STAMAX 30YM240 innebär unika utmaningar som kan få även erfarna gjutningsprojekt att spåra ur. Ingenjörer kämpar ofta med fiberbrott, oväntad skevhet och ytdefekter när de övergår från standardpolypropen till denna långa glasfiberkomposit.
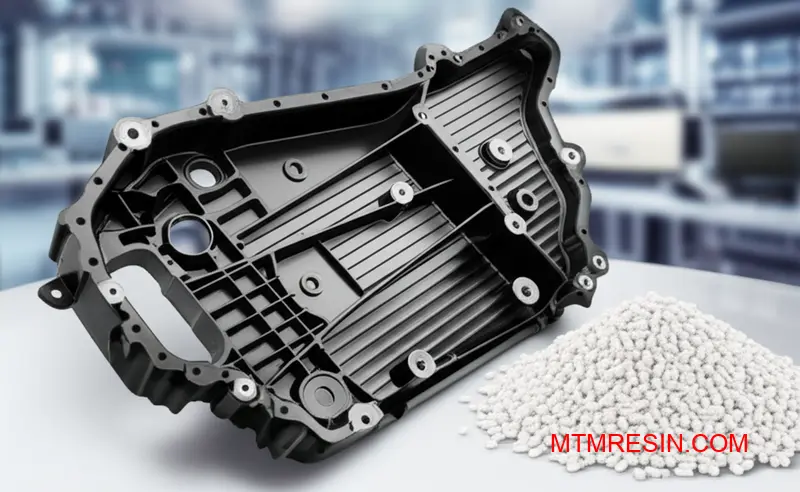
STAMAX 30YM240 är en 30% lång glasfiberarmerad polypropen avsedd för strukturella applikationer som kräver metallliknande styrka med betydande viktreduktion. Framgången beror på specialiserade bearbetningstekniker som bevarar fiberlängden och kontrollorienteringen.
Jag har arbetat med ingenjörsteam som står inför exakt dessa formningsutmaningar. Skillnaden mellan en smidig provkörning och kostsamma förseningar handlar ofta om att förstå de specifika kraven för bearbetning av långa glasfibrer. Låt mig gå igenom de tekniska överväganden som hjälper dig att undvika vanliga fallgropar och uppnå konsekventa resultat med detta krävande material.
Varför ingenjörer specificerar STAMAX 30YM240 för konstruktionsdelar
Konstruktörer väljer STAMAX 30YM240 för dess unika balans mellan styrka, styvhet och låg densitet. Denna polypropylen (PP) med långa glasfibrer är ett förstahandsval för att ersätta metall i bil- och industridelar. Den möjliggör betydande viktminskningar utan att ge avkall på strukturell integritet.
Fördelen med lång glasfiber
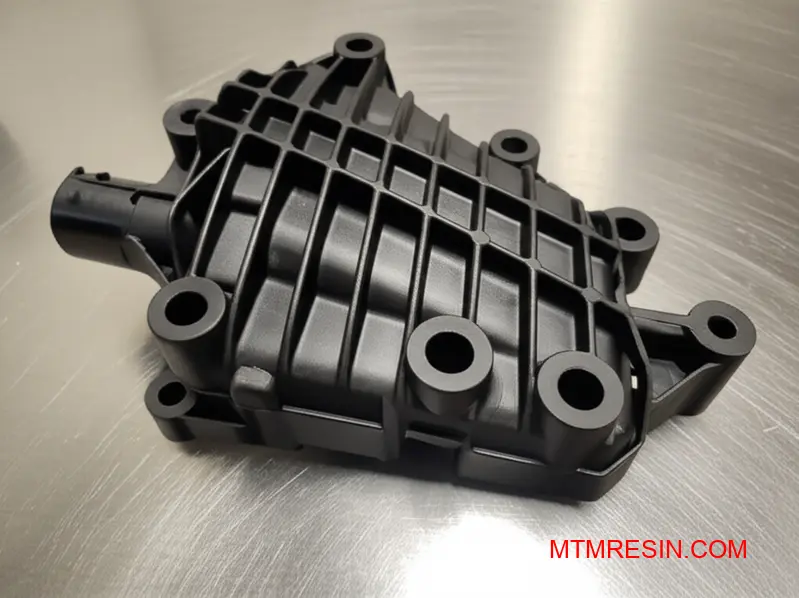
Till skillnad från korta glasfibermaterial bildar de långa fibrerna i STAMAX 30YM240 en inre skelettstruktur. Detta nätverk ger överlägsna mekaniska egenskaper, särskilt i krävande applikationer som frontmoduler, dörrmoduler och batterilådor. Resultatet är en robust och lättviktig komponent.
Prestationer i korthet
Vår analys visar att dess prestandamått gör det till ett strategiskt material för moderna tekniska utmaningar. Lättviktsmålen för fordonsindustrin är mer uppnåeliga med material som detta.
| Fastighet | STAMAX 30YM240 (Typisk) | Mjukt stål (typiskt) |
|---|---|---|
| Densitet (g/cm³) | ~1.12 | ~7.85 |
| Draghållfasthetsmodul (MPa) | ~7500 | ~200,000 |
| Slaghållfasthet | Hög | Mycket hög |
Denna kombination gör STAMAX 30YM240 till en självklar konstruktionstermoplast.
Beslutet att använda STAMAX 30YM240 sträcker sig längre än till enkla materialspecifikationer. Det handlar om att beakta hela produktionscykeln, från design och gjutning till slutmontering. De utmärkta flödesegenskaperna gör det möjligt att skapa komplexa geometrier som skulle vara svåra eller kostsamma att tillverka med metallstämpling eller gjutning.
Flexibilitet i design och bearbetning
Detta material ger konstruktörerna större frihet. Funktioner som ribbor och bossor kan integreras direkt i gjutformen, vilket minskar behovet av sekundära monteringsoperationer. Detta förenklar tillverkningsprocessen och sänker de totala kostnaderna. Vi ser denna fördel i många projekt som kräver invecklade strukturella komponenter.
Konsekvens i mögelprövningar
En kritisk faktor är materialkonsistens under formförsöken. Att använda exakt den specificerade kvaliteten, som STAMAX 30YM240, är avgörande för att validera ett verktyg. På MTM lagerhåller vi detta material i Kina så att teamen kan undvika internationella leveransförseningar och säkerställa att deras försök exakt återspeglar produktionsförhållandena. Materialets beteende påverkas av dess fiberorientering, en egenskap som kallas anisotropi1.
| Parameter | Riktlinjer | Förmån |
|---|---|---|
| Smälttemperatur | 230-260 °C | Optimal fiberdispersion |
| Formtemperatur | 40-70 °C | Bra ytfinish och stabilitet |
| Insprutningshastighet | Måttlig till hög | Minimerar fiberbrott |
Förutsägbart bearbetningsbeteende hjälper ingenjörer att uppnå detaljkonsistens från första skottet.
STAMAX 30YM240 är ett ledande val för strukturella delar tack vare sitt överlägsna förhållande mellan styrka och vikt, designflexibilitet och tillförlitliga bearbetbarhet. Det gör det möjligt för ingenjörer att uppfylla fordonsindustrins lättviktsmål utan att kompromissa med prestandan, vilket gör det till en värdefull tillgång i modern produktutveckling.
Analys av den mekaniska egenskapsprofilen för STAMAX 30YM240
STAMAX 30YM240 är ett populärt val för strukturella komponenter, men dess namn avslöjar mycket om dess prestanda. "30" betyder att armeringen består av 30% långa glasfibrer, vilket är nyckeln till de förbättrade mekaniska egenskaperna. Beteckningen "YM240" ger ytterligare ledtrådar om dess specifika egenskaper.
Avkodning av betyget
Att förstå dessa koder är det första steget i materialvalet. Det hjälper projektingenjörer att snabbt bedöma om materialet är en potentiell passform innan de dyker ner i hela databladet. Denna inledande kontroll sparar värdefull tid under konstruktionsfasen.
Nyckelidentifierare
| Kod | Betydelse | Innebörd |
|---|---|---|
| STAMAX | Varumärke | SABIC:s LGFPP |
| 30 | Glasfiber % | 30% Lång glasfiber |
| YM240 | Betygsserie | Specifik prestanda/flöde |
Denna uppdelning möjliggör en snabb bedömning av materialets kärnsammansättning. Vi får omedelbart veta att det rör sig om en förstärkt polypropen avsedd för krävande applikationer.
När vi analyserar databladet för STAMAX 30YM240 är det tre egenskaper som sticker ut för strukturella tillämpningar. Det är dessa egenskaper som definierar dess prestanda under stress och värme, vilket är kritiska faktorer för delar till fordonsindustrin och industrin.
Kärnans mekaniska egenskaper
Den långa glasfibern 30% ökar styvheten och hållfastheten avsevärt. Dess Draghållfasthetsmodul2 är mycket högre än ofylld polypropylen, vilket innebär att den motstår böjning under belastning. Detta är en kritisk faktor för delar som måste behålla sin form.
Slag- och värmebeständighet
Materialet har också utmärkt slaghållfasthet, som ofta mäts med Izod- eller Charpy-test. De långa fibrerna hjälper till att fördela slagenergin och förhindrar katastrofala fel. Dessutom är dess HDT (Heat Deflection Temperature) förhöjd, vilket gör att det fungerar tillförlitligt i miljöer med höga temperaturer.
Snapshot av datablad: STAMAX 30YM240
| Fastighet | Typiskt värde | Betydelse |
|---|---|---|
| Draghållfasthetsmodul | ~7500 MPa | Hög styvhet, motståndskraftig mot böjning |
| Skåra Izod Impact | ~15 kJ/m² | God seghet och hållbarhet |
| HDT (0,45 MPa) | ~155 °C | Stabilitet vid höga temperaturer |
På MTM lagerhåller vi STAMAX 30YM240 i Kina just för att dessa egenskaper ofta krävs för formförsök. Genom att ha det redo undviker vi förseningar och ser till att våra kunder kan validera sina konstruktioner med exakt det specificerade materialet utan att vänta på utlandstransporter.
Att förstå STAMAX 30YM240-databladet är avgörande för att förutsäga dess verkliga prestanda. Glasfibern 30% ger exceptionell styvhet, slagtålighet och termisk stabilitet, vilket gör den till ett tillförlitligt val för strukturella delar som kräver robusta mekaniska egenskaper.
Lång glasfiber (LGF) mot kort glasfiber: Prestanda luckor
Vid val av glasfylld polypropen är valet mellan långfiber (LGF) och kortfiber (SGF) avgörande. Den primära skillnaden är längden på glasfibrerna som är inbäddade i polymermatrisen. Detta har en direkt inverkan på den slutliga detaljens strukturella integritet och övergripande prestandaegenskaper.
Skillnaden mellan kärnor: Fiberlängd
Korta fibrer är vanligtvis under 1 mm, medan långa fibrer i LGF kan vara över 10 mm. Denna längre längd skapar ett mer robust inre "skelett" i plasten. Denna struktur förbättrar de mekaniska egenskaperna avsevärt jämfört med material som förstärkts med kortare fibrer.
Inledande jämförelse av prestanda
En snabb titt visar tydliga avvägningar. Medan SGF erbjuder enkel bearbetning och lägre kostnader, ger LGF en betydande ökning inom viktiga mekaniska områden. Våra kunder testar ofta båda för att kvantifiera fördelarna för sina specifika applikationer.
| Fastighet | Kort glasfiber (SGF) | Lång glasfiber (LGF) |
|---|---|---|
| Slaghållfasthet | Måttlig | Hög till mycket hög |
| Draghållfasthet | Bra | Utmärkt |
| Motstånd mot krypning | Rättvist | Utmärkt |
| Krigssida | Lägre | Högre (om inte kontrollerat) |

Låt oss fokusera på ett specifikt material: STAMAX 30YM240, en polypropylen med lång glasfiber 30%. När ingenjörer jämför det med en standard PP med kort glasfiber 30% blir prestandagapet uppenbart. Det handlar inte bara om enkel styrka; det handlar om hållbarhet över tid.
Varför STAMAX 30YM240 utmärker sig
Det sammankopplade nätverket av långa fibrer i STAMAX 30YM240 ger överlägsen energiabsorption. Det gör materialet idealiskt för delar som måste tåla stötar, t.ex. stötfångare för bilar eller industriella höljen. Korta fibrer kan helt enkelt inte fördela slagkrafterna lika effektivt över hela detaljen.
Dessutom är dess krypmotstånd betydligt bättre. Under konstant belastning, särskilt vid förhöjda temperaturer, kommer delar tillverkade av SGF-PP att deformeras. Det långa fiberskelettet i LGF-PP motstår denna långsamma deformation, vilket säkerställer långsiktig dimensionsstabilitet för kritiska strukturella komponenter. Detta är ett direkt resultat av materialets viskoelasticitet3 beteende.
Motivering av kostnadspremien
Ja, LGF-material som STAMAX 30YM240 har en högre initialkostnad. Denna kostnad är dock ofta motiverad genom att man undviker fel på delar, minskar vikten genom att konstruera tunnare väggar och förlänger produktens livslängd. För våra kunder gör vi det enkelt att köpa in provkvantiteter av sådana specialmaterial i Kina.
| Prestationsmått | SGF-PP (30%) | STAMAX 30YM240 (30% LGF-PP) |
|---|---|---|
| Skåra Slaghållfasthet | Lägre | ~3-5 gånger högre |
| Långsiktigt krypande | Högre deformation | Betydligt lägre |
| Dimensionell stabilitet | Bra | Utmärkt |
Att välja LGF-PP som STAMAX 30YM240 är en investering i långsiktig prestanda. Den förbättrade slaghållfastheten, krypbeständigheten och stabiliteten uppväger ofta den initiala materialkostnaden, särskilt för krävande strukturella tillämpningar där fel inte är ett alternativ.
Strategier för metallersättning med hjälp av STAMAX 30YM240
STAMAX 30YM240 är ett viktigt material som ersätter metall i bildelar. Denna 30% långa glasfiberpolypropen erbjuder en smart balans mellan styrka, styvhet och låg densitet. Det gör det möjligt för ingenjörer att designa lättare komponenter utan att offra prestanda, ett viktigt mål i modern fordonstillverkning.
Från metall till plast
Att ersätta stål eller aluminium med detta material ger direkta fördelar. Tänk på dessa vanliga tillämpningar inom fordonsindustrin. Våra kunder ser ofta betydande förbättringar när de byter material.
| Komponent | Traditionellt material | STAMAX 30YM240 Fördel |
|---|---|---|
| Front-end bärare | Stämplat stål | 30-40% Viktminskning |
| Dörrmodul | Aluminium/Stahl | Konsolidering av delar |
| Instrumentpanel | Stålram | Förbättrad designfrihet |
Detta strategiska skifte bidrar till att minska fordonets totalvikt. Det förenklar också tillverkningsprocessen, vilket leder till potentiella kostnadsbesparingar och ökad effektivitet på monteringslinjen.

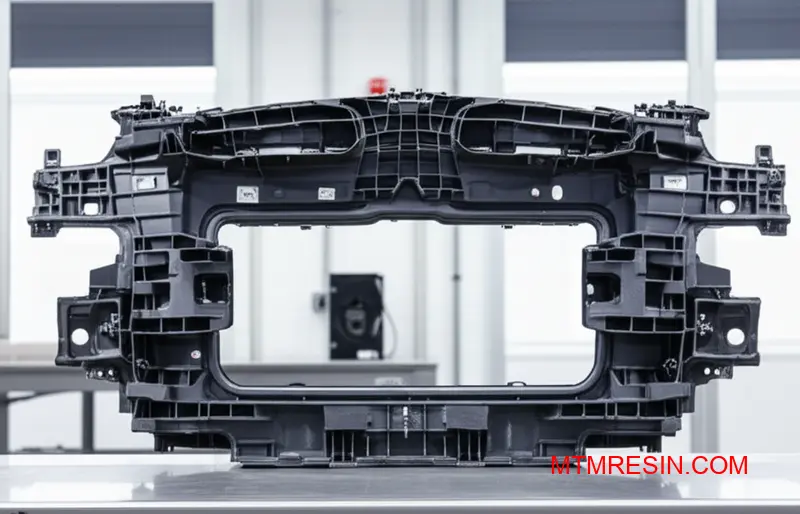
Viktiga tillämpningar inom fordonsindustrin
I frontmonterade lastbärare gör STAMAX 30YM240 det möjligt att integrera flera metallfästen och stöd i en enda gjuten detalj. Denna konsoliderade monteringsmetod för delar minskar komplexiteten, antalet fästelement och arbetstiden. Resultatet är en lättare, men ändå robust, strukturell komponent.
För dörrmoduler är viktreduktion en viktig drivkraft. En lättare dörr förbättrar bränsleekonomin och köregenskaperna. Vi har sett kunder uppnå viktbesparingar på upp till 50% enbart på den bärande konstruktionen. Detta är en betydande vinst när det tillämpas på alla dörrar. Materialets Krypbeständighet4 är också viktigt här.
Instrumentpanelens utformning
Instrumentpaneler drar nytta av designflexibiliteten hos STAMAX 30YM240. Ingenjörer kan skapa komplexa geometrier som integrerar HVAC-kanaler och monteringspunkter direkt i huvudstrukturen. Detta är nästan omöjligt med stansad metall, vilket leder till färre delar och en snabbare monteringsprocess.
| Tillämpning | Viktig fördel | Typiskt utfall |
|---|---|---|
| Front-end bärare | Integration av delar | Lägre monteringskostnad |
| Dörrmodul | Viktminskning | Bättre bränsleeffektivitet |
| Instrumentpanel | Designfrihet | Förenklad produktion |
På MTM lagerhåller vi STAMAX 30YM240 i Kina. Detta hjälper våra partners att snabbt få material för formförsök, vilket validerar dessa komplexa konstruktioner utan internationella leveransförseningar.
STAMAX 30YM240 är ett kraftfullt verktyg för att ersätta metall i fordonsmoduler. Det möjliggör betydande viktminskningar genom lägre densitet och kostnadsbesparingar genom konsolidering av delar. Det gör det till ett strategiskt val för effektiv och modern modulkonstruktion i fordonsindustrin.
Optimering av skruvdesign för lång glasfiberretention
När man arbetar med polypropylen med långa glasfibrer (LGF), som STAMAX 30YM240, är skruvkonstruktionen avgörande. Standardskruvar orsakar ofta betydande fiberbrott under plasticeringen. Denna skada äventyrar direkt de mekaniska egenskaperna hos den slutliga gjutna delen och undergräver själva anledningen till att välja ett LGF-material.
Problemet med standardskruvar
Standardskruvar har vanligtvis höga kompressionsförhållanden. Den här konstruktionen ger upphov till intensiv skjuvning och tryck, vilket är effektivt för vanliga plaster men destruktivt för LGF-kompositer. Fibrerna mals ner när de rör sig längs skruven och förlorar sin längd och förstärkande förmåga innan de någonsin når formen.
Inverkan av fiberbrott
Kortare fibrer leder till en kraftig minskning av slaghållfasthet och styvhet. Delen kommer inte att fungera som den är konstruerad. Jag har sett projekt misslyckas på grund av att bearbetningsutrustningen inte var optimerad för materialet. Det var inte materialet i sig som var problemet, utan det var maskininställningen som var boven i dramat.
| Skruv typ | Fiberlängd kvarhålls | Resulterande del Prestanda |
|---|---|---|
| Standard GP-skruv | Låg | Skör, under specifikation |
| Optimerad LGF-skruv | Hög | Stark, uppfyller kraven |
För att bevara fiberlängden är det viktigt med en specialiserad mjukningsenhet. Lösningen ligger i att använda en skruv med låg kompression. Denna design minimerar skjuvkrafterna, vilket gör att fibrerna kan passera genom cylindern med mycket mindre skador. Det säkerställer att materialets integritet bibehålls från pellet till del.
Fördelen med skruvar med låg kompression
En skruv med lågt kompressionsförhållande (normalt ca 2:1) ger en mjukare transport. Det minskar tryckuppbyggnaden i övergångszonen, där de flesta fiberskador uppstår. När kunder testar material som STAMAX 30YM240 från vårt lager på MTM, betonar jag alltid att de ska kontrollera skruvspecifikationerna.
Valet av backventil är avgörande
Backventilen (eller backventilen) är en annan potentiell källa till fiberbrott. En glidande backringventil är den vanligaste men kan skapa hög skjuvning och klämma fibrer. En backventil med fritt flöde eller kulbackventil är ett mycket bättre val. Dessa konstruktioner erbjuder en mindre restriktiv väg för materialet. Förståelse för materialets Reologi5 hjälper till att förutsäga dess beteende under olika bearbetningsförhållanden.
| Ventiltyp | Risk för fiberskador | Rekommenderad användning |
|---|---|---|
| Skjutbar kontrollring | Hög | Plast för allmänna ändamål |
| Ventil med fritt flöde | Låg | LGF & Känsliga material |
| Kulbackventil | Låg | LGF & Känsliga material |
Optimering av skruvdesignen är inte förhandlingsbart för LGF-material. Standardskruvar försämrar fiberlängden och minskar komponentens prestanda. Genom att använda skruvar med låg kompression och backventiler med fritt flöde bevaras integriteten hos material som STAMAX 30YM240, vilket säkerställer att slutprodukten uppfyller sina mekaniska specifikationer.
Bearbetningstemperaturer och insprutningshastigheter för 30YM240
För att uppnå optimala resultat med STAMAX 30YM240 krävs exakt kontroll över bearbetningsparametrarna. Rätt inställningar säkerställer ett bra materialflöde samtidigt som de långa glasfibrerna skyddas från skador. Felaktiga temperaturer eller hastigheter kan äventyra den slutliga detaljens mekaniska egenskaper.
Rekommenderad temperaturprofil
Vi rekommenderar en specifik temperaturprofil för pipan för att säkerställa en jämn smältning. Börja med en lägre temperatur baktill och öka den gradvis mot munstycket. Detta förhindrar för tidig smältning och materialnedbrytning.
Temperaturer för pipa och form
En stabil gjutformstemperatur är lika viktig. Den påverkar direkt ytfinish, krympning och cykeltider. Här är de typiska inställningar som vi rekommenderar våra kunder att börja med.
| Parameter | Rekommenderat intervall |
|---|---|
| Temperatur i bakre zonen | 220-240°C (428-464°F) |
| Temperatur i mellanzonen | 230-250°C (446-482°F) |
| Temperatur i främre zonen | 240-260°C (464-500°F) |
| Temperatur munstycke | 250-270°C (482-518°F) |
| Formtemperatur | 70-90°C (158-194°F) |
Överväganden om insprutningshastighet
Injekteringshastigheten för STAMAX 30YM240 måste hanteras noggrant. En måttlig till hög hastighet behövs ofta för att fylla detaljen snabbt. En alltför hög hastighet kan dock skada glasfibrerna, som är nyckeln till materialets styrka.

Om man dyker djupare är utmaningen med STAMAX 30YM240 gjutförhållanden att balansera två motsatta faktorer. Du behöver tillräckligt med värme och hastighet för att materialet lätt ska kunna flöda in i komplexa formhålor. Men för mycket av bådadera kommer att bryta ned polymeren eller bryta de långa glasfibrerna.
Risken för fiberskador
Höga insprutningshastigheter ökar skjuvhastighet6, vilket kan leda till att glasfibrerna bryts. När fibrerna förkortas förlorar materialet sin avsedda strukturella styrka. Efter att ha arbetat med våra kunder har vi funnit att en injektionsprofil i flera steg ofta fungerar bäst. Den börjar långsammare och ökar sedan hastigheten.
Att hitta den bästa platsen
Det finns inte en enda "perfekt" inställning. Det beror alltid på detaljens geometri, väggtjocklek och grinddesign. Vi utgår alltid från tillverkarens datablad, men finjusterar utifrån de faktiska resultaten av gjutförsöken. Nedan följer en enkel guide över vad du bör tänka på.
| Inställning av problem | Potentiell konsekvens | Rekommenderad åtgärd |
|---|---|---|
| För låg temperatur | Korta skott, dåligt underlag | Öka fatets temperatur något |
| För hög temperatur | Materialförsämring, missfärgning | Lägre temperatur i pipa och munstycke |
| För hög hastighet | Fiberbrott, blixtnedslag | Minska insprutningshastigheten, använd steg |
| För låg hastighet | Flödesmarkeringar, ofullständig fyllning | Öka insprutningshastigheten måttligt |
Det är i den här iterativa processen som erfarenheten spelar roll. På MTM levererar vi materialet och ger stöd för att få rätt bearbetningsparametrar, vilket säkerställer att dina provkörningar blir framgångsrika utan onödiga förseningar.
Att hitta rätt bearbetningsparametrar för STAMAX 30YM240 är en balansgång. Du måste säkerställa ett bra flöde utan att orsaka termisk nedbrytning eller fiberskador. Exakt kontroll över fattemperaturer, formtemperatur och formsprutningshastighet är avgörande för optimal detaljkvalitet.
Materialhantering: Torkning och matning av LGF-granulat
Hantering av långa glasfibergranulat (LGF) som STAMAX 30YM240 innebär unika utmaningar jämfört med vanliga pellets. Den första frågan jag ofta får handlar om torkning. Polypropylen (PP) i sig absorberar inte mycket vatten, men det är inte hela sanningen.
Det verkliga skälet till torkning
Huvudfrågan är ytkondensation. Om du för in kalla pellets i en varm, fuktig formningsmiljö kommer fukt att bildas på deras yta. Detta kan orsaka spridningsmärken på den slutliga delen. Korrekt materialhantering av PP med långa fibrer kräver detta extra steg.
Rekommendationer för torkning
| Material | Krävs torkning? | Anledning |
|---|---|---|
| Standard PP-pellets | Generellt nej | Låg fuktabsorption |
| LGF PP Pellets (t.ex. STAMAX) | Ja, ofta | För att avlägsna ytlig kondens |
En kort förtorkningscykel är en bra metod för att säkerställa en jämn och högkvalitativ gjutningsprocess, särskilt under fuktiga förhållanden.

Utöver torkningen skapar LGF-pelletsens fysiska form ett annat stort hinder: att mata in dem i maskinen. Den långa, stavliknande formen på dessa granulat kan lätt leda till att de griper in i varandra och bildar en båge i behållaren, ett problem som kallas överbryggning.
Förhindra överbelastning av behållare
Överbryggning av behållaren stoppar materialflödet, utsuger skruven och orsakar inkonsekventa skott. Detta är ett vanligt problem med STAMAX pelletsmatning. Medan polypropylenbasen är hydrofobisk7, är pelletsens fysiska form det primära problemet för materialhanteringen.
Lösningar för smidig matning
Det viktigaste är att hålla materialet i rörelse. Standardtråg med grunda konvinklar gör ofta problemet värre. Istället kan specialutrustning lösa detta. Baserat på våra tester med kunder är vissa justeringar mycket effektiva.
| Metod | Beskrivning | Effektivitet |
|---|---|---|
| Brant behållarvinkel | Använd trattar med en konvinkel som är större än 60°. | Hög |
| Mekaniska omrörare | En långsamt rörlig paddel eller arm rör försiktigt om pelletsen | Mycket hög |
| Vibrerande matare | Mjuka vibrationer hjälper pellets att sedimentera och flöda | Måttlig till hög |
På MTM rekommenderar vi ofta kunder som använder material som STAMAX 30YM240 att se över sin matningsutrustning. Rätt utrustning förhindrar kostsamma driftstopp och säkerställer en stabil process.
Korrekt hantering av LGF-pellets kräver torkning för att förhindra ytkondensation och användning av brantvinklade trattar eller mekaniska hjälpmedel för att undvika överbryggning. Dessa steg är avgörande för en stabil gjutningsprocess och högkvalitativa detaljer med material som STAMAX 30YM240.
Styrning av anisotropi och fiberorientering i gjutna delar
Att förstå fiberriktningen är avgörande för detaljens prestanda. När man använder fiberförstärkta material är det fibrernas riktning som avgör detaljens styrka. Mekaniska egenskaper är inte enhetliga i alla riktningar, vilket skapar vad vi kallar anisotropiska egenskaper. Detta är en nyckelfaktor att hantera.
Styrka längs med respektive tvärs över fibrerna
En detaljs hållfasthet är högst i fiberriktningen (längsgående) och lägst vinkelrätt mot fiberriktningen (tvärgående). Denna skillnad kan vara betydande. Om man bortser från den leder det ofta till oväntade fel på detaljerna ute på fältet, ett problem som jag har sett många gånger.
Jämförelse av fastigheter
| Fastighet | Longitudinell (längs fibrerna) | Transversal (tvärs över fibrerna) |
|---|---|---|
| Draghållfasthet | Hög | Låg |
| Styvhet | Hög | Låg |
| Krympning | Låg | Hög |
Att kontrollera denna orientering blir den viktigaste uppgiften för att uppnå designspecifikationerna.
För att uppnå en effektiv styrning av fiberorienteringen måste vi gå från gissningar till förutsägelser. Det är här som moderna tekniska verktyg blir avgörande. Det räcker inte att förlita sig på erfarenhet, särskilt inte när det gäller komplexa geometrier och högpresterande material som STAMAX 30YM240.
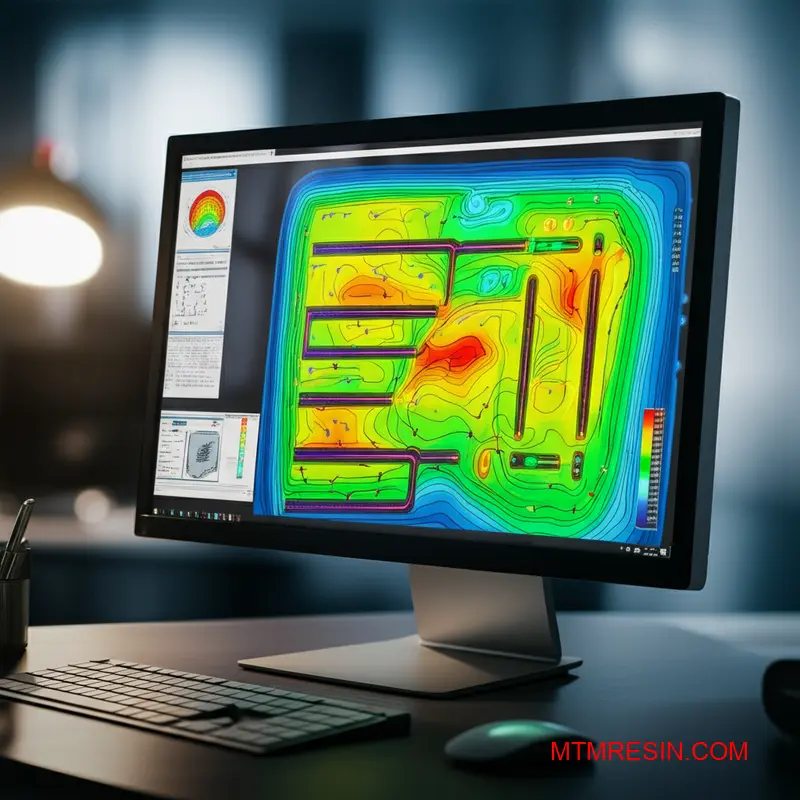
Använda analys av formflöde
Analys av formflödet är vårt främsta verktyg för att förutse hur plasten kommer att fylla formen. Simuleringen visar hur smältfronten utvecklas, vilket direkt påverkar hur fibrerna riktas. Vi kan visualisera den slutliga fiberorienteringen innan vi skär i stål, vilket sparar mycket tid och pengar.
Förutsägelse av skevhet
Vridning är ofta ett direkt resultat av okontrollerade anisotropiska egenskaper. Den primära orsaken är differentierad krympning8, där detaljen krymper mer i tvärriktningen än i längdriktningen. Denna ojämna krympning skapar inre spänningar som förvränger detaljen när den svalnar.
| Analys Ingång | Förväntad produktion |
|---|---|
| Plats för grind | Fiberorienteringskarta |
| Processparametrar | Krympningsgrad |
| Materialdata | Förutsägelse om varbildning |
På MTM levererar vi exakt de material, som STAMAX 30YM240, som kunderna använder för dessa simuleringar. Detta säkerställer att analysen baseras på korrekta data, vilket gör varpförutsägelsen tillförlitlig och mögelprovningen framgångsrik från första början.
Att behärska fiberorienteringen är nyckeln till att frigöra den fulla potentialen hos armerade polymerer. Med hjälp av formflödesanalys kan man förutse och kontrollera dessa anisotropiska egenskaper, förebygga problem som skevhet och säkerställa att den slutliga detaljen uppfyller hållfasthetskraven för material som STAMAX 30YM240.
Hantering av krympning och skevhet i stora strukturella komponenter
När man arbetar med dimensionskritiska delar, särskilt stora sådana, är materialvalet avgörande. Krympningshastigheten för STAMAX 30YM240, en polypropylen med 30% långa glasfibrer, kräver exakt kontroll. Dess beteende är förutsägbart men kräver uppmärksamhet på detaljer under gjutningsprocessen för att undvika kostsamma fel senare.
Förståelse för materialbeteende
STAMAX 30YM240 uppvisar olika krympningshastigheter beroende på materialflödets riktning. Detta är en kritisk faktor när det gäller att kontrollera skevhet. Om man förstår dessa värden från början kan man göra en bättre formkonstruktion och inställning av processparametrar. Denna kunskap är grundläggande för att uppnå dimensionsstabilitet.
Initiala parameterinställningar
För ett material som STAMAX 30YM240 är det viktigt att fastställa en baslinje. Vi utgår ofta från materialleverantörens rekommendationer och justerar därefter. Följande tabell visar typiska krympningsvärden som våra kunder arbetar med.
| Riktning | Typisk krympningshastighet |
|---|---|
| Flödesriktning | 0,2% - 0,4% |
| Riktning för tvärflöde | 0,6% - 0,9% |
Dessa initiala inställningar ger en bra utgångspunkt för optimering av kyltiden.

Att kontrollera skevhet i stora komponenter tillverkade av STAMAX 30YM240 handlar inte bara om de första inställningarna. Det handlar om en systematisk felsökningsprocess. Genom att ha det exakta materialet tillgängligt lokalt via MTM kan våra kunder utföra dessa iterativa tester på ett effektivt sätt utan att behöva vänta på leveranser till utlandet.
Justering av packningstryck
Packningstrycket kompenserar direkt för materialets krympning när detaljen kyls. För STAMAX 30YM240 kan otillräcklig packning leda till sänkor och hålrum. Omvänt kan ett för högt tryck orsaka flammor eller spänningar, vilket också bidrar till skevhet. Att hitta rätt balans är avgörande.
Optimering av kyltid
Kyltiden måste vara tillräcklig för att detaljen ska stelna och bli stabil före utmatningen. För stora detaljer är detta ännu mer kritiskt. Det är frestande att förkorta cykeln, men för tidig utmatning kommer att låsa fast spänningar och orsaka dimensionsproblem. Målet är att hitta den kortaste tiden som fortfarande garanterar att detaljen är stabil. Detta är direkt relaterat till Volymetrisk krympning9.
| Justering av parametrar | Effekt på dimensioner | Risk |
|---|---|---|
| Öka packningstryck | Minskar krympning | Potential för blixtnedslag, hög stress |
| Minska packningstrycket | Ökar krympningen | Sänkor, tomrum, underdimensionering |
| Öka kylningstiden | Förbättrar stabiliteten | Längre cykeltid |
| Minska kylningstiden | Förvärrar krigsföringen | Deformation efter gjutning |
Denna iterativa process med justering av tryck och tid är grundläggande för att uppnå snäva toleranser.
För att uppnå snäva toleranser med STAMAX 30YM240 krävs balans mellan packningstryck och kyltid. Denna exakta kontroll är nyckeln till att hantera den specifika krympningshastigheten och säkerställa dimensionsstabiliteten hos den slutliga detaljen. Effektiv felsökning kräver ett datadrivet tillvägagångssätt för dessa kritiska parametrar.
Utmaningar med ytfinish med glasfylld PP
"Flytande fiber"-effekten är en välkänd estetisk utmaning med material med långa glasfibrer. Det uppstår när glasfibrer dyker upp på komponentens yta och skapar ett virvlat eller matt utseende i stället för en slät, enhetlig finish. Detta är särskilt problematiskt för komponenter där utseendet är avgörande.
Källan till problemet
Detta fenomen ligger i den glasfyllda polypropenens natur. Under injektionen flyter den mindre viskösa polymersmältan snabbare än fibrerna, särskilt nära formväggen. Detta kan leda till att fibrerna exponeras när detaljen kyls, vilket påverkar glasfiberytans slutliga utseende.
Inledande felsökningssteg
Innan man utforskar avancerade metoder kan vissa grundläggande processjusteringar ge förbättringar. Dessa är dock ofta otillräckliga för att uppnå en förstklassig yta av klass A. Här är några utgångspunkter som vi ofta diskuterar med våra kunder.
| Ytproblem | Gemensam sak | Initial lösning |
|---|---|---|
| Flytande fibrer | Låg smälttemperatur | Öka smälttemperaturen |
| Virvlande märken | Inkonsekvent fyllningshastighet | Optimera profilen för insprutningshastighet |
| Dump finish | Låg formtemperatur | Öka temperaturen på formens yta |

Uppnå en yta av klass A
När en felfri, högglansig yta inte är förhandlingsbar måste vi gå bortom standardprocessjusteringar. För att uppnå en klass A-yta med material som STAMAX 30YM240 krävs mer sofistikerade gjutningstekniker som direkt tar itu med grundorsaken till flytande fibrer.
Höga temperaturer i gjutformen
En effektiv strategi är att avsevärt öka formens yttemperatur. En varmare form gör att ett hartsrikt lager kan bildas på ytan, vilket effektivt begraver glasfibrerna under en slät polymerhud. Detta förbättrar ytfinishen men kan också förlänga cykeltiderna.
Dynamic Mold Värme
För de mest krävande applikationerna är dynamisk uppvärmning och kylning av gjutformar den bästa lösningen. Denna process innebär att ytan i formkaviteten värms upp snabbt strax före injektion och sedan kyls snabbt för att stelna detaljen. Detta säkerställer optimal ytreplikering och döljer fibrerna helt. Detta hjälper till att förhindra ytdefekter som Marring10 under hantering och användning.
| Teknik | Princip | Bäst för |
|---|---|---|
| Hög formtemperatur | Skapar ett hartsrikt ytskikt | Förbättrar glansen och döljer mindre fibrer |
| Dynamic Mold Värme | Snabb uppvärmnings-/kylningscykel | Uppnå ytskikt i klass A |
| Gasassisterad gjutning | Håltagning av sektioner, pressning av harts till ytan | Stora delar med komplex geometri |
Flytande fibrer är ett vanligt problem med glasfylld PP. Grundläggande processjusteringar kan hjälpa, men för att uppnå en klass A-yta på material som STAMAX 30YM240 krävs ofta avancerade tekniker som höga eller dynamiska formtemperaturer för att skapa en slät, hartsrik yta.
Minskning av verktygsslitage vid gjutning av 30% glasfiber
Formning av material med 30%-glasfiber, som STAMAX 30YM240, innebär en betydande utmaning: abrasivt slitage på formen. Glasfibrerna fungerar som fint sandpapper och eroderar gradvis kritiska verktygsytor, särskilt i områden med högt slitage som portar och skarpa hörn. Detta påskyndar nedbrytningen av verktyget.
Kärnförsvar: Val av gjutstål
Att välja rätt formstål är ditt första och viktigaste försvar. Standard P20-stål är helt enkelt inte tillräckligt hållbart för högvolymsproduktion med sådana material. Härdade verktygsstål är avgörande för att förlänga verktygens livslängd och bibehålla detaljernas kvalitet över tid.
Ståljämförelse för abrasiva applikationer
| Ståltyp | Hårdhet (HRC) | Motståndskraft mot slitage | Tålighet | Rekommendation |
|---|---|---|---|---|
| P20 (förhärdad) | ~30-34 | Låg | Hög | Inte för höga volymer |
| H13 (härdad) | ~48-52 | Bra | Bra | Bra utgångspunkt |
| S7 (härdad) | ~54-56 | Mycket bra | Utmärkt | För områden med hög påverkan |
| CPM-serien | ~58-62 | Utmärkt | Bra | Bäst för kritiska insatser |
Även om valet av ett stål med hög hårdhet är grundläggande, är det inte hela lösningen. Samspelet mellan den smälta polymeren och stålytan är en komplex process. Förståelse av principerna för Tribologi11 hjälper oss att se att friktion och nötning är sammanlänkade krafter som orsakar nedbrytning av gjutformen.
Avancerat skydd: Beläggningar och underhåll
För maximal livslängd, särskilt i krävande applikationer, måste vi se bortom basstålet. Skyddsbeläggningar skapar en barriär som avsevärt minskar den direkta nötningseffekten av glasfibrerna i STAMAX 30YM240.
Ytbeläggningarnas roll
Beläggningar med diamantliknande kol (DLC) eller titannitrid (TiN) skapar en extremt hård yta med låg friktion på gjutformen. Detta lager, som ofta bara är några mikrometer tjockt, minskar dramatiskt nötningshastigheten, skyddar det underliggande stålet och bevarar fina detaljer i detaljen.
Proaktivt underhåll är nyckeln
Även med det bästa stålet och de bästa ytbeläggningarna är en proaktiv underhållsplan ett måste för att förlänga verktygens livslängd. Regelbunden inspektion och rengöring av zoner med högt slitage, som t.ex. grindområdet, är avgörande. Detta gör det möjligt att tidigt upptäcka slitage innan det påverkar detaljdimensionerna eller ytfinishen.
För att effektivt hantera verktygsslitage från glasfyllda material krävs en mångfacetterad strategi. En kombination av härdat stål, avancerade ytbeläggningar som DLC och ett rigoröst underhållsschema är den mest tillförlitliga strategin för att säkerställa långsiktig produktionsstabilitet och skydda din investering.
Få ditt testmaterial för STAMAX 30YM240-formen snabbt med MTM
Är du redo att gjuta med STAMAX 30YM240? Eliminera väntan, logistikförseningar och materialosäkerhet - skicka oss din förfrågan nu för original eller motsvarande STAMAX 30YM240 levererad direkt i Kina. Accelerera din mögelprovprocess och håll ditt projekt på schema med MTM: s förbeställda lösningar!

-
Läs mer om hur denna egenskap påverkar detaljens hållfasthet och prestanda beroende på flödesriktning. ↩
-
Detta värde hjälper till att förutsäga materialets styvhet, vilket är avgörande för utformningen av styva strukturella komponenter. ↩
-
Förstå hur denna egenskap påverkar materialets deformation under belastning, vilket är avgörande för att konstruera hållbara delar. ↩
-
Genom att förstå krypmotståndet kan man förutse en komponents långsiktiga dimensionsstabilitet under kontinuerlig belastning. ↩
-
Genom att förstå detta koncept kan du förutse materialflödet och optimera din formsprutningsprocess. ↩
-
Genom att förstå detta kan man optimera smältflödet och förhindra materialdefekter. ↩
-
Förståelsen för denna egenskap bidrar till att klargöra varför torkning fokuserar på ytfukt och inte på inre absorption. ↩
-
Genom att förstå detta koncept blir det lättare att diagnostisera och lösa problem med skevhet i fiberarmerad plast. ↩
-
Genom att förstå detta kan man optimera packningsprofilerna för jämn densitet och dimensionskontroll. ↩
-
Förståelse för margrering hjälper till att utforma slitstarka ytor och välja lämpliga skyddsåtgärder för applikationer med högt slitage. ↩
-
Genom att förstå detta område kan man förutse och förhindra materialslitage, vilket är avgörande för långsiktig prestanda och kostnadsbesparingar. ↩