STAMAX 30YM240 представляет собой уникальную проблему, которая может сорвать даже опытные проекты формования. При переходе от стандартного полипропилена к этому композиту с длинным стекловолокном инженеры часто сталкиваются с разрывом волокон, непредвиденным короблением и дефектами поверхности.
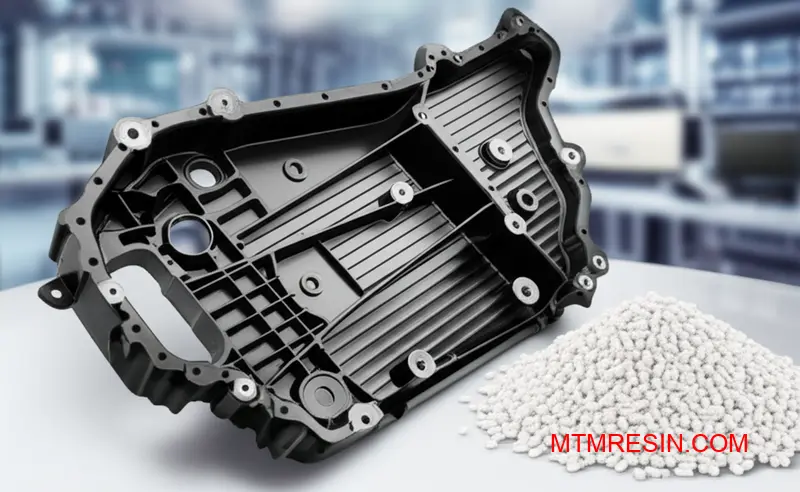
STAMAX 30YM240 - это полипропилен, армированный стекловолокном 30%, разработанный для конструкционных применений, требующих прочности, подобной металлической, при значительном снижении веса. Успех зависит от специализированных технологий переработки, позволяющих сохранить длину волокна и контролировать его ориентацию.
Я работал с инженерными группами, которые сталкивались именно с такими проблемами при формовании. Разница между успешной пробной обработкой и дорогостоящими задержками часто сводится к пониманию специфических требований к обработке длинного стекловолокна. Позвольте мне рассказать вам о технических аспектах, которые помогут вам избежать типичных подводных камней и добиться стабильных результатов при работе с этим требовательным материалом.
Почему инженеры выбирают STAMAX 30YM240 для изготовления конструкционных деталей
Инженеры выбирают STAMAX 30YM240 за его уникальный баланс прочности, жесткости и низкой плотности. Этот полипропилен (ПП) с длинным стекловолокном - лучший выбор для замены металла в автомобильных и промышленных деталях. Он позволяет значительно снизить вес без ущерба для структурной целостности.
Преимущество длинного стекловолокна
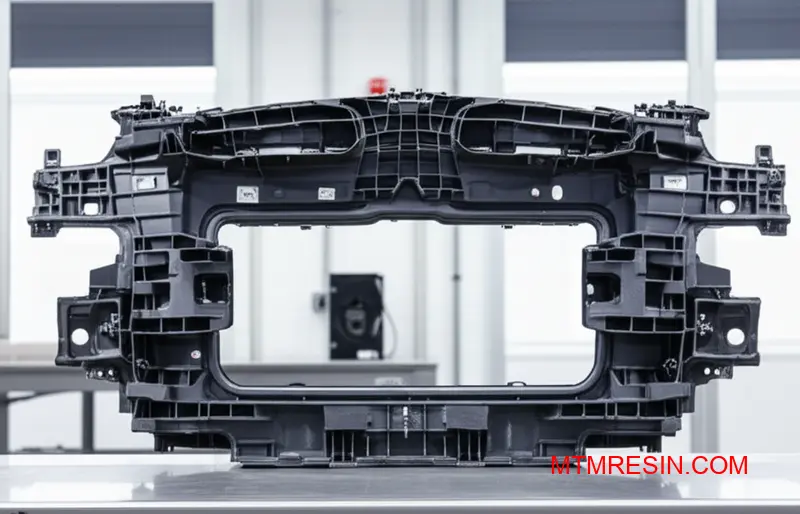
В отличие от коротких стекловолоконных материалов, длинные волокна в STAMAX 30YM240 образуют внутреннюю скелетную структуру. Эта сеть обеспечивает превосходные механические свойства, особенно в таких ответственных областях применения, как модули передней панели, дверные модули и лотки для батарей. В результате получается прочный и легкий компонент.
Производительность с первого взгляда
Наш анализ показывает, что его эксплуатационные характеристики делают его стратегическим материалом для решения современных инженерных задач. Цели облегчения автомобильной техники становятся более достижимыми с такими материалами.
| Недвижимость | STAMAX 30YM240 (типовой) | Мягкая сталь (как правило) |
|---|---|---|
| Плотность (г/см³) | ~1.12 | ~7.85 |
| Модуль упругости при растяжении (МПа) | ~7500 | ~200,000 |
| Ударная прочность | Высокий | Очень высокий |
Такое сочетание делает STAMAX 30YM240 лучшим конструкционным термопластом.
Решение об использовании STAMAX 30YM240 выходит за рамки простых спецификаций материала. Оно включает в себя рассмотрение всего производственного цикла, от проектирования и формовки до окончательной сборки. Его превосходные характеристики текучести позволяют создавать сложные геометрические формы, которые было бы трудно или дорого производить с помощью штамповки или литья.
Гибкость конструкции и обработки
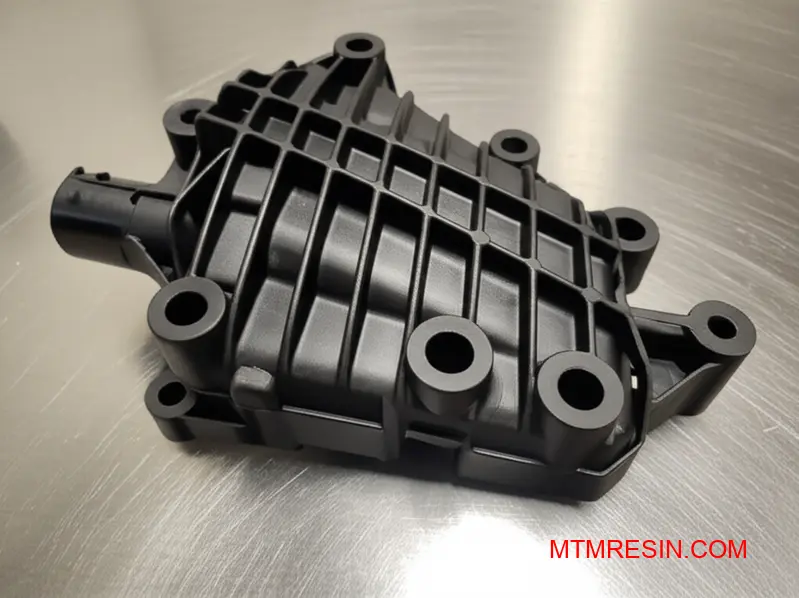
Этот материал предоставляет конструкторам большую свободу. Такие элементы, как ребра и бобышки, могут быть интегрированы непосредственно в пресс-форму, что снижает необходимость в дополнительных операциях сборки. Это упрощает производственный процесс и снижает общие затраты. Мы видим это преимущество во многих проектах, требующих сложных структурных компонентов.
Последовательность в испытаниях плесени
Одним из важнейших факторов является однородность материала при испытаниях пресс-форм. Использование точно указанного сорта, например STAMAX 30YM240, очень важно для проверки инструмента. Компания MTM хранит этот материал в Китае, поэтому команды могут избежать задержек с международной доставкой и гарантировать, что их испытания точно отражают производственные условия. На поведение материала влияет ориентация волокон, свойство, известное как анизотропия1.
| Параметр | Руководство | Выгода |
|---|---|---|
| Температура расплава | 230-260 °C | Оптимальная дисперсия волокна |
| Температура пресс-формы | 40-70 °C | Хорошая обработка поверхности и стабильность |
| Скорость впрыска | От умеренного до высокого | Минимизирует разрушение волокон |
Предсказуемое поведение обработки помогает инженерам добиться однородности деталей с первого выстрела.
STAMAX 30YM240 является ведущим выбором для изготовления конструкционных деталей благодаря превосходному соотношению прочности и веса, гибкости конструкции и надежной технологичности. Он позволяет инженерам достигать целей по облегчению автомобильных конструкций без ущерба для производительности, что делает его ценным активом в разработке современных продуктов.
Анализ профиля механических свойств STAMAX 30YM240
STAMAX 30YM240 - популярный выбор для изготовления конструкционных элементов, но его название многое говорит о его характеристиках. Буква "30" означает, что он армирован длинным стекловолокном 30%, что является залогом его повышенных механических свойств. Обозначение "YM240" дает дополнительные подсказки о характеристиках этого сорта.
Расшифровка оценок
Понимание этих кодов - первый шаг в выборе материала. Оно помогает инженерам проекта быстро оценить, подходит ли материал, прежде чем погружаться в полный технический паспорт. Такая первоначальная проверка позволяет сэкономить драгоценное время на этапе проектирования.
Ключевые идентификаторы
| Код | Значение | Импликация |
|---|---|---|
| STAMAX | Название бренда | LGFPP компании SABIC |
| 30 | Стекловолокно % | 30% Длинное стекловолокно |
| YM240 | Серия Grade | Особая производительность/поток |
Такая разбивка позволяет быстро оценить состав основы материала. Это сразу говорит о том, что мы имеем дело с армированным полипропиленом, предназначенным для сложных условий эксплуатации.
При анализе технических характеристик STAMAX 30YM240 для конструкционных применений выделяются три свойства. Именно эти свойства определяют его работоспособность при нагрузках и нагреве, что является критическим фактором для автомобильных и промышленных деталей.
Механические свойства сердечника
Длинное стекловолокно 30% значительно повышает жесткость и прочность. Его Модуль растяжения2 значительно выше, чем у ненаполненного полипропилена, что означает, что он сопротивляется изгибу под нагрузкой. Это очень важный фактор для деталей, которые должны сохранять свою форму.
Ударопрочность и термостойкость
Материал также демонстрирует отличную ударную прочность, которую часто измеряют с помощью испытаний Изода или Шарпи. Длинные волокна помогают распределить энергию удара, предотвращая катастрофическое разрушение. Кроме того, его температура теплового прогиба (HDT) повышена, что позволяет ему надежно работать в высокотемпературных средах.
Снимок листка данных: STAMAX 30YM240
| Недвижимость | Типичное значение | Значение |
|---|---|---|
| Модуль растяжения | ~7500 МПа | Высокая жесткость, устойчивость к изгибу |
| Удар с насечкой Izod | ~15 кДж/м² | Хорошая прочность и долговечность |
| HDT (0,45 МПа) | ~155 °C | Стабильность при высоких температурах |
В компании MTM мы храним STAMAX 30YM240 в Китае именно потому, что эти свойства часто требуются для испытаний пресс-форм. Наличие готового материала позволяет избежать задержек, обеспечивая нашим клиентам возможность проверить свои конструкции с помощью точно указанного материала, не дожидаясь поставок из-за рубежа.
Понимание спецификации STAMAX 30YM240 очень важно для прогнозирования его реальных характеристик. Стекловолокно 30% обеспечивает исключительную жесткость, ударопрочность и термическую стабильность, что делает его надежным выбором для конструкционных деталей, требующих надежных механических свойств.
Длинное стекловолокно (LGF) и короткое стекловолокно: Разница в характеристиках
При выборе стеклонаполненного полипропилена решающее значение имеет выбор между длинным (LGF) и коротким (SGF) волокном. Основное различие заключается в длине стеклянных волокон, встроенных в полимерную матрицу. Это напрямую влияет на структурную целостность и общие эксплуатационные характеристики конечной детали.
Разница в сердцевине: Длина волокна
Короткие волокна обычно не превышают 1 мм, в то время как длинные волокна в LGF могут быть более 10 мм. Такая большая длина создает более прочный внутренний "скелет" внутри пластика. Такая структура значительно улучшает механические свойства по сравнению с материалами, армированными более короткими волокнами.
Сравнение первоначальных характеристик
При беглом взгляде становятся очевидными компромиссы. В то время как SGF обеспечивает простоту обработки и более низкую стоимость, LGF дает существенный прирост в ключевых механических областях. Наши клиенты часто тестируют оба материала, чтобы оценить их преимущества для конкретного применения.
| Недвижимость | Короткое стекловолокно (SGF) | Длинное стекловолокно (LGF) |
|---|---|---|
| Ударная прочность | Умеренный | От высокого до очень высокого |
| Прочность на разрыв | Хорошо | Превосходно |
| Сопротивление ползучести | Ярмарка | Превосходно |
| Деформация | Нижний | Выше (если не контролировать) |

Давайте остановимся на конкретном материале: STAMAX 30YM240, полипропилен с длинным стекловолокном 30%. Когда инженеры сравнивают его со стандартным полипропиленом с коротким стекловолокном 30%, разница в характеристиках становится очевидной. Речь идет не только о простой прочности, но и о долговечности в течение длительного времени.
Почему STAMAX 30YM240 превосходит другие модели
Взаимосвязанная сеть длинных волокон в STAMAX 30YM240 обеспечивает превосходное поглощение энергии. Это делает его идеальным для деталей, которые должны выдерживать удары, например, автомобильных бамперов или промышленных корпусов. Короткие волокна просто не могут так эффективно распределить силу удара по детали.
Кроме того, его сопротивление ползучести значительно выше. При постоянной нагрузке, особенно при повышенных температурах, детали, изготовленные из SGF-PP, деформируются. Длинный каркас волокон в LGF-PP противостоит этой медленной деформации, обеспечивая долгосрочную стабильность размеров критических структурных компонентов. Это прямой результат того, что материал вязкоупругость3 поведение.
Обоснование надбавки к стоимости
Да, материалы LGF, такие как STAMAX 30YM240, имеют более высокую первоначальную стоимость. Однако эта стоимость часто оправдывается предотвращением отказов деталей, снижением веса за счет более тонких стенок и увеличением срока службы изделия. Для наших клиентов мы упрощаем поиск пробных партий таких специальных материалов в Китае.
| Метрика производительности | SGF-PP (30%) | STAMAX 30YM240 (30% LGF-PP) |
|---|---|---|
| Ударная прочность с надрезом | Нижний | В ~3-5 раз выше |
| Долгосрочная ползучесть | Повышенная деформация | Значительно ниже |
| Устойчивость размеров | Хорошо | Превосходно |
Выбор LGF-PP, такого как STAMAX 30YM240, - это инвестиция в долгосрочную производительность. Повышенная ударная прочность, сопротивление ползучести и стабильность часто перевешивают первоначальную стоимость материала, особенно для сложных конструкционных применений, где разрушение недопустимо.
Стратегии замены металла с помощью STAMAX 30YM240
STAMAX 30YM240 - ключевой материал для замены металла в автомобильных деталях. Этот полипропилен с длинным стекловолокном 30% обеспечивает разумный баланс прочности, жесткости и низкой плотности. Он позволяет инженерам создавать более легкие компоненты без снижения эксплуатационных характеристик, что является важнейшей задачей в современном автомобилестроении.
От металла к пластику
Замена стали или алюминия на этот материал дает прямые преимущества. Рассмотрим эти распространенные области применения в автомобильной промышленности. Наши клиенты часто видят значительные улучшения, когда переходят на новый материал.
| Компонент | Традиционный материал | STAMAX 30YM240 Преимущество |
|---|---|---|
| Фронтальный перевозчик | Штампованная сталь | 30-40% Снижение веса |
| Дверной модуль | Алюминий/Сталь | Консолидация частей |
| Панель приборов | Стальная рама | Повышенная свобода проектирования |
Этот стратегический сдвиг помогает снизить общий вес автомобиля. Это также упрощает производственный процесс, что приводит к потенциальной экономии средств и повышению эффективности сборочного конвейера.

Ключевые автомобильные приложения
В фронтальных перевозчиках STAMAX 30YM240 позволяет интегрировать множество металлических кронштейнов и опор в одну формованную деталь. Такой подход к сборке консолидированных деталей снижает сложность, количество крепежа и трудозатраты. В результате получается более легкий, но прочный структурный компонент.
Для дверных модулей снижение веса является основным фактором. Более легкая дверь улучшает топливную экономичность и управляемость. Мы видели, как клиенты достигали снижения веса до 50% только на несущей конструкции. Это значительный выигрыш, если применять его ко всем дверям. Материал Устойчивость к ползучести4 здесь также играет важную роль.
Дизайн приборной панели
Приборные панели выигрывают от гибкости конструкции STAMAX 30YM240. Инженеры могут создавать сложные геометрии, интегрируя воздуховоды системы отопления, вентиляции и кондиционирования воздуха и точки крепления непосредственно в основную конструкцию. Это практически невозможно при использовании штампованного металла, что приводит к уменьшению количества деталей и ускорению процесса сборки.
| Приложение | Ключевое преимущество | Типичный результат |
|---|---|---|
| Фронтальный перевозчик | Интеграция частей | Снижение стоимости сборки |
| Дверной модуль | Снижение веса | Повышенная топливная эффективность |
| Панель приборов | Свобода дизайна | Упрощенное производство |
В MTM мы храним STAMAX 30YM240 на складе в Китае. Это помогает нашим партнерам быстро получать материалы для испытаний пресс-форм, проверяя эти сложные конструкции без международных задержек при доставке.
STAMAX 30YM240 - это мощный инструмент для замены металла в автомобильных модулях. Он позволяет значительно снизить вес за счет меньшей плотности и сократить расходы за счет консолидации деталей. Это делает его стратегическим выбором для эффективного и современного проектирования автомобильных модулей.
Оптимизация конструкции шнека для длительного удержания стекловолокна
При работе с полипропиленом с длинным стекловолокном (LGF), таким как STAMAX 30YM240, конструкция шнека имеет решающее значение. Стандартные шнеки часто вызывают значительное разрушение волокна во время пластификации. Это повреждение напрямую ухудшает механические свойства конечной формованной детали, подрывая саму причину выбора материала LGF.
Проблема со стандартными винтами
Стандартные винты обычно имеют высокий коэффициент сжатия. Такая конструкция создает интенсивный сдвиг и давление, что эффективно для пластиков общего назначения, но разрушительно для композитов LGF. Волокна измельчаются по мере продвижения по шнеку, теряя свою длину и армирующую способность еще до попадания в пресс-форму.
Влияние разрушения волокна
Более короткие волокна приводят к резкому снижению ударной вязкости и жесткости. Деталь не будет работать так, как задумано. Я видел, как проекты проваливались из-за того, что технологическое оборудование не было оптимизировано для материала. Проблема была не в самом материале, а в настройках оборудования.
| Тип винта | Сохранение длины волокна | Результирующая производительность детали |
|---|---|---|
| Стандартный винт GP | Низкий | Хрупкие, ниже спецификации |
| Оптимизированный винт LGF | Высокий | Сильный, соответствует требованиям |
Чтобы сохранить длину волокна, необходима специализированная установка для пластификации. Решение заключается в использовании шнека с низкой степенью сжатия. Такая конструкция минимизирует усилия сдвига, позволяя волокнам проходить через ствол с гораздо меньшими повреждениями. Это обеспечивает сохранение целостности материала от гранулы до детали.
Преимущество винтов с низкой степенью сжатия
Шнек с низкой степенью сжатия (обычно около 2:1) обеспечивает более мягкое транспортирование. Он уменьшает нарастание давления в переходной зоне, где происходит наибольшее повреждение волокон. Когда клиенты пробуют такие материалы, как STAMAX 30YM240, с нашего склада в MTM, я всегда подчеркиваю необходимость проверки технических характеристик шнека.
Выбор обратного клапана имеет решающее значение
Обратный клапан (или обратный клапан) - еще один потенциальный источник разрушения волокон. Наиболее распространен клапан со скользящим обратным кольцом, но он может создавать большой сдвиг и защемлять волокна. Гораздо лучше выбрать обратный клапан со свободным потоком или с шаровым затвором. Эти конструкции обеспечивают менее ограничительный путь для материала. Понимание свойств материала Реология5 помогает предсказать его поведение при различных условиях обработки.
| Тип клапана | Риск повреждения волокон | Рекомендуемое использование |
|---|---|---|
| Раздвижное контрольное кольцо | Высокий | Пластмассы общего назначения |
| Клапан свободного потока | Низкий | LGF и чувствительные материалы |
| Шаровой обратный клапан | Низкий | LGF и чувствительные материалы |
Оптимизация конструкции винтов не является обязательным условием для материалов LGF. Стандартные шнеки уменьшают длину волокон, снижая производительность деталей. Использование винтов с низкой степенью сжатия и обратных клапанов со свободным потоком сохраняет целостность таких материалов, как STAMAX 30YM240, обеспечивая соответствие конечного продукта его механическим характеристикам.
Температуры обработки и скорости впрыска для 30YM240
Достижение оптимальных результатов при использовании STAMAX 30YM240 требует точного контроля над параметрами обработки. Правильные настройки обеспечивают хорошую подачу материала, защищая длинные стекловолокна от повреждений. Неправильно выбранные температура или скорость могут ухудшить механические свойства конечной детали.
Рекомендуемый температурный профиль
Мы рекомендуем использовать определенный температурный режим для ствола, чтобы обеспечить равномерное расплавление. Начните с более низкой температуры в задней части и постепенно повышайте ее по направлению к соплу. Это предотвращает преждевременное плавление и разрушение материала.
Температура ствола и пресс-формы
Стабильная температура пресс-формы не менее важна. Она напрямую влияет на качество поверхности, усадку и время цикла. Вот типичные настройки, с которых мы советуем начинать клиентам.
| Параметр | Рекомендуемый диапазон |
|---|---|
| Температура в задней зоне | 220-240 °C (428-464 °F) |
| Температура в средней зоне | 230-250 °C (446-482 °F) |
| Температура передней зоны | 240-260 °C (464-500 °F) |
| Температура сопла | 250-270 °C (482-518 °F) |
| Температура пресс-формы | 70-90°C (158-194°F) |
Учет скорости впрыска
Скорость впрыска для STAMAX 30YM240 необходимо тщательно регулировать. Для быстрого заполнения детали часто требуется умеренная или высокая скорость. Однако чрезмерная скорость может повредить стекловолокна, которые являются залогом прочности этого материала.

При более глубоком изучении условий формования STAMAX 30YM240 выясняется, что проблема заключается в балансе двух противоположных факторов. Вам необходимо достаточное количество тепла и скорости, чтобы материал легко протекал в сложные полости формы. В то же время слишком высокая температура может привести к разрушению полимера или поломке длинных стеклянных волокон.
Риск повреждения волокон
Высокая скорость впрыска увеличивает скорость сдвига6, что может привести к разрушению стеклянных волокон. Когда волокна укорачиваются, материал теряет свою запланированную структурную прочность. Работая с нашими клиентами, мы пришли к выводу, что многоступенчатый профиль впрыска часто работает лучше всего. Он начинает работать медленнее, а затем ускоряется.
Поиск оптимального варианта
Единой "идеальной" настройки не существует. Она всегда зависит от геометрии детали, толщины стенок и конструкции затвора. Мы всегда начинаем с данных производителя, но настраиваем их на основе фактических результатов испытаний пресс-формы. Ниже приведено простое руководство по тому, на что следует обратить внимание.
| Проблема настройки | Потенциальное последствие | Рекомендуемое действие |
|---|---|---|
| Слишком низкая температура | Короткие выстрелы, плохое покрытие | Немного увеличьте температуру ствола |
| Слишком высокая температура | Разрушение материала, обесцвечивание | Снижение температуры ствола и сопла |
| Слишком высокая скорость | Разрушение волокон, вспышка | Снизить скорость впрыска, использовать этапы |
| Слишком низкая скорость | Следы потеков, неполное заполнение | Умеренно увеличьте скорость впрыска |
В этом итеративном процессе важен опыт. Компания MTM поставляет материалы и оказывает поддержку, чтобы правильно подобрать параметры обработки, обеспечивая успешное проведение пробных испытаний без лишних задержек.
Поиск правильных параметров обработки для STAMAX 30YM240 - это сбалансированный процесс. Вы должны обеспечить хорошую текучесть, не вызывая термической деградации или повреждения волокон. Точный контроль температуры бочки, температуры пресс-формы и скорости впрыска необходим для оптимального качества деталей.
Обработка материалов: Сушка и подача гранул LGF
Работа с гранулами длинного стекловолокна (LGF), такими как STAMAX 30YM240, представляет собой уникальную проблему по сравнению с обычными гранулами. Первый вопрос, который я часто получаю, касается сушки. Сам по себе полипропилен (ПП) не впитывает много воды, но это еще не вся история.
Настоящая причина для сушки
Основная проблема - поверхностный конденсат. Если вы поместите холодные гранулы в теплую и влажную формовочную среду, на их поверхности будет образовываться влага. Это может привести к появлению разводов на готовой детали. Правильная обработка ПП с длинными волокнами требует дополнительных действий.
Рекомендации по сушке
| Материал | Требуется ли сушка? | Причина |
|---|---|---|
| Стандартные полипропиленовые гранулы | Как правило, нет | Низкое поглощение влаги |
| LGF PP Pellets (например, STAMAX) | Да, часто | Для удаления конденсата с поверхности |
Короткий цикл предварительной сушки является хорошей практикой для обеспечения стабильного и качественного процесса формования, особенно в условиях повышенной влажности.

Помимо сушки, физическая форма гранул LGF создает еще одно серьезное препятствие: подача их в машину. Длинные, похожие на прутья гранулы могут легко сцепиться между собой и образовать дугу внутри бункера - проблема, известная как "перемычка".
Предотвращение заклинивания бункера
Перекрытие бункера останавливает поток материала, что приводит к голоданию шнека и неравномерной стрельбе. Это распространенная проблема для Подача гранул STAMAX. В то время как полипропиленовая основа гидрофобный7, Физическая форма гранул является основной проблемой при обработке материала.
Решения для плавного кормления
Главное - поддерживать движение материала. Стандартные бункеры с малыми углами конуса часто усугубляют проблему. Решить ее может специализированное оборудование. По результатам наших испытаний, проведенных с клиентами, некоторые регулировки являются очень эффективными.
| Метод | Описание | Эффективность |
|---|---|---|
| Крутой угол наклона бункера | Используйте бункеры с углом конуса более 60°. | Высокий |
| Механические мешалки | Медленно движущаяся лопатка или рука осторожно перемешивает гранулы | Очень высокий |
| Вибрационные питатели | Мягкая вибрация помогает гранулам оседать и высыпаться | От умеренного до высокого |
В компании MTM мы часто советуем клиентам, использующим такие материалы, как STAMAX 30YM240, пересмотреть систему подачи материала. Правильно подобранное оборудование предотвращает дорогостоящие простои и обеспечивает стабильность процесса.
Правильная обработка гранул LGF требует сушки для предотвращения конденсации на поверхности и использования бункеров с крутым углом наклона или механических приспособлений для предотвращения образования мостиков. Эти шаги имеют решающее значение для стабильного процесса формования и получения высококачественных деталей из таких материалов, как STAMAX 30YM240.
Управление анизотропией и ориентацией волокон в литых деталях
Понимание ориентации волокон имеет решающее значение для характеристик детали. При использовании материалов, армированных волокнами, направление волокон определяет прочность детали. Механические свойства не одинаковы во всех направлениях, что создает так называемые анизотропные свойства. Это ключевой фактор, которым необходимо управлять.
Прочность вдоль и поперек волокон
Прочность детали наиболее высока вдоль направления выравнивания волокон (продольное) и наиболее слаба перпендикулярно ему (поперечное). Эта разница может быть значительной. Ее игнорирование часто приводит к неожиданным поломкам деталей в полевых условиях, и я неоднократно сталкивался с этой проблемой.
Сравнение недвижимости
| Недвижимость | Продольные (вдоль волокон) | Поперечный (поперек волокон) |
|---|---|---|
| Прочность на разрыв | Высокий | Низкий |
| Жесткость | Высокий | Низкий |
| Усадка | Низкий | Высокий |
Управление этой ориентацией становится главной задачей для достижения проектных характеристик.
Чтобы добиться эффективного контроля ориентации волокон, необходимо перейти от догадок к прогнозам. Именно здесь становятся необходимыми современные инженерные инструменты. Полагаться только на опыт недостаточно, особенно при работе со сложными геометриями и высокопроизводительными материалами, такими как STAMAX 30YM240.
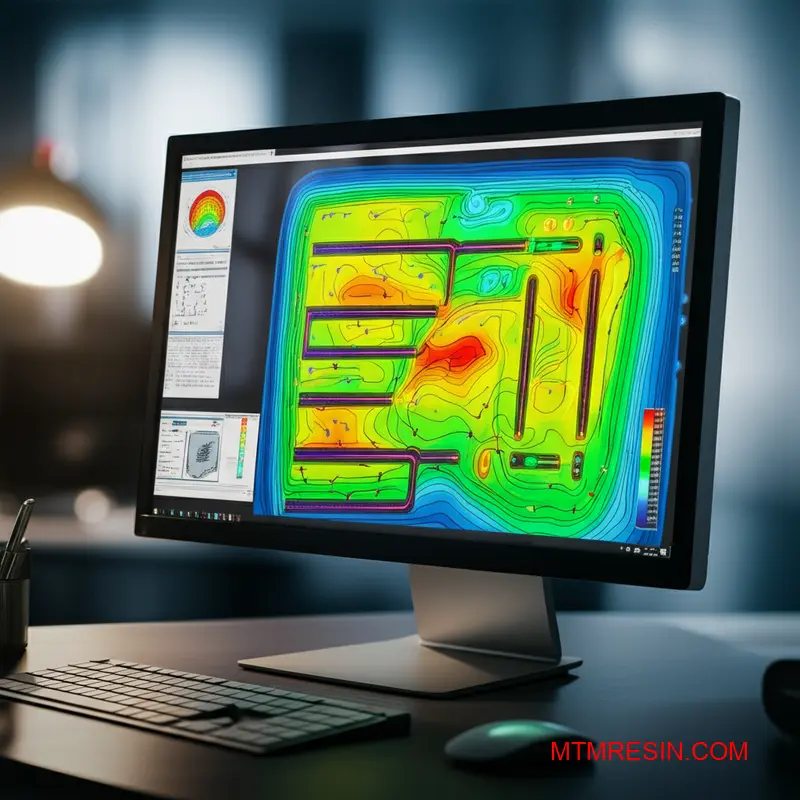
Использование анализа течения пресс-формы
Анализ течения в пресс-форме - это наш основной инструмент для прогнозирования того, как пластик будет заполнять форму. Моделирование показывает продвижение фронта расплава, что напрямую влияет на выравнивание волокон. Мы можем визуализировать окончательную ориентацию волокон перед резкой стали, что значительно экономит время и средства.
Прогнозирование деформации
Деформация часто является прямым результатом неконтролируемых анизотропных свойств. Основной причиной является дифференциальная усадка8, Когда деталь сжимается больше в поперечном направлении, чем в продольном. Такая неравномерная усадка создает внутренние напряжения, которые деформируют деталь при охлаждении.
| Входной анализ | Прогнозируемый выход |
|---|---|
| Расположение ворот | Карта ориентации волокон |
| Параметры процесса | Показатели усадки |
| Данные о материале | Прогнозирование деформации |
Компания MTM поставляет точные материалы, такие как STAMAX 30YM240, которые клиенты используют для моделирования. Это гарантирует, что анализ основан на точных данных, что делает прогноз деформации надежным, а испытания пресс-формы успешными с первого выстрела.
Умение ориентировать волокна - ключ к раскрытию всего потенциала армированных полимеров. Использование анализа течения в пресс-форме помогает прогнозировать и контролировать эти анизотропные свойства, предотвращая такие проблемы, как коробление, и обеспечивая соответствие конечной детали требованиям прочности для таких материалов, как STAMAX 30YM240.
Управление усадкой и короблением крупных структурных компонентов
При работе с деталями, имеющими критические размеры, особенно крупными, выбор материала - это все. Скорость усадки STAMAX 30YM240, полипропилена с длинным стекловолокном 30%, требует точного контроля. Его поведение предсказуемо, но требует внимания к деталям в процессе формования, чтобы избежать дорогостоящих ошибок в дальнейшем.
Понимание поведения материалов
STAMAX 30YM240 демонстрирует различную скорость усадки в зависимости от направления потока материала. Это критический фактор для контроля коробления. Понимание этих значений с самого начала позволяет лучше спроектировать пресс-форму и настроить параметры процесса. Это знание является основополагающим для достижения стабильности размеров.
Начальные настройки параметров
Для такого материала, как STAMAX 30YM240, установление базового уровня имеет ключевое значение. Мы часто начинаем с рекомендаций поставщика материала и корректируем их в зависимости от ситуации. В следующей таблице приведены типичные значения усадки, с которыми работают наши клиенты.
| Направление | Типичная скорость усадки |
|---|---|
| Направление потока | 0,2% - 0,4% |
| Направление поперечного потока | 0,6% - 0,9% |
Эти начальные настройки являются надежной отправной точкой для оптимизации времени охлаждения.

Контроль коробления крупных деталей, изготовленных из STAMAX 30YM240, выходит за рамки первоначальных настроек. Он включает в себя систематический процесс поиска и устранения неисправностей. Наличие точного материала на местном рынке через MTM позволяет нашим клиентам эффективно проводить эти итерационные испытания, не дожидаясь зарубежных поставок.
Регулировка давления упаковки
Давление набивки напрямую компенсирует усадку материала при охлаждении детали. Для STAMAX 30YM240 недостаточное давление упаковки может привести к образованию раковин и пустот. И наоборот, чрезмерное давление может вызвать вспышку или напряжение, что также способствует короблению. Нахождение правильного баланса имеет решающее значение.
Оптимизация времени охлаждения
Время охлаждения должно быть достаточным для того, чтобы деталь затвердела и стала стабильной перед выталкиванием. Для крупных деталей это еще более важно. Сокращение цикла - это заманчиво, но преждевременный выброс зафиксирует напряжение и вызовет проблемы с размерами. Задача состоит в том, чтобы найти наименьшее время, которое еще гарантирует стабильность детали. Это напрямую связано с Объемная усадка9.
| Регулировка параметров | Влияние на размеры | Риск |
|---|---|---|
| Увеличение давления упаковки | Уменьшает усадку | Потенциал вспышки, высокий уровень стресса |
| Уменьшение давления упаковки | Увеличивает усадку | Раковины, пустоты, заниженные размеры |
| Увеличение времени охлаждения | Улучшает устойчивость | Более длительное время цикла |
| Уменьшение времени охлаждения | Усугубляет деформацию | Деформация после литья |
Этот итеративный процесс регулировки давления и времени является основой для достижения жестких допусков.
Достижение жестких допусков с помощью STAMAX 30YM240 зависит от баланса между давлением упаковки и временем охлаждения. Этот точный контроль является ключом к управлению удельной усадкой и обеспечению стабильности размеров конечной детали. Эффективное устранение неисправностей требует подхода к этим критическим параметрам, основанного на данных.
Решение проблем с отделкой поверхности с помощью стеклонаполненного полипропилена
Эффект "плавающего волокна" - хорошо известная эстетическая проблема при использовании материалов с длинными стекловолокнами. Он возникает, когда на поверхности детали появляются стекловолокна, создавая вместо гладкой, однородной поверхности вихревой или матовый вид. Это особенно проблематично для компонентов, для которых внешний вид имеет решающее значение.
Источник проблемы
Это явление присуще природе стеклонаполненного полипропилена. Во время впрыска менее вязкий расплав полимера течет быстрее, чем волокна, особенно вблизи стенок формы. Это может привести к тому, что при остывании детали волокна будут обнажены, что повлияет на конечный внешний вид поверхности стекловолокна.
Первые шаги по устранению неполадок
Прежде чем изучать передовые методы, можно внести некоторые базовые коррективы в технологический процесс. Однако их одних часто бывает недостаточно для получения первоклассной поверхности класса А. Вот некоторые отправные точки, которые мы часто обсуждаем с клиентами.
| Проблема поверхности | Общее дело | Первоначальное решение |
|---|---|---|
| Плавающие волокна | Низкая температура расплава | Повышение температуры расплава |
| Вихревые отметины | Непостоянная скорость заполнения | Оптимизация профиля скорости впрыска |
| Тусклая отделка | Низкая температура пресс-формы | Повышение температуры поверхности пресс-формы |

Достижение поверхности класса А
Когда безупречное, глянцевое покрытие не является обязательным условием, мы должны выйти за рамки стандартных технологических изменений. Для достижения поверхности класса А с такими материалами, как STAMAX 30YM240, требуются более сложные технологии формования, которые непосредственно направлены на устранение основной причины плавающих волокон.
Высокие температуры в пресс-форме
Одна из эффективных стратегий - значительное повышение температуры поверхности пресс-формы. Более горячая пресс-форма позволяет сформировать на поверхности слой, богатый смолой, эффективно скрывая стекловолокна под гладкой полимерной оболочкой. Это улучшает качество поверхности, но также может увеличить время цикла.
Dynamic Mold Heating
Для самых сложных задач динамический нагрев и охлаждение пресс-формы - это лучшее решение. Этот процесс предполагает быстрый нагрев поверхности полости пресс-формы непосредственно перед впрыском, а затем быстрое охлаждение для затвердевания детали. Это обеспечивает оптимальное копирование поверхности и полностью скрывает волокна. Это помогает предотвратить такие дефекты поверхности, как Marring10 при обращении и использовании.
| Техника | Принцип | Лучшее для |
|---|---|---|
| Высокая температура пресс-формы | Создает насыщенный смолами поверхностный слой | Улучшение блеска и скрытие мелких волокон |
| Dynamic Mold Heating | Быстрый цикл нагрева/охлаждения | Отделка класса А |
| Формование с помощью газа | Выдалбливает участки, выталкивает смолу на поверхность | Большие детали со сложной геометрией |
Плавающие волокна - распространенная проблема стеклонаполненного ПП. Хотя базовые корректировки процесса могут помочь, для достижения поверхности класса А на таких материалах, как STAMAX 30YM240, часто требуются передовые технологии, такие как высокая или динамическая температура пресс-формы для создания гладкой, насыщенной смолой кожи.
Уменьшение износа инструмента при формовке стекловолокна 30%
При формовании материалов со стекловолокном 30%, таких как STAMAX 30YM240, возникает серьезная проблема: абразивный износ пресс-формы. Стекловолокно действует как мелкая наждачная бумага, постепенно истирая критические поверхности инструмента, особенно в зонах повышенного износа, таких как затворы и острые углы. Это ускоряет деградацию инструмента.
Защита ядра: Отбор литой стали
Выбор правильной стали для пресс-форм - это ваша первая и самая важная защита. Стандартная сталь P20 просто недостаточно прочна для крупносерийного производства с использованием таких материалов. Закаленные инструментальные стали необходимы для продления срока службы инструмента и сохранения качества деталей в течение длительного времени.
Сравнение сталей для абразивных материалов
| Тип стали | Твердость (HRC) | Износостойкость | Прочность | Рекомендация |
|---|---|---|---|---|
| P20 (предварительная закалка) | ~30-34 | Низкий | Высокий | Не для больших объемов |
| H13 (закаленный) | ~48-52 | Хорошо | Хорошо | Хорошая отправная точка |
| S7 (закаленный) | ~54-56 | Очень хорошо | Превосходно | Для зон с высокой степенью воздействия |
| Серия CPM | ~58-62 | Превосходно | Хорошо | Лучше всего подходит для критических вставок |
Хотя выбор стали высокой твердости имеет большое значение, он не является полным решением проблемы. Взаимодействие между расплавленным полимером и стальной поверхностью - сложный процесс. Понимание принципов Трибология11 Это помогает нам понять, что трение и истирание - взаимосвязанные силы, вызывающие разрушение формы.
Усовершенствованная защита: Покрытия и обслуживание
Для обеспечения максимальной долговечности, особенно в сложных условиях эксплуатации, мы должны обратить внимание не только на основную сталь. Защитные покрытия создают барьер, который значительно снижает прямое абразивное воздействие стекловолокна, содержащегося в STAMAX 30YM240.
Роль поверхностных покрытий
Покрытия из алмазоподобного углерода (DLC) или нитрида титана (TiN) создают на пресс-форме чрезвычайно твердую поверхность с низким коэффициентом трения. Этот слой толщиной всего в несколько микрон значительно снижает скорость абразивного износа, защищает сталь, лежащую в основе, и сохраняет мелкие детали детали.
Проактивное обслуживание - ключевой момент
Даже при использовании самой лучшей стали и покрытий проактивный план технического обслуживания не является обязательным условием для продления срока службы инструмента. Регулярный осмотр и очистка зон повышенного износа, таких как зона зацепления, имеют решающее значение. Это позволяет обнаружить износ на ранней стадии, прежде чем он повлияет на размеры детали или качество обработки поверхности.
Эффективное управление износом инструментов из стеклонаполненных материалов требует многогранного подхода. Сочетание закаленных сталей, современных поверхностных покрытий, таких как DLC, и строгого графика технического обслуживания - это самая надежная стратегия, обеспечивающая долгосрочную стабильность производства и защиту ваших инвестиций.
Получите пробный материал для пресс-формы STAMAX 30YM240 быстро с помощью MTM
Готовы лить с помощью STAMAX 30YM240? Избавьтесь от ожидания, логистических задержек и материальной неопределенности - отправьте нам запрос прямо сейчас на оригинальный или эквивалентный STAMAX 30YM240, доставленный непосредственно в Китай. Ускорьте процесс испытания пресс-формы и не срывайте сроки реализации проекта благодаря готовым решениям MTM!

-
Узнайте, как это свойство влияет на прочность и эксплуатационные характеристики деталей в зависимости от направления потока. ↩
-
Это значение помогает предсказать жесткость материала, что очень важно для проектирования жестких структурных компонентов. ↩
-
Поймите, как это свойство влияет на деформацию материала под нагрузкой, что очень важно для создания прочных деталей. ↩
-
Понимание сопротивления ползучести помогает предсказать долговременную стабильность размеров детали при длительной нагрузке. ↩
-
Понимание этой концепции помогает прогнозировать расход материала и оптимизировать процесс литья под давлением. ↩
-
Понимание этого помогает оптимизировать поток расплава и предотвратить дефекты материала. ↩
-
Понимание этого свойства помогает объяснить, почему при сушке основное внимание уделяется поверхностной влаге, а не внутреннему поглощению. ↩
-
Понимание этой концепции помогает диагностировать и решать проблемы коробления деталей из армированных волокнами пластмасс. ↩
-
Понимание этого помогает оптимизировать профили упаковки для обеспечения равномерной плотности и контроля размеров. ↩
-
Понимание того, что такое марание, помогает разрабатывать долговечные поверхности и выбирать подходящие меры защиты в условиях повышенного износа. ↩
-
Понимание этой области помогает прогнозировать и предотвращать износ материала, что крайне важно для долгосрочной работы пресс-формы и экономии средств. ↩