAMAX 30YM240 pelo seu equilíbrio único de resistência, rigidez e baixa densidade. Este polipropileno (PP) de fibra de vidro longa é a melhor escolha para substituir o metal em peças automóveis e industriais. Permite uma redução significativa do peso sem sacrificar a integridade estrutural.
A vantagem da fibra de vidro longa
Ao contrário dos materiais de fibra de vidro curta, as fibras longas do STAMAX 30YM240 formam uma estrutura interna esquelética. Esta rede proporciona propriedades mecânicas superiores, especialmente em aplicações exigentes como módulos de front-end, módulos de porta e tabuleiros de bateria. O resultado é um componente robusto e leve.
Desempenho num relance
A nossa análise mostra que os seus indicadores de desempenho fazem dele um material estratégico para os desafios da engenharia moderna. Os objectivos de redução de peso no sector automóvel são mais viáveis com materiais como este.
| Imóveis | STAMAX 30YM240 (típico) | Aço macio (típico) |
|---|---|---|
| Densidade (g/cm³) | ~1.12 | ~7.85 |
| Módulo de tração (MPa) | ~7500 | ~200,000 |
| Resistência ao impacto | Elevado | Muito elevado |
Esta combinação faz do STAMAX 30YM240 um termoplástico estrutural de eleição.
A decisão de utilizar o STAMAX 30YM240 vai para além das simples especificações do material. Implica considerar todo o ciclo de produção, desde a conceção e moldagem até à montagem final. As suas excelentes caraterísticas de fluidez permitem a criação de geometrias complexas que seriam difíceis ou dispendiosas de produzir com estampagem ou fundição de metais.
Flexibilidade de conceção e processamento
Este material oferece maior liberdade aos projectistas. Caraterísticas como nervuras e saliências podem ser integradas diretamente no molde, reduzindo a necessidade de operações de montagem secundárias. Isto simplifica o processo de fabrico e reduz os custos globais. Vemos esta vantagem em muitos projectos que requerem componentes estruturais complexos.
Consistência nos ensaios de moldes
Um fator crítico é a consistência do material durante os ensaios de moldes. Utilizar o grau exato especificado, como o STAMAX 30YM240, é essencial para validar uma ferramenta. Na MTM, temos este material em stock na China para que as equipas possam evitar atrasos nos envios internacionais e garantir que os seus ensaios reflectem com precisão as condições de produção. O comportamento do material é influenciado pela orientação das suas fibras, uma propriedade conhecida como anisotropia1.
| Parâmetro | Diretrizes | Benefício |
|---|---|---|
| Temperatura de fusão | 230-260 °C | Dispersão óptima da fibra |
| Temperatura do molde | 40-70 °C | Bom acabamento e estabilidade da superfície |
| Velocidade de injeção | Moderado a elevado | Minimiza a quebra de fibras |
O comportamento de processamento previsível ajuda os engenheiros a obter a consistência das peças desde o primeiro disparo.
O STAMAX 30YM240 é uma das principais escolhas para peças estruturais devido à sua superior relação resistência/peso, flexibilidade de design e processabilidade fiável. Permite que os engenheiros cumpram os objectivos de leveza da indústria automóvel sem comprometer o desempenho, tornando-o um ativo valioso no desenvolvimento de produtos modernos.
Análise do perfil de propriedades mecânicas do STAMAX 30YM240
O STAMAX 30YM240 é uma escolha popular para componentes estruturais, mas o seu nome revela muito sobre o seu desempenho. O "30" significa um reforço de fibra de vidro longa 30%, que é a chave para as suas propriedades mecânicas melhoradas. A designação "YM240" fornece mais pistas sobre as suas caraterísticas específicas de qualidade.
Descodificar a nota
A compreensão destes códigos é o primeiro passo na seleção de materiais. Ajuda os engenheiros de projeto a avaliarem rapidamente se o material é adequado antes de mergulharem na folha de dados completa. Esta verificação inicial poupa tempo valioso durante a fase de projeto.
Identificadores-chave
| Código | Significado | Implicações |
|---|---|---|
| STAMAX | Nome da marca | LGFPP da SABIC |
| 30 | Fibra de vidro % | 30% Fibra de vidro longa |
| YM240 | Série de notas | Desempenho/fluxo específico |
Esta repartição permite uma avaliação rápida da composição do núcleo do material. Diz-nos imediatamente que estamos perante um polipropileno reforçado destinado a aplicações exigentes.
Quando analisamos a ficha técnica do STAMAX 30YM240, destacam-se três propriedades para aplicações estruturais. Estes são os pilares que definem o seu desempenho sob tensão e sob calor, que são considerações críticas para peças automóveis e industriais.
Propriedades mecânicas do núcleo
A fibra de vidro longa 30% aumenta significativamente a rigidez e a resistência. A sua Módulo de tração2 é muito superior ao do polipropileno sem enchimento, o que significa que resiste à flexão sob carga. Este é um fator crítico para peças que têm de manter a sua forma.
Resistência ao impacto e ao calor
O material também apresenta uma excelente resistência ao impacto, frequentemente medida por testes Izod ou Charpy. As fibras longas ajudam a distribuir a energia do impacto, evitando falhas catastróficas. Além disso, a sua temperatura de deflexão térmica (HDT) é elevada, permitindo-lhe um desempenho fiável em ambientes de alta temperatura.
Resumo da ficha de dados: STAMAX 30YM240
| Imóveis | Valor típico | Significado |
|---|---|---|
| Módulo de tração | ~7500 MPa | Elevada rigidez, resistente à flexão |
| Impacto Izod entalhado | ~15 kJ/m² | Boa resistência e durabilidade |
| HDT (0,45 MPa) | ~155 °C | Estabilidade a altas temperaturas |
Na MTM, armazenamos STAMAX 30YM240 na China precisamente porque estas propriedades são frequentemente necessárias para ensaios de moldes. A sua disponibilidade evita atrasos, garantindo que os nossos clientes possam validar os seus projectos com o material exato especificado, sem esperar por envios para o estrangeiro.
Compreender a folha de dados do STAMAX 30YM240 é vital para prever o seu desempenho no mundo real. A fibra de vidro 30% proporciona uma rigidez excecional, resistência ao impacto e estabilidade térmica, tornando-a uma escolha fiável para peças estruturais que requerem propriedades mecânicas robustas.
Fibra de vidro longa (LGF) vs. fibra de vidro curta: Lacunas de desempenho
Ao selecionar um polipropileno com enchimento de vidro, a escolha entre fibra longa (LGF) e fibra curta (SGF) é fundamental. A principal diferença é o comprimento das fibras de vidro incorporadas na matriz polimérica. Isto tem um impacto direto na integridade estrutural da peça final e nas caraterísticas gerais de desempenho.
A diferença do núcleo: Comprimento da fibra
As fibras curtas têm normalmente menos de 1 mm, enquanto as fibras longas em LGF podem ter mais de 10 mm. Este comprimento mais longo cria um "esqueleto" interno mais robusto no interior do plástico. Esta estrutura melhora significativamente as propriedades mecânicas em comparação com os materiais reforçados com fibras mais curtas.
Comparação do desempenho inicial
Um olhar rápido mostra claras compensações. Enquanto a SGF oferece facilidade de processamento e custos mais baixos, a LGF proporciona um aumento substancial em áreas mecânicas fundamentais. Os nossos clientes testam frequentemente ambos para quantificar as vantagens para as suas aplicações específicas.
| Imóveis | Fibra de vidro curta (SGF) | Fibra de vidro longa (LGF) |
|---|---|---|
| Resistência ao impacto | Moderado | Elevado a muito elevado |
| Resistência à tração | Bom | Excelente |
| Resistência à fluência | Justo | Excelente |
| Deformação | Inferior | Mais elevado (se não for controlado) |

Vamos concentrar-nos num material específico: STAMAX 30YM240, um polipropileno de fibra de vidro longa 30%. Quando os engenheiros o comparam com um PP de fibra de vidro curta 30% padrão, a diferença de desempenho torna-se evidente. Não se trata apenas de simples resistência; trata-se de durabilidade ao longo do tempo.
Porque é que o STAMAX 30YM240 se destaca
A rede interligada de fibras longas do STAMAX 30YM240 proporciona uma absorção de energia superior. Isto torna-o ideal para peças que têm de suportar impactos, como para-choques de automóveis ou caixas industriais. As fibras curtas simplesmente não conseguem distribuir as forças de impacto de forma tão eficaz pela peça.
Além disso, a sua resistência à deformação é significativamente melhor. Sob carga constante, especialmente a temperaturas elevadas, as peças fabricadas com SGF-PP deformam-se. O esqueleto de fibras longas do LGF-PP resiste a essa deformação lenta, garantindo estabilidade dimensional a longo prazo para componentes estruturais críticos. Este é um resultado direto da viscoelasticidade3 comportamento.
Justificar o prémio de custo
Sim, os materiais LGF como o STAMAX 30YM240 têm um custo inicial mais elevado. No entanto, este custo é muitas vezes justificado pelo facto de evitar falhas nas peças, reduzir o peso através da conceção de paredes mais finas e prolongar a vida útil do produto. Para os nossos clientes, simplificamos o fornecimento de quantidades experimentais destes materiais especiais na China.
| Métrica de desempenho | SGF-PP (30%) | STAMAX 30YM240 (30% LGF-PP) |
|---|---|---|
| Resistência ao impacto entalhado | Inferior | ~3-5x superior |
| Deslizamento a longo prazo | Maior deformação | Significativamente inferior |
| Estabilidade dimensional | Bom | Excelente |
A escolha do LGF-PP como o STAMAX 30YM240 é um investimento no desempenho a longo prazo. O aumento da resistência ao impacto, da resistência à fluência e da estabilidade ultrapassa frequentemente o custo inicial do material, especialmente para aplicações estruturais exigentes em que a falha não é uma opção.
Estratégias de substituição de metais utilizando STAMAX 30YM240
O STAMAX 30YM240 é um material essencial para substituir o metal em peças automóveis. Este polipropileno de fibra de vidro longa 30% oferece um equilíbrio inteligente de resistência, rigidez e baixa densidade. Permite aos engenheiros conceber componentes mais leves sem sacrificar o desempenho, um objetivo crítico no fabrico de veículos modernos.
Do metal ao plástico
A substituição do aço ou do alumínio por este material oferece vantagens diretas. Considere estas aplicações automóveis comuns. Os nossos clientes registam frequentemente melhorias substanciais quando fazem a mudança.
| Componente | Material tradicional | Vantagem STAMAX 30YM240 |
|---|---|---|
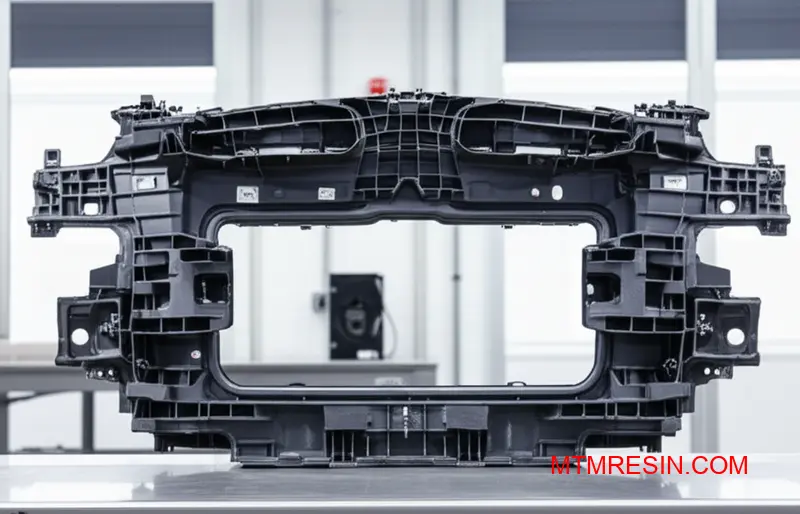
| Transportadora frontal | Aço estampado | 30-40% Redução de peso |
| Módulo da porta | Alumínio/Aço | Consolidação de peças |
| Painel de instrumentos | Estrutura de aço | Maior liberdade de conceção |
Esta mudança estratégica ajuda a reduzir o peso total do veículo. Também simplifica o processo de fabrico, conduzindo a potenciais poupanças de custos e a uma maior eficiência na linha de montagem.

Principais aplicações no sector automóvel
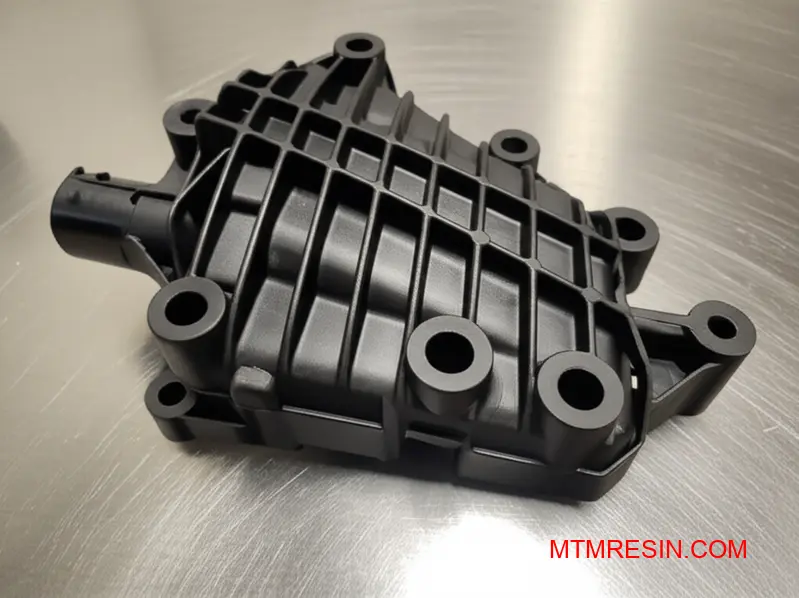
Nos transportadores frontais, o STAMAX 30YM240 permite a integração de vários suportes metálicos numa única peça moldada. Esta abordagem de montagem de peças consolidadas reduz a complexidade, o número de fixadores e o tempo de trabalho. O resultado é um componente estrutural mais leve, mas robusto.
Para os módulos de porta, a redução de peso é um fator primordial. Uma porta mais leve melhora a economia de combustível e o manuseamento. Já vimos clientes conseguirem uma redução de peso de até 50% apenas no suporte estrutural. Este é um ganho significativo quando aplicado em todas as portas. As propriedades do material Resistência à fluência4 também é fundamental neste domínio.
Design do painel de instrumentos
Os painéis de instrumentos beneficiam da flexibilidade de conceção do STAMAX 30YM240. Os engenheiros podem criar geometrias complexas que integram as condutas HVAC e os pontos de montagem diretamente na estrutura principal. Isto é praticamente impossível com o metal estampado, o que leva a um menor número de peças e a um processo de montagem mais rápido.
| Aplicação | Benefício chave | Resultado típico |
|---|---|---|
| Transportadora frontal | Integração parcial | Menor custo de montagem |
| Módulo da porta | Redução de peso | Melhor eficiência de combustível |
| Painel de instrumentos | Liberdade de conceção | Produção simplificada |
Na MTM, temos em stock o STAMAX 30YM240 na China. Isto ajuda os nossos parceiros a obter rapidamente materiais para ensaios de moldes, validando estes projectos complexos sem atrasos nos envios internacionais.
STAMAX 30YM240 é uma ferramenta poderosa para substituir o metal nos módulos automóveis. Permite uma redução significativa do peso através de uma densidade mais baixa e poupanças de custos através da consolidação de peças. Isto torna-o uma escolha estratégica para a conceção de módulos automóveis eficientes e modernos.
Otimização do desenho do parafuso para retenção de fibra de vidro longa
Quando se trabalha com polipropileno de fibra de vidro longa (LGF) como o STAMAX 30YM240, o desenho do parafuso é crítico. Os parafusos standard causam frequentemente uma quebra significativa da fibra durante a plastificação. Este dano compromete diretamente as propriedades mecânicas da peça moldada final, minando a própria razão para escolher um material LGF.
O problema dos parafusos normais
Os parafusos padrão têm tipicamente elevadas taxas de compressão. Este design gera cisalhamento e pressão intensos, o que é eficaz para plásticos de uso geral, mas destrutivo para compósitos LGF. As fibras são trituradas à medida que se deslocam ao longo do parafuso, perdendo o seu comprimento e capacidade de reforço antes de chegarem ao molde.
Impacto da quebra da fibra
Fibras mais curtas levam a um declínio acentuado na resistência ao impacto e na rigidez. A peça não terá o desempenho projetado. Já vi projectos falharem porque o equipamento de processamento não estava optimizado para o material. O material em si não era o problema; a configuração da maquinaria era a culpada.
| Tipo de parafuso | Retenção do comprimento da fibra | Desempenho da peça resultante |
|---|---|---|
| Parafuso GP padrão | Baixa | Frágil, abaixo das especificações |
| Parafuso LGF optimizado | Elevado | Forte, cumpre os requisitos |
Para preservar o comprimento da fibra, é essencial uma unidade de plastificação especializada. A solução reside na utilização de um parafuso de baixa compressão. Este design minimiza as forças de cisalhamento, permitindo que as fibras passem pelo cilindro com muito menos danos. Garante que a integridade do material é mantida desde o grânulo até à peça.
A vantagem do parafuso de baixa compressão
Um parafuso com uma taxa de compressão baixa (normalmente cerca de 2:1) proporciona uma ação de transporte mais suave. Reduz a acumulação de pressão na zona de transição, que é onde ocorre a maior parte dos danos nas fibras. Quando os clientes experimentam materiais como o STAMAX 30YM240 do nosso stock no MTM, eu sublinho sempre a importância de verificar as especificações do parafuso.
A seleção da válvula de retenção é crucial
A válvula anti-retorno (ou válvula de retenção) é outra fonte potencial de quebra de fibras. Uma válvula de anel de retenção deslizante é a mais comum, mas pode criar um cisalhamento elevado e prender as fibras. Uma válvula de retenção de fluxo livre ou de retenção de esfera é uma escolha muito melhor. Estes modelos oferecem um caminho menos restritivo para o material. Compreender as caraterísticas do material Reologia5 ajuda a prever o seu comportamento em diferentes condições de processamento.
| Tipo de válvula | Risco de danos nas fibras | Utilização recomendada |
|---|---|---|
| Anel de controlo deslizante | Elevado | Plásticos de uso geral |
| Válvula de fluxo livre | Baixa | LGF e materiais sensíveis |
| Válvula de retenção de esfera | Baixa | LGF e materiais sensíveis |
A otimização do design do parafuso não é negociável para os materiais LGF. Os parafusos padrão degradam o comprimento da fibra, reduzindo o desempenho da peça. A utilização de parafusos de baixa compressão e de válvulas de retenção de fluxo livre preserva a integridade de materiais como o STAMAX 30YM240, garantindo que o produto final cumpre as suas especificações mecânicas.
Temperaturas de processamento e velocidades de injeção para 30YM240
A obtenção de resultados óptimos com o STAMAX 30YM240 requer um controlo preciso dos parâmetros de processamento. As definições corretas asseguram um bom fluxo de material enquanto protegem as longas fibras de vidro de danos. Temperaturas ou velocidades incorrectas podem comprometer as propriedades mecânicas da peça final.
Perfil de temperatura recomendado
Recomendamos um perfil de temperatura específico para o cilindro para garantir uma fusão consistente. Comece com uma temperatura mais baixa na parte de trás e aumente-a gradualmente em direção ao bocal. Isto evita a fusão prematura e a degradação do material.
Temperaturas do barril e do molde
Uma temperatura estável do molde é igualmente crítica. Influencia diretamente o acabamento da superfície, a contração e os tempos de ciclo. Aqui estão as configurações típicas que aconselhamos aos clientes para começar.
| Parâmetro | Gama recomendada |
|---|---|
| Temperatura da zona traseira | 220-240°C (428-464°F) |
| Temperatura da zona intermédia | 230-250°C (446-482°F) |
| Temperatura da zona frontal | 240-260°C (464-500°F) |
| Temperatura do bico | 250-270°C (482-518°F) |
| Temperatura do molde | 70-90°C (158-194°F) |
Considerações sobre a velocidade de injeção
A velocidade de injeção do STAMAX 30YM240 deve ser gerida cuidadosamente. Uma velocidade moderada a alta é frequentemente necessária para encher a peça rapidamente. No entanto, uma velocidade excessiva pode danificar as fibras de vidro, que é a chave para a resistência deste material.

Aprofundando mais, o desafio com as condições de moldagem do STAMAX 30YM240 é equilibrar dois factores opostos. É necessário calor e velocidade suficientes para que o material flua facilmente nas cavidades complexas do molde. No entanto, uma quantidade excessiva de ambos irá degradar o polímero ou quebrar as longas fibras de vidro.
O risco de danos nas fibras
Velocidades de injeção elevadas aumentam a taxa de cisalhamento6, que pode fraturar as fibras de vidro. Quando as fibras são encurtadas, o material perde a resistência estrutural pretendida. Depois de trabalharmos com os nossos clientes, descobrimos que um perfil de injeção em várias fases funciona frequentemente melhor. Começa mais devagar e depois acelera.
Encontrar o ponto ideal
Não existe um único ajuste "perfeito". Depende sempre da geometria da peça, da espessura da parede e do design da porta. Começamos sempre com a folha de dados do fabricante, mas ajustamos com base nos resultados reais dos ensaios do molde. Abaixo está um guia simples sobre o que deve ser observado.
| Questão de definição | Consequência potencial | Ação recomendada |
|---|---|---|
| Temperatura demasiado baixa | Tiros curtos, superfície pobre | Aumentar ligeiramente a temperatura do barril |
| Temperatura demasiado elevada | Degradação do material, descoloração | Menor temperatura do tambor e do bico |
| Velocidade demasiado elevada | Quebra de fibra, flash | Reduzir a velocidade de injeção, utilizar fases |
| Velocidade demasiado baixa | Marcas de fluxo, preenchimento incompleto | Aumentar moderadamente a velocidade de injeção |
É neste processo iterativo que a experiência é importante. Na MTM, fornecemos o material e damos o apoio necessário para que estes parâmetros de processamento sejam corretos, garantindo que os seus ensaios sejam bem sucedidos sem atrasos desnecessários.
Encontrar os parâmetros de processamento corretos para o STAMAX 30YM240 é um ato de equilíbrio. É necessário assegurar um bom fluxo sem causar degradação térmica ou danos nas fibras. O controlo preciso das temperaturas do cilindro, do molde e da velocidade de injeção é essencial para uma qualidade óptima das peças.
Manuseamento de materiais: Secagem e alimentação de grânulos LGF
O manuseamento de grânulos de fibra de vidro longa (LGF) como o STAMAX 30YM240 apresenta desafios únicos em comparação com os granulados normais. A primeira pergunta que recebo com frequência é sobre a secagem. O polipropileno (PP) em si não absorve muita água, mas essa não é a história completa.
A verdadeira razão da secagem
O principal problema é a condensação da superfície. Se colocar pellets frios num ambiente de moldagem quente e húmido, formar-se-á humidade na sua superfície. Isto pode causar marcas de folga na peça final. O manuseamento correto do material de PP com fibras longas requer este passo adicional.
Recomendações de secagem
| Material | Necessidade de secagem? | Motivo |
|---|---|---|
| Pellets PP standard | Em geral Não | Baixa absorção de humidade |
| LGF PP Pellets (por exemplo, STAMAX) | Sim, frequentemente | Para eliminar a condensação superficial |
Um ciclo curto de pré-secagem é uma boa prática para garantir um processo de moldagem consistente e de alta qualidade, especialmente em condições húmidas.

Para além da secagem, a forma física dos granulados LGF cria outro grande obstáculo: a sua alimentação na máquina. A forma longa e em forma de bastão destes grânulos pode facilmente fazer com que se entrelacem e formem um arco no interior da tremonha, um problema conhecido como "bridging".
Evitar a formação de pontes de tremonha
A formação de pontes na tremonha impede o fluxo de material, deixando o parafuso sem carga e provocando disparos inconsistentes. Este é um problema comum com Alimentação de pellets STAMAX. Enquanto a base de polipropileno é hidrofóbico7, A forma física dos granulados é a principal preocupação para o manuseamento do material.
Soluções para uma alimentação suave
A chave é manter o material em movimento. As tremonhas standard com ângulos de cone pouco profundos agravam frequentemente o problema. Em vez disso, um equipamento especializado pode resolver o problema. Com base nos nossos testes com clientes, certos ajustes são altamente eficazes.
| Método | Descrição | Eficácia |
|---|---|---|
| Ângulo da tremonha acentuado | Utilizar tremonhas com um ângulo de cone superior a 60° | Elevado |
| Agitadores mecânicos | Uma pá ou um braço em movimento lento agita suavemente os granulados | Muito elevado |
| Alimentadores vibratórios | A vibração suave ajuda os granulados a assentar e a fluir | Moderado a elevado |
Na MTM, aconselhamos frequentemente os clientes que utilizam materiais como o STAMAX 30YM240 a reverem a sua configuração de alimentação. O equipamento correto evita tempos de paragem dispendiosos e assegura um processo estável.
O manuseamento correto dos granulados LGF requer a secagem para evitar a condensação da superfície e a utilização de tremonhas de ângulo acentuado ou de ajudas mecânicas para evitar a formação de pontes. Estes passos são cruciais para um processo de moldagem estável e peças de alta qualidade com materiais como o STAMAX 30YM240.
Controlo da anisotropia e da orientação das fibras em peças moldadas
Compreender a orientação das fibras é fundamental para o desempenho da peça. Quando se utilizam materiais reforçados com fibras, a direção das fibras determina a resistência da peça. As propriedades mecânicas não são uniformes em todas as direcções, criando aquilo a que chamamos propriedades anisotrópicas. Este é um fator chave a gerir.
Resistência ao longo de fibras vs. através de fibras
A resistência de uma peça é mais elevada ao longo da direção de alinhamento das fibras (longitudinal) e mais fraca perpendicularmente a ela (transversal). Esta diferença pode ser significativa. Ignorá-la conduz frequentemente a falhas inesperadas da peça no terreno, um problema que já vi muitas vezes.
Comparação de propriedades
| Imóveis | Longitudinal (ao longo das fibras) | Transversal (através das fibras) |
|---|---|---|
| Resistência à tração | Elevado | Baixa |
| Rigidez | Elevado | Baixa |
| Retração | Baixa | Elevado |
O controlo desta orientação torna-se a principal tarefa para alcançar as especificações de design.
Para conseguir um controlo eficaz da orientação das fibras, temos de passar da adivinhação à previsão. É aqui que as ferramentas modernas de engenharia se tornam essenciais. Confiar apenas na experiência não é suficiente, especialmente com geometrias complexas e materiais de alto desempenho como o STAMAX 30YM240.
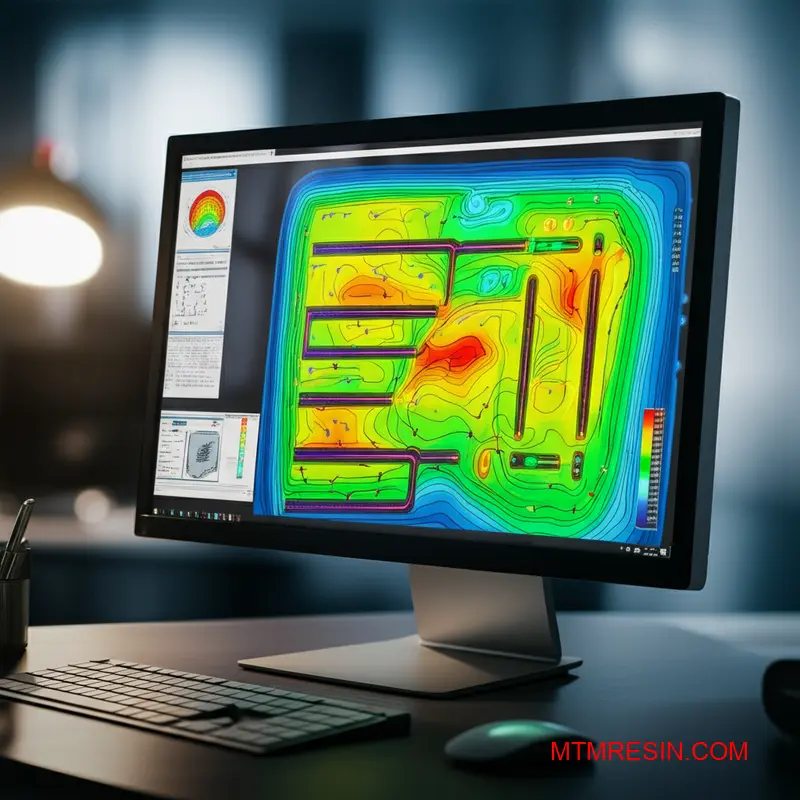
Utilização da análise do fluxo do molde
A análise do fluxo do molde é a nossa principal ferramenta para prever a forma como o plástico irá preencher o molde. A simulação mostra a progressão da frente de fusão, que influencia diretamente a forma como as fibras se alinham. Podemos visualizar a orientação final das fibras antes de cortar o aço, poupando tempo e custos significativos.
Previsão do empeno
O empeno é frequentemente o resultado direto de propriedades anisotrópicas não controladas. A causa principal é retração diferencial8, A retração da peça é maior na direção transversal do que na direção longitudinal. Esta contração desigual cria tensões internas que distorcem a peça quando esta arrefece.
| Entrada de análise | Saída prevista |
|---|---|
| Localização do portão | Mapa de orientação das fibras |
| Parâmetros do processo | Taxas de retração |
| Dados do material | Previsão de deformações |
Na MTM, fornecemos os materiais exactos, como o STAMAX 30YM240, que os clientes utilizam para estas simulações. Isto garante que a análise se baseia em dados exactos, tornando a previsão da urdidura fiável e o ensaio do molde bem sucedido desde o primeiro disparo.
Dominar a orientação das fibras é fundamental para libertar todo o potencial dos polímeros reforçados. A utilização da análise do fluxo do molde ajuda a prever e a controlar estas propriedades anisotrópicas, evitando problemas como o empeno e garantindo que a peça final cumpre os requisitos de resistência para materiais como o STAMAX 30YM240.
Gestão da contração e do empeno em componentes estruturais de grandes dimensões
Quando se trabalha com peças dimensionalmente críticas, especialmente as de grandes dimensões, a escolha do material é tudo. A taxa de retração do STAMAX 30YM240, um polipropileno de fibra de vidro longa 30%, requer um controlo preciso. O seu comportamento é previsível, mas exige atenção aos pormenores durante o processo de moldagem para evitar erros dispendiosos mais tarde.
Compreender o comportamento dos materiais
O STAMAX 30YM240 apresenta diferentes taxas de retração, dependendo da direção do fluxo do material. Este é um fator crítico no controlo do empeno. A compreensão destes valores desde o início permite um melhor projeto do molde e a configuração dos parâmetros do processo. Este conhecimento é fundamental para alcançar a estabilidade dimensional.
Definições de parâmetros iniciais
Para um material como o STAMAX 30YM240, é fundamental estabelecer uma linha de base. Muitas vezes começamos com as recomendações do fornecedor do material e ajustamos a partir daí. A tabela seguinte mostra os valores típicos de retração com que os nossos clientes trabalham.
| Direção | Taxa de retração típica |
|---|---|
| Direção do fluxo | 0,2% - 0,4% |
| Direção do fluxo cruzado | 0.6% - 0.9% |
Estas definições iniciais fornecem um ponto de partida sólido para a otimização do tempo de arrefecimento.

O controlo do empeno em componentes de grandes dimensões fabricados em STAMAX 30YM240 vai para além dos ajustes iniciais. Envolve um processo sistemático de resolução de problemas. Ter o material exato disponível localmente através do MTM permite aos nossos clientes realizar estes testes iterativos de forma eficiente sem esperar por envios para o estrangeiro.
Ajuste da pressão da embalagem
A pressão de embalagem compensa diretamente a contração do material à medida que a peça arrefece. No caso do STAMAX 30YM240, uma pressão de enchimento insuficiente pode provocar afundamentos e vazios. Por outro lado, uma pressão excessiva pode causar flashes ou tensões, o que também contribui para o empenamento. Encontrar o equilíbrio correto é crucial.
Otimização do tempo de arrefecimento
O tempo de arrefecimento deve ser suficiente para que a peça solidifique e se torne estável antes da ejeção. Com peças de grandes dimensões, isto é ainda mais crítico. Encurtar o ciclo é tentador, mas a ejeção prematura irá bloquear a tensão e causar problemas dimensionais. O objetivo é encontrar o tempo mais curto que ainda garanta a estabilidade da peça. Isto está diretamente relacionado com Contração volumétrica9.
| Ajuste dos parâmetros | Efeito nas dimensões | Risco |
|---|---|---|
| Aumentar a pressão da embalagem | Reduz o encolhimento | Potencial para flash, elevado stress |
| Diminuir a pressão da embalagem | Aumenta o encolhimento | Sumidouros, vazios, sub-dimensão |
| Aumentar o tempo de arrefecimento | Melhora a estabilidade | Tempo de ciclo mais longo |
| Diminuir o tempo de arrefecimento | Piora a deformação | Deformação pós-moldagem |
Este processo iterativo de ajuste da pressão e do tempo é fundamental para obter tolerâncias apertadas.
A obtenção de tolerâncias apertadas com o STAMAX 30YM240 depende do equilíbrio entre a pressão de embalagem e o tempo de arrefecimento. Este controlo preciso é fundamental para gerir a sua taxa de retração específica e garantir a estabilidade dimensional da peça final. A resolução eficaz de problemas requer uma abordagem baseada em dados para estes parâmetros críticos.
Resolver os desafios de acabamento de superfície com PP com enchimento de vidro
O efeito de "fibra flutuante" é um desafio estético bem conhecido dos materiais de fibra de vidro longa. Ocorre quando as fibras de vidro aparecem na superfície da peça, criando um aspeto espiralado ou mate em vez de um acabamento liso e uniforme. Isto é particularmente problemático para componentes em que a aparência é fundamental.
A origem do problema
Este fenómeno é inerente à natureza do polipropileno com enchimento de vidro. Durante a injeção, o polímero fundido, menos viscoso, flui mais rapidamente do que as fibras, especialmente junto à parede do molde. Isto pode deixar as fibras expostas quando a peça arrefece, afectando o aspeto final da superfície da fibra de vidro.
Passos iniciais de resolução de problemas
Antes de explorar métodos avançados, alguns ajustes básicos do processo podem oferecer melhorias. No entanto, estes, por si só, são muitas vezes insuficientes para obter uma superfície de classe A de qualidade superior. Eis alguns pontos de partida que discutimos frequentemente com os clientes.
| Questão de superfície | Causa comum | Solução inicial |
|---|---|---|
| Fibras flutuantes | Baixa temperatura de fusão | Aumentar a temperatura de fusão |
| Marcas de redemoinho | Velocidade de enchimento inconsistente | Otimizar o perfil de velocidade de injeção |
| Acabamento baço | Baixa temperatura do molde | Aumentar a temperatura da superfície do molde |

Obter uma superfície de classe A
Quando um acabamento impecável e de alto brilho não é negociável, temos de ir além dos ajustes de processo padrão. Conseguir uma superfície de Classe A com materiais como o STAMAX 30YM240 requer técnicas de moldagem mais sofisticadas que abordem diretamente a causa principal das fibras flutuantes.
Temperaturas elevadas do molde
Uma estratégia eficaz é aumentar significativamente a temperatura da superfície do molde. Um molde mais quente permite a formação de uma camada rica em resina na superfície, enterrando efetivamente as fibras de vidro por baixo de uma pele lisa de polímero. Isto melhora o acabamento da superfície, mas também pode prolongar os tempos de ciclo.
Aquecimento dinâmico de moldes
Para as aplicações mais exigentes, o aquecimento e arrefecimento dinâmico do molde é a principal solução. Este processo envolve o aquecimento rápido da superfície da cavidade do molde imediatamente antes da injeção e, em seguida, o seu arrefecimento rápido para solidificar a peça. Isto assegura uma replicação óptima da superfície e oculta completamente as fibras. Isto ajuda a evitar defeitos de superfície como Marcação10 durante o manuseamento e a utilização.
| Técnica | Princípio | Melhor para |
|---|---|---|
| Temperatura elevada do molde | Cria uma camada superficial rica em resina | Melhorar o brilho e ocultar as fibras menores |
| Aquecimento dinâmico de moldes | Ciclo rápido de aquecimento/arrefecimento | Obtenção de acabamentos de classe A |
| Moldagem assistida a gás | Escava secções, empurra a resina para a superfície | Peças grandes com geometria complexa |
As fibras flutuantes são um problema comum no PP com enchimento de vidro. Embora os ajustes básicos do processo possam ajudar, a obtenção de uma superfície de Classe A em materiais como o STAMAX 30YM240 requer frequentemente técnicas avançadas, como temperaturas de molde elevadas ou dinâmicas, para criar uma pele lisa e rica em resina.
Mitigação do desgaste da ferramenta na moldagem de fibra de vidro 30%
A moldagem de materiais com fibra de vidro 30%, como o STAMAX 30YM240, apresenta um desafio significativo: o desgaste abrasivo do molde. As fibras de vidro agem como uma lixa fina, corroendo gradualmente as superfícies críticas da ferramenta, especialmente em áreas de alto desgaste, como portas e cantos afiados. Isto acelera a degradação da ferramenta.
Defesa do núcleo: Seleção de aço de molde
A escolha do aço para moldes correto é a sua primeira e mais importante defesa. O aço P20 padrão simplesmente não é suficientemente durável para a produção de grandes volumes com estes materiais. Os aços para ferramentas endurecidos são essenciais para prolongar a vida útil das ferramentas e manter a qualidade das peças ao longo do tempo.
Comparação de aços para aplicações abrasivas
| Tipo de aço | Dureza (HRC) | Resistência ao desgaste | Resistência | Recomendação |
|---|---|---|---|---|
| P20 (pré-endurecido) | ~30-34 | Baixa | Elevado | Não para grandes volumes |
| H13 (endurecido) | ~48-52 | Bom | Bom | Bom ponto de partida |
| S7 (endurecido) | ~54-56 | Muito bom | Excelente | Para áreas de grande impacto |
| Série CPM | ~58-62 | Excelente | Bom | Ideal para inserções críticas |
Embora a seleção de um aço de elevada dureza seja fundamental, não é a solução completa. A interação entre o polímero fundido e a superfície do aço é um processo complexo. Compreender os princípios de Tribologia11 ajuda-nos a ver que o atrito e a abrasão são forças interligadas que causam a degradação do molde.
Proteção avançada: Revestimentos e Manutenção
Para obter a máxima longevidade, especialmente em aplicações exigentes, é necessário olhar para além do aço de base. Os revestimentos de proteção criam uma barreira que reduz significativamente o impacto abrasivo direto das fibras de vidro presentes no STAMAX 30YM240.
O papel dos revestimentos de superfície
Os revestimentos de carbono tipo diamante (DLC) ou de nitreto de titânio (TiN) criam uma superfície extremamente dura e de baixa fricção no molde. Esta camada, muitas vezes com apenas alguns microns de espessura, reduz drasticamente a taxa de desgaste abrasivo, protegendo o aço subjacente e preservando os detalhes finos da peça.
A manutenção proactiva é fundamental
Mesmo com o melhor aço e os melhores revestimentos, um plano de manutenção proactivo não é negociável para prolongar a vida útil da ferramenta. A inspeção e limpeza regulares das zonas de elevado desgaste, como a área do portão, são cruciais. Isto permite a deteção precoce do desgaste antes que este afecte as dimensões da peça ou o acabamento da superfície.
Gerir eficazmente o desgaste das ferramentas dos materiais com enchimento de vidro requer uma abordagem multifacetada. A combinação de aços endurecidos, revestimentos de superfície avançados, como o DLC, e um programa de manutenção rigoroso é a estratégia mais fiável para garantir a estabilidade da produção a longo prazo e proteger o seu investimento.
Obtenha rapidamente o seu material de ensaio do molde STAMAX 30YM240 com MTM
Pronto para moldar com STAMAX 30YM240? Elimine a espera, os atrasos logísticos e a incerteza material - envie-nos agora o seu inquérito para obter STAMAX 30YM240 original ou equivalente entregue diretamente na China. Acelere seu processo de teste de molde e mantenha seu projeto dentro do cronograma com as soluções pré-estocadas do MTM!

-
Saiba como esta propriedade afecta a resistência e o desempenho da peça com base na direção do fluxo. ↩
-
Este valor ajuda a prever a rigidez do material, o que é crucial para a conceção de componentes estruturais rígidos. ↩
-
Compreender como esta propriedade afecta a deformação do material sob tensão, crucial para a conceção de peças duradouras. ↩
-
A compreensão da resistência à fluência ajuda a prever a estabilidade dimensional a longo prazo de um componente sob carga contínua. ↩
-
A compreensão deste conceito ajuda a prever o fluxo de material e a otimizar o seu processo de moldagem por injeção. ↩
-
Compreender isto ajuda a otimizar o fluxo de fusão e a evitar defeitos de material. ↩
-
A compreensão desta propriedade ajuda a esclarecer por que razão a secagem se centra na humidade superficial e não na absorção interna. ↩
-
A compreensão deste conceito ajuda a diagnosticar e a resolver problemas de empeno de peças em plásticos reforçados com fibras. ↩
-
Compreender isto ajuda a otimizar os perfis de embalagem para uma densidade uniforme e controlo dimensional. ↩
-
Compreender o efeito de marmorização ajuda a conceber superfícies duráveis e a selecionar medidas de proteção adequadas para aplicações de elevado desgaste. ↩
-
A compreensão deste campo ajuda a prever e a evitar o desgaste do material, crucial para o desempenho do molde a longo prazo e para a poupança de custos. ↩