STAMAX 30YM240 predstavuje jedinečnú výzvu, ktorá môže vykoľajiť aj skúsené lisovacie projekty. Pri prechode zo štandardného polypropylénu na tento kompozit s dlhými sklenenými vláknami inžinieri často bojujú s lámaním vlákien, neočakávanými deformáciami a povrchovými defektmi.
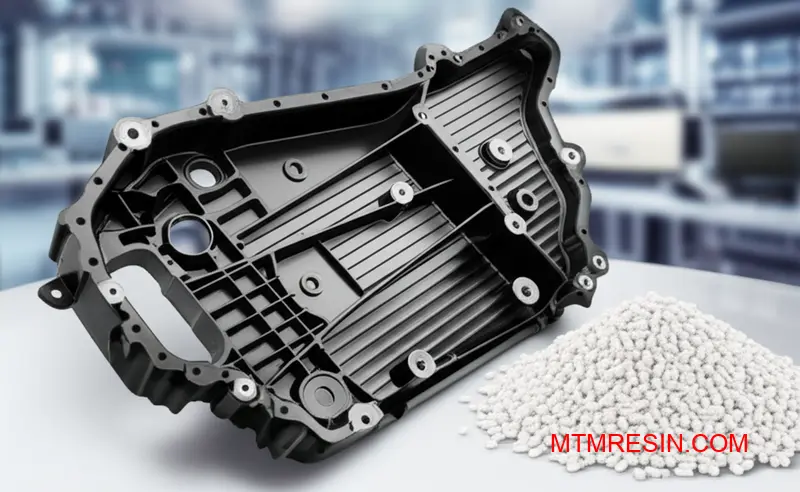
STAMAX 30YM240 je polypropylén vystužený dlhými sklenými vláknami 30% určený na konštrukčné aplikácie vyžadujúce pevnosť podobnú kovu pri výraznom znížení hmotnosti. Úspech závisí od špecializovaných techník spracovania, ktoré zachovávajú dĺžku vlákien a kontrolujú ich orientáciu.
Pracoval som s inžinierskymi tímami, ktoré čelili presne takýmto výzvam pri tvarovaní. Rozdiel medzi bezproblémovou skúšobnou prevádzkou a nákladným oneskorením často spočíva v pochopení špecifických požiadaviek na spracovanie dlhých sklenených vlákien. Dovoľte mi, aby som vás previedol technickými úvahami, ktoré vám pomôžu vyhnúť sa bežným nástrahám a dosiahnuť konzistentné výsledky s týmto náročným materiálom.
Prečo inžinieri používajú STAMAX 30YM240 na konštrukčné diely
Inžinieri vybrali materiál STAMAX 30YM240 pre jeho jedinečnú rovnováhu pevnosti, tuhosti a nízkej hustoty. Tento polypropylén (PP) s dlhými sklenenými vláknami je najlepšou voľbou na náhradu kovov v automobilových a priemyselných dieloch. Umožňuje výrazné zníženie hmotnosti bez straty štrukturálnej integrity.
Výhody dlhých sklenených vlákien
Na rozdiel od krátkych sklených vlákien tvoria dlhé vlákna v materiáli STAMAX 30YM240 vnútornú kostrovú štruktúru. Táto sieť poskytuje vynikajúce mechanické vlastnosti, najmä v náročných aplikáciách, ako sú predné moduly, dverové moduly a zásobníky batérií. Výsledkom je robustný a ľahký komponent.
Prehľad výkonnosti
Naša analýza ukazuje, že jeho výkonnostné parametre z neho robia strategický materiál pre moderné inžinierske výzvy. Ciele odľahčovania automobilov sú s takýmito materiálmi ľahšie dosiahnuteľné.
| Vlastníctvo | STAMAX 30YM240 (typický) | Mäkká oceľ (typická) |
|---|---|---|
| Hustota (g/cm³) | ~1.12 | ~7.85 |
| Modul v ťahu (MPa) | ~7500 | ~200,000 |
| Pevnosť pri náraze | Vysoká | Veľmi vysoká |
Vďaka tejto kombinácii je STAMAX 30YM240 vhodným konštrukčným termoplastom.
Rozhodnutie použiť STAMAX 30YM240 presahuje rámec jednoduchých materiálových špecifikácií. Zahŕňa zváženie celého výrobného cyklu, od návrhu a tvarovania až po konečnú montáž. Jeho vynikajúce tokové vlastnosti umožňujú vytvárať zložité geometrie, ktoré by bolo ťažké alebo nákladné vyrábať lisovaním alebo odlievaním kovov.
Flexibilita dizajnu a spracovania
Tento materiál ponúka dizajnérom väčšiu voľnosť. Prvky, ako sú rebrá a výstupky, možno integrovať priamo do formy, čím sa znižuje potreba sekundárnych montážnych operácií. To zjednodušuje výrobný proces a znižuje celkové náklady. Tento prínos vidíme v mnohých projektoch, ktoré si vyžadujú zložité konštrukčné komponenty.
Konzistentnosť pri skúškach plesní
Jedným z rozhodujúcich faktorov je konzistencia materiálu počas skúšok formy. Použitie presne špecifikovanej triedy, ako je STAMAX 30YM240, je nevyhnutné na overenie nástroja. V spoločnosti MTM máme tento materiál na sklade v Číne, takže tímy sa môžu vyhnúť oneskoreniu medzinárodnej prepravy a zabezpečiť, aby ich skúšky presne odrážali výrobné podmienky. Správanie materiálu je ovplyvnené orientáciou jeho vlákien, čo je vlastnosť známa ako anizotropia1.
| Parameter | Usmernenie | Benefit |
|---|---|---|
| Teplota topenia | 230-260 °C | Optimálna disperzia vlákna |
| Teplota formy | 40-70 °C | Dobrá povrchová úprava a stabilita |
| Rýchlosť vstrekovania | Mierne až vysoké | Minimalizuje lámanie vlákien |
Predvídateľné správanie pri spracovaní pomáha inžinierom dosiahnuť konzistenciu dielov od prvého výstrelu.
STAMAX 30YM240 je poprednou voľbou pre konštrukčné diely vďaka vynikajúcemu pomeru pevnosti a hmotnosti, flexibilite konštrukcie a spoľahlivej spracovateľnosti. Umožňuje konštruktérom plniť ciele odľahčovania automobilov bez kompromisov v oblasti výkonu, čo z neho robí cenný prínos pri vývoji moderných výrobkov.
Analýza profilu mechanických vlastností STAMAX 30YM240
STAMAX 30YM240 je obľúbenou voľbou pre konštrukčné prvky, ale jeho názov prezrádza veľa o jeho výkone. Číslo "30" označuje dlhú výstuž zo sklených vlákien 30%, ktorá je kľúčom k jeho lepším mechanickým vlastnostiam. Označenie "YM240" poskytuje ďalšie informácie o špecifických vlastnostiach tejto triedy.
Dekódovanie známky
Pochopenie týchto kódov je prvým krokom pri výbere materiálu. Pomáha projektovým inžinierom rýchlo posúdiť, či je materiál potenciálne vhodný, skôr než sa začítajú do celého technického listu. Táto úvodná kontrola šetrí cenný čas počas fázy návrhu.
Kľúčové identifikátory
| Kód | Význam | Dôsledky |
|---|---|---|
| STAMAX | Názov značky | LGFPP spoločnosti SABIC |
| 30 | Sklenené vlákno % | 30% Dlhé sklenené vlákno |
| YM240 | Séria stupňov | Špecifický výkon/prúdenie |
Toto rozdelenie umožňuje rýchle posúdenie zloženia jadra materiálu. Okamžite nám prezradí, že máme do činenia so zosilneným polypropylénom určeným na náročné aplikácie.
Pri analýze technického listu pre STAMAX 30YM240 vyniknú tri vlastnosti pre konštrukčné aplikácie. Sú to piliere, ktoré definujú jeho výkon pri namáhaní a zahrievaní, čo sú kritické faktory pre automobilové a priemyselné diely.
Mechanické vlastnosti jadra
Dlhé sklenené vlákno 30% výrazne zvyšuje tuhosť a pevnosť. Jeho Modul v ťahu2 je oveľa vyššia ako pri neplnenom polypropyléne, čo znamená, že odoláva ohybu pri zaťažení. To je rozhodujúci faktor pre diely, ktoré si musia zachovať svoj tvar.
Odolnosť voči nárazom a teplu
Materiál tiež vykazuje vynikajúcu rázovú húževnatosť, často meranú Izodovými alebo Charpyho skúškami. Dlhé vlákna pomáhajú rozložiť energiu nárazu, čím zabraňujú katastrofickému zlyhaniu. Okrem toho je jeho teplota tepelnej deformácie (HDT) zvýšená, čo mu umožňuje spoľahlivo fungovať v prostredí s vysokou teplotou.
Snímka dátového hárku: STAMAX 30YM240
| Vlastníctvo | Typická hodnota | Význam |
|---|---|---|
| Modul v ťahu | ~7500 MPa | Vysoká tuhosť, odolnosť voči ohybu |
| Zárez Izod Impact | ~15 kJ/m² | Dobrá húževnatosť a odolnosť |
| HDT (0,45 MPa) | ~155 °C | Stabilita pri vysokých teplotách |
V spoločnosti MTM máme v Číne na sklade STAMAX 30YM240 práve preto, že tieto vlastnosti sa často vyžadujú pri skúškach foriem. Tým, že ho máme pripravený, predchádzame zdržaniam a zabezpečujeme, aby naši klienti mohli overovať svoje návrhy s presne špecifikovaným materiálom bez čakania na zásielky zo zahraničia.
Pochopenie technického listu STAMAX 30YM240 je nevyhnutné na predpovedanie jeho skutočného výkonu. Sklenené vlákno 30% poskytuje výnimočnú tuhosť, odolnosť voči nárazom a tepelnú stabilitu, vďaka čomu je spoľahlivou voľbou pre konštrukčné diely, ktoré vyžadujú robustné mechanické vlastnosti.
Dlhé sklenené vlákno (LGF) a krátke sklenené vlákno: Rozdiely vo výkone
Pri výbere polypropylénu plneného sklom je rozhodujúci výber medzi dlhým vláknom (LGF) a krátkym vláknom (SGF). Hlavným rozdielom je dĺžka sklenených vlákien vložených do polymérnej matrice. To priamo ovplyvňuje štrukturálnu integritu konečného dielu a celkové výkonnostné charakteristiky.
Základný rozdiel: Dĺžka vlákna
Krátke vlákna sú zvyčajne menšie ako 1 mm, zatiaľ čo dlhé vlákna v LGF môžu mať viac ako 10 mm. Táto väčšia dĺžka vytvára v plaste robustnejšiu vnútornú "kostru". Táto štruktúra výrazne zlepšuje mechanické vlastnosti v porovnaní s materiálmi vystuženými kratšími vláknami.
Počiatočné porovnanie výkonu
Rýchly pohľad ukazuje jasné kompromisy. Zatiaľ čo SGF ponúka jednoduchosť spracovania a nižšie náklady, LGF poskytuje výrazný nárast v kľúčových mechanických oblastiach. Naši klienti často testujú obidva typy, aby kvantifikovali výhody pre svoje špecifické aplikácie.
| Vlastníctvo | Krátke sklenené vlákna (SGF) | Dlhé sklenené vlákna (LGF) |
|---|---|---|
| Pevnosť pri náraze | Mierne | Vysoká až veľmi vysoká |
| Pevnosť v ťahu | Dobrý | Vynikajúce |
| Odolnosť proti plazivým pohybom | Spravodlivé | Vynikajúce |
| Deformácia | Nižšie | Vyššia (ak nie je kontrolovaná) |

Zamerajme sa na konkrétny materiál: STAMAX 30YM240, polypropylén s dlhými sklenenými vláknami 30%. Keď ho inžinieri porovnajú so štandardným PP s krátkymi sklenenými vláknami 30%, rozdiel vo výkone sa stane zrejmým. Nejde len o jednoduchú pevnosť, ale aj o trvanlivosť v priebehu času.
Prečo STAMAX 30YM240 vyniká
Prepojená sieť dlhých vlákien v STAMAX 30YM240 poskytuje vynikajúcu absorpciu energie. Vďaka tomu je ideálny pre diely, ktoré musia odolávať nárazom, ako sú automobilové nárazníky alebo priemyselné kryty. Krátke vlákna jednoducho nedokážu tak účinne rozložiť nárazové sily na celý diel.
Okrem toho je jeho odolnosť proti tečeniu výrazne lepšia. Pri konštantnom zaťažení, najmä pri zvýšených teplotách, sa diely vyrobené z SGF-PP deformujú. Dlhá kostra vlákien v LGF-PP odoláva tejto pomalej deformácii, čím zabezpečuje dlhodobú rozmerovú stabilitu kritických konštrukčných súčastí. Je to priamy dôsledok materiálu viskoelasticita3 správanie.
Odôvodnenie nákladovej prémie
Áno, materiály LGF ako STAMAX 30YM240 majú vyššie počiatočné náklady. Tieto náklady sú však často opodstatnené tým, že sa predíde poruchám súčiastok, zníži sa hmotnosť navrhnutím tenších stien a predĺži sa životnosť výrobku. Našim zákazníkom uľahčujeme získavanie skúšobných množstiev takýchto špeciálnych materiálov v Číne.
| Metrika výkonu | SGF-PP (30%) | STAMAX 30YM240 (30% LGF-PP) |
|---|---|---|
| Pevnosť v záreze pri náraze | Nižšie | ~3-5x vyššia |
| Dlhodobé plíživé zmeny | Vyššia deformácia | Výrazne nižšia |
| Rozmerová stabilita | Dobrý | Vynikajúce |
Výber LGF-PP, ako je STAMAX 30YM240, je investíciou do dlhodobého výkonu. Zvýšená rázová húževnatosť, odolnosť proti tečeniu a stabilita často prevážia počiatočné náklady na materiál, najmä pri náročných konštrukčných aplikáciách, kde zlyhanie neprichádza do úvahy.
Stratégie výmeny kovov pomocou STAMAX 30YM240
STAMAX 30YM240 je kľúčovým materiálom, ktorý nahrádza kov v automobilových dieloch. Tento polypropylén s dlhými sklenenými vláknami 30% ponúka inteligentnú rovnováhu pevnosti, tuhosti a nízkej hustoty. Umožňuje inžinierom navrhovať ľahšie komponenty bez toho, aby sa znížil ich výkon, čo je pri výrobe moderných vozidiel rozhodujúcim cieľom.
Z kovu na plast
Nahradenie ocele alebo hliníka týmto materiálom prináša priame výhody. Zoberte si tieto bežné aplikácie v automobilovom priemysle. Naši klienti často vidia podstatné zlepšenia, keď prejdú na iný materiál.
| Komponent | Tradičný materiál | STAMAX 30YM240 Výhody |
|---|---|---|
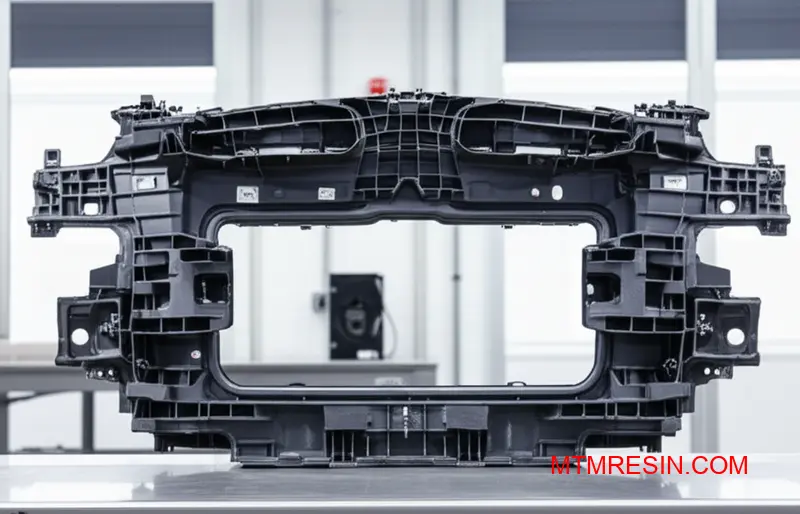
| Predný nosič | Lisovaná oceľ | 30-40% Zníženie hmotnosti |
| Modul dverí | Hliník/oceľ | Konsolidácia častí |
| Prístrojová doska | Oceľový rám | Zlepšená sloboda dizajnu |
Tento strategický posun pomáha znížiť celkovú hmotnosť vozidla. Zjednodušuje tiež výrobný proces, čo vedie k potenciálnym úsporám nákladov a vyššej efektivite na montážnej linke.

Kľúčové aplikácie v automobilovom priemysle
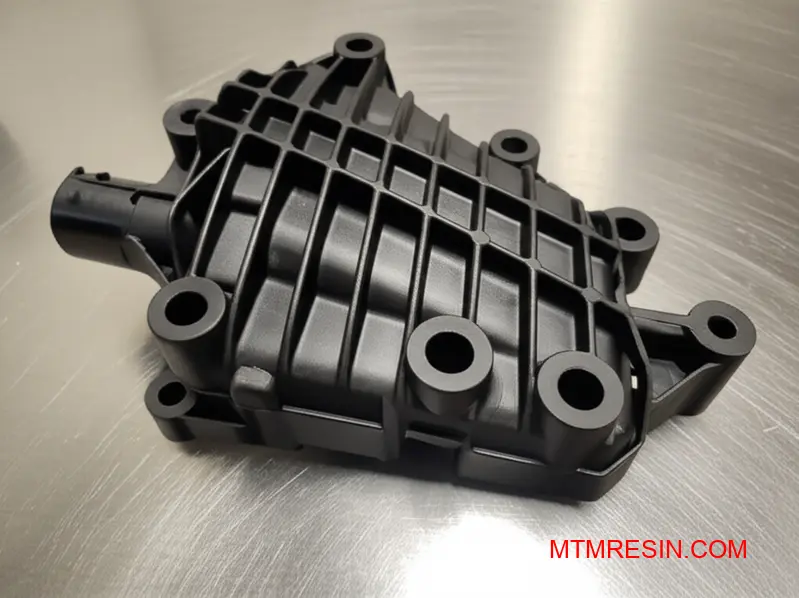
V čelných nosičoch umožňuje STAMAX 30YM240 integráciu viacerých kovových držiakov a podpier do jedného výlisku. Tento konsolidovaný prístup k montáži dielov znižuje zložitosť, počet spojovacích prvkov a pracovný čas. Výsledkom je ľahší, ale robustný konštrukčný komponent.
V prípade dverových modulov je hlavným faktorom zníženie hmotnosti. Ľahšie dvere zlepšujú spotrebu paliva a ovládateľnosť. Videli sme, že klienti dosiahli až 50% úspory hmotnosti len na konštrukčnom nosiči. Pri použití na všetky dvere ide o významný prínos. Materiál je Odolnosť proti tečeniu4 je tu tiež veľmi dôležitý.
Dizajn prístrojovej dosky
Prístrojové panely profitujú z konštrukčnej flexibility STAMAX 30YM240. Inžinieri môžu vytvárať zložité geometrie, ktoré integrujú vzduchotechnické kanály a montážne body priamo do hlavnej konštrukcie. To je pri lisovanom kove takmer nemožné, čo vedie k menšiemu počtu dielov a rýchlejšiemu procesu montáže.
| Aplikácia | Kľúčový prínos | Typický výsledok |
|---|---|---|
| Predný nosič | Časť Integrácia | Nižšie náklady na montáž |
| Modul dverí | Zníženie hmotnosti | Lepšia palivová úspornosť |
| Prístrojová doska | Sloboda dizajnu | Zjednodušená výroba |
Na MTM máme na sklade STAMAX 30YM240 v Číne. To pomáha našim partnerom rýchlo získať materiály na skúšky foriem a overovať tieto zložité konštrukcie bez zdržania medzinárodnej prepravy.
STAMAX 30YM240 je výkonný nástroj na výmenu kovu v automobilových moduloch. Umožňuje výrazné zníženie hmotnosti vďaka nižšej hustote a úsporu nákladov vďaka konsolidácii dielov. To z neho robí strategickú voľbu pre efektívne a moderné konštrukcie automobilových modulov.
Optimalizácia konštrukcie skrutky pre dlhé zadržiavanie sklenených vlákien
Pri práci s polypropylénom s dlhými sklenenými vláknami (LGF), ako je STAMAX 30YM240, je rozhodujúca konštrukcia skrutky. Štandardné skrutky často spôsobujú výrazné lámanie vlákien počas plastifikácie. Toto poškodenie priamo ohrozuje mechanické vlastnosti finálneho výlisku a podkopáva samotný dôvod výberu materiálu LGF.
Problém so štandardnými skrutkami
Štandardné skrutky majú zvyčajne vysoký kompresný pomer. Táto konštrukcia vytvára intenzívny strih a tlak, čo je účinné pre plasty na všeobecné použitie, ale deštruktívne pre kompozity LGF. Vlákna sa pri pohybe pozdĺž skrutky rozomieľajú, čím strácajú svoju dĺžku a spevňujúcu schopnosť ešte pred dosiahnutím formy.
Vplyv porušenia vlákien
Kratšie vlákna vedú k prudkému poklesu pevnosti a tuhosti pri náraze. Diel nebude fungovať tak, ako bol navrhnutý. Videl som projekty, ktoré zlyhali, pretože spracovateľské zariadenie nebolo optimalizované pre daný materiál. Samotný materiál nebol problémom, vinníkom bolo nastavenie strojov.
| Typ skrutky | Zadržanie dĺžky vlákna | Výsledný výkon časti |
|---|---|---|
| Štandardná skrutka GP | Nízka | Krehké, pod špecifikáciou |
| Optimalizovaná skrutka LGF | Vysoká | Silný, spĺňa požiadavky |
Na zachovanie dĺžky vlákien je nevyhnutná špecializovaná plastifikačná jednotka. Riešenie spočíva v použití skrutky s nízkym stlačením. Táto konštrukcia minimalizuje šmykové sily, čo umožňuje vláknam prechádzať cez valec s oveľa menším poškodením. Zabezpečuje zachovanie celistvosti materiálu od pelety až po diel.
Výhoda skrutky s nízkym stlačením
Skrutka s nízkym kompresným pomerom (zvyčajne okolo 2:1) poskytuje jemnejší dopravný účinok. Znižuje nárast tlaku v prechodovej zóne, kde dochádza k najväčšiemu poškodeniu vlákien. Keď klienti skúšajú materiály ako STAMAX 30YM240 z našich zásob v MTM, vždy zdôrazňujem kontrolu špecifikácií skrutky.
Výber spätného ventilu je rozhodujúci
Spätný ventil (alebo spätný ventil) je ďalším potenciálnym zdrojom poškodenia vlákien. Najbežnejší je posuvný spätný krúžok, ktorý však môže vytvárať vysoký strih a stláčať vlákna. Voľnoprietokový alebo guľový spätný ventil je oveľa lepšou voľbou. Tieto konštrukcie ponúkajú menej obmedzujúcu cestu pre materiál. Pochopenie materiálu Reológia5 pomáha predpovedať jeho správanie v rôznych podmienkach spracovania.
| Typ ventilu | Riziko poškodenia vlákien | Odporúčané použitie |
|---|---|---|
| Posuvný kontrolný krúžok | Vysoká | Plasty na všeobecné použitie |
| Ventil s voľným prietokom | Nízka | LGF a citlivé materiály |
| Guľový spätný ventil | Nízka | LGF a citlivé materiály |
Optimalizácia konštrukcie skrutky je pre materiály LGF neoddiskutovateľná. Štandardné skrutky zhoršujú dĺžku vlákien, čím znižujú výkon dielov. Použitie skrutiek s nízkym stlačením a voľnoprietokových spätných ventilov zachováva integritu materiálov, ako je STAMAX 30YM240, a zabezpečuje, že konečný výrobok spĺňa svoje mechanické špecifikácie.
Teploty spracovania a rýchlosti vstrekovania pre 30YM240
Dosiahnutie optimálnych výsledkov pomocou STAMAX 30YM240 si vyžaduje presnú kontrolu parametrov spracovania. Správne nastavenia zabezpečujú dobrý tok materiálu a zároveň chránia dlhé sklenené vlákna pred poškodením. Nesprávne teploty alebo rýchlosti môžu ohroziť mechanické vlastnosti konečného dielu.
Odporúčaný teplotný profil
Odporúčame špecifický teplotný profil pre sud, aby sa zabezpečilo konzistentné tavenie. Začnite s nižšou teplotou v zadnej časti a postupne ju zvyšujte smerom k tryske. Tým sa zabráni predčasnému roztaveniu a degradácii materiálu.
Teploty suda a formy
Rovnako dôležitá je aj stabilná teplota formy. Má priamy vplyv na kvalitu povrchu, zmrštenie a čas cyklu. Tu sú typické nastavenia, s ktorými odporúčame klientom začať.
| Parameter | Odporúčaný rozsah |
|---|---|
| Teplota zadnej zóny | 220-240 °C (428-464 °C) |
| Teplota strednej zóny | 230-250 °C (446-482 °C) |
| Teplota prednej zóny | 240-260 °C (464-500 °F) |
| Teplota dýzy | 250-270°C (482-518°F) |
| Teplota formy | 70-90 °C (158-194 °C) |
Úvahy o rýchlosti vstrekovania
Rýchlosť vstrekovania lieku STAMAX 30YM240 sa musí starostlivo riadiť. Na rýchle naplnenie dielu je často potrebná stredná až vysoká rýchlosť. Nadmerná rýchlosť však môže poškodiť sklenené vlákna, ktoré sú kľúčom k pevnosti tohto materiálu.

Pri hlbšom skúmaní podmienok lisovania STAMAX 30YM240 je výzvou vyvážiť dva protichodné faktory. Potrebujete dostatočné teplo a rýchlosť, aby materiál ľahko prúdil do zložitých dutín formy. Príliš veľa oboch však spôsobí degradáciu polyméru alebo poláme dlhé sklenené vlákna.
Riziko poškodenia vlákien
Vysoké rýchlosti vstrekovania zvyšujú rýchlosť strihu6, ktoré môžu spôsobiť prasknutie sklenených vlákien. Keď sa vlákna skrátia, materiál stráca svoju zamýšľanú štrukturálnu pevnosť. Po spolupráci s našimi klientmi sme zistili, že viacstupňový profil vstrekovania často funguje najlepšie. Začína sa pomalšie a potom sa zrýchľuje.
Hľadanie vhodného miesta
Neexistuje jediné "dokonalé" nastavenie. Vždy závisí od geometrie dielu, hrúbky steny a konštrukcie brány. Vždy vychádzame z údajov výrobcu, ale dolaďujeme ich na základe skutočných výsledkov skúšok formy. Nižšie je uvedený jednoduchý návod, na čo si dávať pozor.
| Problém nastavenia | Potenciálny dôsledok | Odporúčané opatrenie |
|---|---|---|
| Príliš nízka teplota | Krátke strely, zlý povrch | Mierne zvýšte teplotu suda |
| Príliš vysoká teplota | Degradácia materiálu, zmena farby | Nižšie teploty hlavne a dýzy |
| Príliš vysoká rýchlosť | Lámanie vlákien, blesk | Zníženie rýchlosti vstrekovania, použitie fáz |
| Príliš nízka rýchlosť | Značky toku, neúplné vyplnenie | Mierne zvýšte rýchlosť vstrekovania |
V tomto opakovanom procese sú dôležité skúsenosti. V spoločnosti MTM dodávame materiál a poskytujeme podporu na správne nastavenie týchto parametrov spracovania, čím zabezpečíme, že vaše skúšobné prevádzky budú úspešné bez zbytočných oneskorení.
Nájsť správne parametre spracovania pre STAMAX 30YM240 je náročné na rovnováhu. Musíte zabezpečiť dobrý prietok bez toho, aby došlo k tepelnej degradácii alebo poškodeniu vlákien. Precízna kontrola teplôt v sude, teploty formy a rýchlosti vstrekovania je nevyhnutná na dosiahnutie optimálnej kvality dielov.
Manipulácia s materiálom: Sušenie a podávanie granúl LGF
Manipulácia s dlhými sklenenými vláknami (LGF), ako je STAMAX 30YM240, predstavuje v porovnaní so štandardnými peletami jedinečnú výzvu. Prvá otázka, ktorú často dostávam, sa týka sušenia. Polypropylén (PP) sám o sebe neabsorbuje veľa vody, ale to nie je celý príbeh.
Skutočný dôvod sušenia
Hlavným problémom je povrchová kondenzácia. Ak prinesiete studené pelety do teplého a vlhkého prostredia, na ich povrchu sa vytvorí vlhkosť. To môže na konečnom diele spôsobiť škvrny. Správna manipulácia s materiálom PP s dlhými vláknami si vyžaduje tento dodatočný krok.
Odporúčania na sušenie
| Materiál | Potrebné sušenie? | Dôvod |
|---|---|---|
| Štandardné PP pelety | Všeobecne nie | Nízka absorpcia vlhkosti |
| PP pelety LGF (napr. STAMAX) | Áno, často | Odstránenie povrchovej kondenzácie |
Krátky cyklus predsušenia je dobrým postupom na zabezpečenie konzistentného a vysokokvalitného procesu formovania, najmä vo vlhkých podmienkach.

Okrem sušenia vytvára fyzický tvar peliet LGF ďalšiu veľkú prekážku: ich podávanie do stroja. Dlhý, tyčinkovitý tvar týchto granúl môže ľahko spôsobiť, že sa v zásobníku prepoja a vytvoria oblúk, čo je problém známy ako premostenie.
Zabránenie premosteniu zásobníka
Premostenie násypky zastaví tok materiálu, čím sa skrutka vyhladí a spôsobí nekonzistentné výstrely. Ide o bežný problém pri Podávanie peliet STAMAX. Zatiaľ čo polypropylénový základ je hydrofóbne7, pri manipulácii s materiálom je hlavným problémom fyzická forma peliet.
Riešenia pre plynulé kŕmenie
Kľúčom k úspechu je udržiavať materiál v pohybe. Štandardné zásobníky s malým uhlom kužeľa často tento problém zhoršujú. Namiesto toho ho môžu vyriešiť špecializované zariadenia. Na základe našich testov s klientmi sú niektoré úpravy veľmi účinné.
| Metóda | Popis | Účinnosť |
|---|---|---|
| Strmý uhol násypky | Používajte zásobníky s uhlom kužeľa väčším ako 60° | Vysoká |
| Mechanické miešadlá | Pomaly sa pohybujúce pádlo alebo rameno jemne mieša pelety | Veľmi vysoká |
| Vibračné podávače | Jemné vibrácie pomáhajú peletám usadiť sa a prúdiť | Mierne až vysoké |
V spoločnosti MTM často odporúčame klientom, ktorí používajú materiály ako STAMAX 30YM240, aby si skontrolovali svoje nastavenie kŕmenia. Správne zariadenie zabraňuje nákladným prestojom a zabezpečuje stabilný proces.
Správna manipulácia s peletami LGF si vyžaduje sušenie, aby sa zabránilo povrchovej kondenzácii, a používanie zásobníkov so strmým uhlom alebo mechanických pomôcok, aby sa zabránilo premosteniu. Tieto kroky sú rozhodujúce pre stabilný proces lisovania a vysokokvalitné diely s materiálmi, ako je STAMAX 30YM240.
Kontrola anizotropie a orientácie vlákien vo výliskoch
Pochopenie orientácie vlákien je rozhodujúce pre výkonnosť dielov. Pri použití materiálov vystužených vláknami určuje smer vlákien pevnosť súčiastky. Mechanické vlastnosti nie sú rovnomerné vo všetkých smeroch, čo vytvára tzv. anizotropné vlastnosti. Toto je kľúčový faktor, ktorý treba riadiť.
Pevnosť pozdĺž vs. naprieč vláknami
Pevnosť súčiastky je najvyššia pozdĺž smeru usporiadania vlákien (pozdĺžne) a najslabšia kolmo naň (priečne). Tento rozdiel môže byť významný. Jeho ignorovanie často vedie k neočakávaným poruchám dielov v teréne, s čím som sa už mnohokrát stretol.
Porovnanie nehnuteľností
| Vlastníctvo | Pozdĺžne (pozdĺž vlákien) | Priečne (naprieč vláknami) |
|---|---|---|
| Pevnosť v ťahu | Vysoká | Nízka |
| Tuhosť | Vysoká | Nízka |
| Zmenšovanie | Nízka | Vysoká |
Kontrola tejto orientácie sa stáva hlavnou úlohou na dosiahnutie špecifikácií návrhu.
Ak chceme dosiahnuť účinnú kontrolu orientácie vlákien, musíme prejsť od odhadov k predpovediam. Tu sú nevyhnutné moderné inžinierske nástroje. Spoliehať sa len na skúsenosti nestačí, najmä pri zložitých geometriách a vysoko výkonných materiáloch, ako je STAMAX 30YM240.
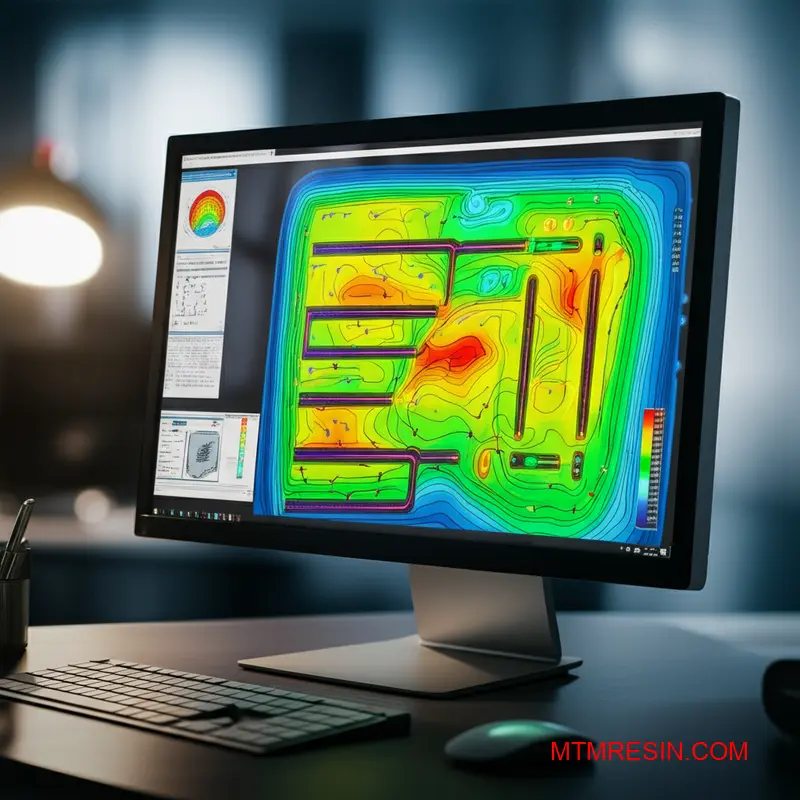
Používanie analýzy toku formy
Analýza toku formy je naším hlavným nástrojom na predpovedanie toho, ako plast vyplní formu. Simulácia zobrazuje priebeh čela taveniny, ktoré priamo ovplyvňuje usporiadanie vlákien. Konečnú orientáciu vlákien môžeme vizualizovať ešte pred rezaním ocele, čím ušetríme značný čas a náklady.
Predpovedanie deformácie
Deformácie sú často priamym dôsledkom nekontrolovaných anizotropných vlastností. Hlavnou príčinou je diferenciálne zmrštenie8, kde sa diel zmršťuje viac v priečnom ako v pozdĺžnom smere. Toto nerovnomerné zmršťovanie vytvára vnútorné napätia, ktoré pri chladnutí deformujú diel.
| Vstupná analýza | Predpokladaný výstup |
|---|---|
| Umiestnenie brány | Mapa orientácie vlákien |
| Parametre procesu | Miera zmrštenia |
| Údaje o materiáli | Predpoveď deformácie |
V spoločnosti MTM dodávame presné materiály, ako napríklad STAMAX 30YM240, ktoré klienti používajú na tieto simulácie. To zaručuje, že analýza je založená na presných údajoch, vďaka čomu je predikcia deformácie spoľahlivá a skúška formy úspešná od prvého výstrelu.
Zvládnutie orientácie vlákien je kľúčom k využitiu plného potenciálu vystužených polymérov. Použitie analýzy prúdenia vo forme pomáha predvídať a kontrolovať tieto anizotropné vlastnosti, čím sa predchádza problémom, ako je deformácia, a zabezpečuje sa, že konečný diel spĺňa požiadavky na pevnosť materiálov, ako je STAMAX 30YM240.
Riadenie zmrštenia a deformácie veľkých konštrukčných komponentov
Pri práci s rozmerovo kritickými dielmi, najmä s veľkými dielmi, je výber materiálu rozhodujúci. Miera zmrštenia polypropylénu STAMAX 30YM240 s dlhými sklenými vláknami 30% si vyžaduje presnú kontrolu. Jeho správanie je predvídateľné, ale vyžaduje si pozornosť k detailom počas procesu formovania, aby sa neskôr predišlo nákladným chybám.
Pochopenie správania materiálu
STAMAX 30YM240 vykazuje rôzne miery zmrštenia v závislosti od smeru toku materiálu. To je rozhodujúci faktor pri kontrole deformácií. Pochopenie týchto hodnôt od začiatku umožňuje lepší návrh formy a nastavenie procesných parametrov. Táto znalosť je základom pre dosiahnutie rozmerovej stability.
Počiatočné nastavenia parametrov
Pre materiál, akým je STAMAX 30YM240, je kľúčové stanoviť základnú hodnotu. Často začíname s odporúčaniami dodávateľa materiálu a od nich sa odvíjame. V nasledujúcej tabuľke sú uvedené typické hodnoty zmrštenia, s ktorými pracujú naši klienti.
| Smer | Typická miera zmrštenia |
|---|---|
| Smer toku | 0,2% - 0,4% |
| Smer priečneho toku | 0,6% - 0,9% |
Tieto počiatočné nastavenia predstavujú pevný východiskový bod pre optimalizáciu času chladenia.

Kontrola deformácií veľkých komponentov vyrobených z materiálu STAMAX 30YM240 presahuje rámec počiatočných nastavení. Zahŕňa systematický proces riešenia problémov. Dostupnosť presného materiálu na mieste prostredníctvom MTM umožňuje našim klientom efektívne vykonávať tieto opakované testy bez čakania na zahraničné dodávky.
Nastavenie tlaku balenia
Baliaci tlak priamo kompenzuje zmrštenie materiálu pri chladnutí dielu. V prípade STAMAX 30YM240 môže nedostatočné utesnenie viesť k prepadom a dutinám. Naopak, nadmerný tlak môže spôsobiť vzplanutie alebo napätie, čo tiež prispieva k deformáciám. Nájdenie správnej rovnováhy je rozhodujúce.
Optimalizácia času chladenia
Čas chladenia musí byť dostatočný na to, aby diel pred vysunutím stuhol a stal sa stabilným. Pri veľkých dieloch je to ešte dôležitejšie. Skrátenie cyklu je lákavé, ale predčasné vyhadzovanie zablokuje napätie a spôsobí rozmerové problémy. Cieľom je nájsť najkratší čas, ktorý ešte zaručí stabilitu dielu. To priamo súvisí s Objemové zmrštenie9.
| Úprava parametrov | Vplyv na rozmery | Riziko |
|---|---|---|
| Zvýšenie baliaceho tlaku | Znižuje zmršťovanie | Potenciál pre blesk, vysoký stres |
| Zníženie tlaku v obale | Zvyšuje zmrštenie | Umývadlá, prázdne miesta, poddimenzovanie |
| Zvýšenie času chladenia | Zlepšuje stabilitu | Dlhší čas cyklu |
| Zníženie času chladenia | Zhoršuje deformáciu | Deformácia po formovaní |
Tento opakovaný proces nastavovania tlaku a času je základom pre dosiahnutie tesných tolerancií.
Dosiahnutie tesných tolerancií s produktom STAMAX 30YM240 závisí od vyváženia tlaku v balení a času chladenia. Táto presná kontrola je kľúčom k riadeniu špecifickej miery zmrštenia a k zabezpečeniu rozmerovej stability konečného dielu. Efektívne riešenie problémov si vyžaduje prístup založený na údajoch o týchto kritických parametroch.
Riešenie problémov s povrchovou úpravou pomocou PP plneného sklom
Efekt "plávajúcich vlákien" je dobre známym estetickým problémom pri materiáloch s dlhými sklenenými vláknami. Vzniká vtedy, keď sa na povrchu dielu objavia sklenené vlákna, ktoré namiesto hladkého a rovnomerného povrchu vytvárajú vírivý alebo matný vzhľad. Tento jav je problematický najmä pri súčiastkach, pri ktorých je vzhľad veľmi dôležitý.
Zdroj problému
Tento jav je vlastný povahe sklom plneného polypropylénu. Počas vstrekovania tečie menej viskózna polymérová tavenina rýchlejšie ako vlákna, najmä v blízkosti steny formy. Vlákna tak môžu zostať po ochladení dielu obnažené, čo ovplyvňuje konečný vzhľad povrchu sklenených vlákien.
Počiatočné kroky riešenia problémov
Pred skúmaním pokročilých metód môžu niektoré základné úpravy procesu priniesť zlepšenie. Tie však často samy o sebe nestačia na dosiahnutie prvotriedneho povrchu triedy A. Tu je niekoľko východiskových bodov, o ktorých často diskutujeme s klientmi.
| Povrchový problém | Spoločná vec | Počiatočné riešenie |
|---|---|---|
| Plávajúce vlákna | Nízka teplota topenia | Zvýšenie teploty taveniny |
| Značky vírenia | Nekonzistentná rýchlosť plnenia | Optimalizácia profilu rýchlosti vstrekovania |
| Nudná povrchová úprava | Nízka teplota formy | Zvýšenie povrchovej teploty formy |

Dosiahnutie povrchu triedy A
Ak je bezchybný, vysoko lesklý povrch neoddeliteľnou podmienkou, musíme sa posunúť ďalej než len k štandardným úpravám procesu. Dosiahnutie povrchu triedy A s materiálmi, ako je STAMAX 30YM240, si vyžaduje sofistikovanejšie techniky tvarovania, ktoré priamo riešia hlavnú príčinu plávajúcich vlákien.
Vysoké teploty plesní
Jednou z účinných stratégií je výrazné zvýšenie povrchovej teploty formy. Horúcejšia forma umožňuje, aby sa na povrchu vytvorila vrstva bohatá na živicu, ktorá účinne pochováva sklenené vlákna pod hladký polymérový plášť. Tým sa zlepší povrchová úprava, ale môže sa predĺžiť aj čas cyklu.
Dynamické vyhrievanie foriem
Pre najnáročnejšie aplikácie je dynamické vyhrievanie a chladenie foriem špičkovým riešením. Tento proces zahŕňa rýchle zahriatie povrchu dutiny formy tesne pred vstrekovaním a jej následné rýchle ochladenie na stuhnutie dielu. Tým sa zabezpečí optimálna replikácia povrchu a úplne sa skryjú vlákna. To pomáha predchádzať vzniku povrchových chýb, ako napr. Marring10 počas manipulácie a používania.
| Technika | Princíp | Najlepšie pre |
|---|---|---|
| Vysoká teplota formy | Vytvára povrchovú vrstvu bohatú na živicu | Zlepšenie lesku a zakrytie drobných vlákien |
| Dynamické vyhrievanie foriem | Rýchly cyklus ohrevu/chladenia | Dosiahnutie triedy A |
| Formovanie s plynovou asistenciou | vydlabáva úseky, vytláča živicu na povrch | Veľké diely so zložitou geometriou |
Plávajúce vlákna sú bežným problémom pri PP plnenom sklom. Zatiaľ čo základné úpravy procesu môžu pomôcť, dosiahnutie povrchu triedy A pri materiáloch, ako je STAMAX 30YM240, si často vyžaduje pokročilé techniky, ako sú vysoké alebo dynamické teploty formy, aby sa vytvoril hladký, na živicu bohatý povrch.
Zmiernenie opotrebenia nástroja pri lisovaní sklenených vlákien 30%
Formovanie materiálov so sklenenými vláknami 30%, ako je STAMAX 30YM240, predstavuje významnú výzvu: abrazívne opotrebovanie formy. Sklenené vlákna pôsobia ako jemný brúsny papier a postupne erodujú kritické povrchy nástrojov, najmä v oblastiach s vysokým opotrebovaním, ako sú brány a ostré rohy. To urýchľuje degradáciu nástroja.
Základná obrana: Výber formy z ocele
Výber správnej formy z ocele je vašou prvou a najdôležitejšou obranou. Štandardná oceľ P20 jednoducho nie je dostatočne odolná na veľkosériovú výrobu s takýmito materiálmi. Kalené nástrojové ocele sú nevyhnutné na predĺženie životnosti nástrojov a zachovanie kvality dielov v priebehu času.
Porovnanie ocele pre abrazívne aplikácie
| Typ ocele | Tvrdosť (HRC) | Odolnosť proti opotrebovaniu | Húževnatosť | Odporúčanie |
|---|---|---|---|---|
| P20 (vopred vytvrdené) | ~30-34 | Nízka | Vysoká | Nie je určený pre veľké objemy |
| H13 (tvrdené) | ~48-52 | Dobrý | Dobrý | Dobrý východiskový bod |
| S7 (tvrdené) | ~54-56 | Veľmi dobré | Vynikajúce | Pre oblasti s vysokou mierou záťaže |
| Séria CPM | ~58-62 | Vynikajúce | Dobrý | Najlepšie pre kritické vložky |
Hoci je výber ocele s vysokou tvrdosťou základom, nie je úplným riešením. Interakcia medzi roztaveným polymérom a povrchom ocele je zložitý proces. Pochopenie princípov Tribológia11 nám pomáha pochopiť, že trenie a abrázia sú vzájomne prepojené sily, ktoré spôsobujú degradáciu formy.
Pokročilá ochrana: Nátery a údržba
Na dosiahnutie maximálnej životnosti, najmä v náročných aplikáciách, musíme hľadieť ďalej ako na základnú oceľ. Ochranné povlaky vytvárajú bariéru, ktorá výrazne znižuje priamy abrazívny vplyv sklenených vlákien, ktoré sa nachádzajú v STAMAX 30YM240.
Úloha povrchových náterov
Povlaky podobné diamantovému uhlíku (DLC) alebo nitridu titánu (TiN) vytvárajú na forme extrémne tvrdý povrch s nízkym trením. Táto vrstva, často hrubá len niekoľko mikrónov, výrazne znižuje mieru abrazívneho opotrebovania, chráni podkladovú oceľ a zachováva jemné detaily na súčiastke.
Kľúčom je proaktívna údržba
Dokonca aj v prípade najlepšej ocele a povlakov je plán proaktívnej údržby nevyhnutný na predĺženie životnosti nástroja. Pravidelná kontrola a čistenie zón s vysokým opotrebovaním, ako je napríklad oblasť brány, sú kľúčové. To umožňuje včasné odhalenie opotrebenia skôr, ako ovplyvní rozmery dielu alebo povrchovú úpravu.
Účinné riadenie opotrebovania nástrojov zo sklom plnených materiálov si vyžaduje mnohostranný prístup. Kombinácia kalených ocelí, pokročilých povrchových povlakov, ako je DLC, a prísneho plánu údržby je najspoľahlivejšou stratégiou na zabezpečenie dlhodobej stability výroby a ochranu vašich investícií.
Získajte skúšobný materiál formy STAMAX 30YM240 rýchlo s MTM
Ste pripravení na výrobu foriem STAMAX 30YM240? Odstráňte čakanie, logistické oneskorenia a neistotu materiálu - pošlite nám teraz svoj dopyt po originálnom alebo ekvivalentnom výrobku STAMAX 30YM240 dodávanom priamo v Číne. Urýchlite proces skúšania formy a udržujte svoj projekt v súlade s plánom vďaka vopred pripraveným riešeniam od spoločnosti MTM!

-
Zistite, ako táto vlastnosť ovplyvňuje pevnosť a výkon dielov v závislosti od smeru toku. ↩
-
Táto hodnota pomáha predpovedať tuhosť materiálu, ktorá je rozhodujúca pri navrhovaní tuhých konštrukčných prvkov. ↩
-
Pochopte, ako táto vlastnosť ovplyvňuje deformáciu materiálu pri namáhaní, čo je kľúčové pre navrhovanie odolných dielov. ↩
-
Pochopenie odolnosti proti tečeniu pomáha predpovedať dlhodobú rozmerovú stabilitu komponentu pri trvalom zaťažení. ↩
-
Pochopenie tohto konceptu pomáha predvídať tok materiálu a optimalizovať proces vstrekovania. ↩
-
Pochopenie tejto skutočnosti pomáha optimalizovať tok taveniny a predchádzať chybám materiálu. ↩
-
Pochopenie tejto vlastnosti pomáha objasniť, prečo sa sušenie zameriava na povrchovú vlhkosť, a nie na vnútornú absorpciu. ↩
-
Pochopenie tohto konceptu pomáha diagnostikovať a riešiť problémy s deformáciami dielov z plastov vystužených vláknami. ↩
-
Pochopenie tejto skutočnosti pomáha optimalizovať profily balenia pre rovnomernú hustotu a kontrolu rozmerov. ↩
-
Pochopenie vzniku otlačkov pomáha pri navrhovaní odolných povrchov a výbere vhodných ochranných opatrení pre aplikácie s vysokým opotrebovaním. ↩
-
Pochopenie tejto oblasti pomáha predvídať a predchádzať opotrebovaniu materiálu, čo je rozhodujúce pre dlhodobú výkonnosť formy a úsporu nákladov. ↩